Adăugați la marcaje
Cum să îndoiți o țeavă cu cea mai mică rază?
Meșterii acasă de astăzi realizează în mod independent aproape toate sistemele de viață pentru fermele lor: alimentare cu apă, încălzire, canalizare, construiesc case joase, încăperi de utilitate, sere. Inventarea de instrumente ieftine pentru fabricare și prelucrare materiale de construcții, îndoirea tot felul de profile, tăierea și îndoirea diferitelor țevi, folosesc tehnologii de sudare și turnare.
Importanța managementului cerealelor
Când lucrați cu placa, acordați o atenție deosebită dacă se formează cu direcția bobului sau perpendicular pe aceasta. Direcția boabelor plăcii provine din procesul de laminoare, care întinde structura metalurgică și includerea materialului. Boabele sunt paralele cu direcția de rulare.
Formarea cu granulație necesită o forță de îndoire mai mică, deoarece ductilitatea materialului este deja întinsă. Cu toate acestea, această întindere face ca boabele să se extindă, care se manifestă ca o fractură în raza exterioară a pliului. Pentru a evita sau cel puțin a reduce această fractură prin îndoire longitudinală spre direcția granulelor, poate fi necesar să se utilizeze raze mari de îndoire. Prin îndoirea pe direcția granulelor, ductilitatea redusă va crește tonajul necesar pentru format, dar va putea găzdui o rază de îndoire interioară mult mai îngustă fără a rupe suprafața exterioară a pliurilor.
Îndoirea țevilor este folosită pentru a crea garduri metalice, acest lucru elimină nevoia de sudare și obține rezultatul dorit prin simpla îndoire a țevii solide la unghiul dorit.
Nu există motive întâlnite în mod constant pentru îndoirea frecventă a țevilor într-o gospodărie privată.
Tensiunea localizată poate influența rezultatele formării și aceasta limitează îngustimea razei de curbură interioare. Procesele termice precum tăierea cu flacără și laserul întăresc marginile și creează concentrații de stres. Poate fi necesar să îndepărtați canelura de suprafață și colțuri ascuțite de-a lungul marginilor tăietoare. Reșlențarea muchiilor și a suprafețelor de tăiere poate ajuta la reducerea sau eliminarea microfracturii în zonele critice.
Pentru realizare cele mai bune rezultate asigurați-vă că încălziți uniform materialul. Figura 2 În instrumentul din dreapta, spațiul de date a fost eliberat. Toate oțelurile, aluminiul și chiar și materialele plastice au recuperare elastică atunci când forțele de îndoire sunt eliberate. Recuperarea elastică este eliberarea deformării elastice și este direct legată de limita elastică a materialului. Prin urmare, este necesar un unghi de îndoire mai mare pentru a obține unghiul necesar, în special pentru oțelurile cu randament ridicat și majoritatea aluminiului.
Cu toate acestea, nevoia emergentă de țeavă îndoită, de regulă, se afirmă exigent și urgent. Aceasta poate fi repararea unui sistem individual de alimentare cu apă sau de încălzire, o priză suplimentară sau ceva similar.
Sarcina este să luați și să îndoiți piesa dorită.
Și ce rază să îndoaie și cum?
O anumită parte din tablă poate, să zicem, 2 grade de rebound, deci un pumn cu un unghi minim inclus care este cu 2 grade mai mic decât unghiul închis al matriței ar fi necesar pentru a obține separarea unghiulară necesară. Cu toate acestea, pe măsură ce raza crește, recuperarea crește, iar cantitatea de recuperare elastică poate fi semnificativă atunci când raza este mare în raport cu grosimea foii sau plăcii.
Unghiul și lățimea corectă a matriței pot ajuta la compensarea acestei recuperări elastice excesive. Datele canalului includ unghiuri de date perpendiculare, drepte în sus și în jos. Ambele asigură penetrarea necesară a sculei fără interferențe între muchii, burghiu cu ciocan și material.
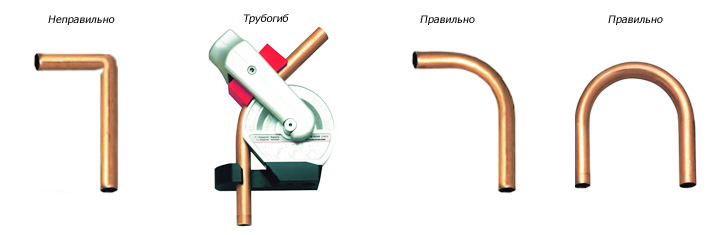
Schema de îndoire corectă a țevilor.
Puteți încerca să vă îndoiți fără nicio teorie, dar este mai bine să folosiți experiența altcuiva. Pentru ca atunci când îndoiți țevile să nu se aplatizeze, să nu se rupă, să nu se încrețeze cu o ondulare, trebuie să cunoașteți raza minimă de îndoire, care depinde de material, diametru și grosimea peretelui. Metoda de îndoire aplicată influențează și ea. Dar totul este în ordine.
Acest lucru reduce sau chiar elimină întărirea prin lucru, ruperea razei și deformarea granulelor. Căldură determină recristalizarea plăcii, schimbându-i de fapt structura moleculară. Este posibil ca placa să fie reciclată pentru a o readuce la starea inițială. Cu toate acestea, în comparație cu formarea la rece, formarea la cald oferă un grad mult mai mare de rezistență și reduce cerințele de tonaj, făcându-l o alternativă atractivă atunci când tonajul de presare este o problemă.
Raza minimă depinde de diametrul țevii rotunde îndoite: cu cât diametrul acesteia este mai mare, cu atât raza de îndoire este mai mare. Aproximativ până la 20 mm, va fi 3, și pentru țevi dimensiune mai mare- 4 diametre exterioare. Metodele fierbinți vă permit să reduceți aproape la jumătate raza de îndoire. Scăderea se produce datorită creșterii ductilității oțelului la încălzire.
Este posibil ca presa să nu poată forma o placă rece, dar se poate forma când este fierbinte. Ca orice altceva, termoformarea are limitările sale. Temperatura ridicată necesară pentru formarea la cald poate provoca oxidare. De asemenea, poate provoca decarburarea suprafeței - modificarea sau pierderea conținutului de carbon. În cele mai multe cazuri, decapitarea este un defect deoarece pierderea de carbon face oțelul mai puțin stabil, ceea ce, la rândul său, poate cauza diverse probleme cu produsele fabricate din acel oțel.
Tabelul 1. Raza minimă de îndoire a țevilor de apă și gaz (GOST 3262-92 modificat în 1992), în mm.
Conductele de apă și gaz sunt din oțel, cu pereți groși, reticente la îndoire, necesită mult efort, prin urmare, nu este recomandată utilizarea razei minime de îndoire fără o nevoie specială. În cele mai multe cazuri, se pot renunța la razele mari sau pot fi utilizate fitinguri.
Formare la cald a aluminiului
Materialul poate fi testat pentru a confirma nivelul de pierdere de carbon și dacă materialul modificat este acceptabil sau nu. În caz contrar, aluminiul solid se va rupe și se va degrada în timpul turnării. În unele forme, aluminiul se încălzește, se pliază și se recristalizează ca oțelul, în timp ce în alte forme reacționează foarte diferit. Când este încălzit, aluminiul tinde să-și revină mai elastic. Unghiul și raza de îndoire dorite pot fi atinse, dar odată ce se răcește, suferă o ușoară recuperare elastică.
Situația este mai complicată dacă trebuie să îndoiți este adesea pătrată sau dreptunghiulară. Acasă, este extrem de dificil să faceți acest lucru cu înaltă calitate: atunci când îndoiți, este necesar să nu se aplatizeze forma secțiunii cu dispozitive speciale.
Masa 2. Raza minimă de îndoire a țevilor de cupru (GOST 617-90) și alamă (GOST 494-90), mm.
|
Diametrul exterior, mm Când oțelul este încălzit, mai întâi devine maleabil și apoi se topește. Când aluminiul este încălzit, este mai întâi maleabil, apoi devine casant și apoi se topește. Când aluminiul se încălzește până la un punct foarte apropiat de punctul său de topire și apoi încearcă să-l îndoaie, piesa de prelucrat se poate rupe sau rupe. O altă parte dificilă a aluminiului format la cald este că atunci când este încălzit, metalul nu își schimbă culoarea ca oțelul. Aluminiul poate fi arse folosind o torță de oxiacetilenă cu flacără neutră. Mișcă-te înainte și înapoi până când vezi o culoare aurie. Este posibil să vedeți și peliculă neagră sau funingine, dar aceasta poate fi curățată cu ușurință mai târziu. În funcție de grosimea plăcii, pot fi necesare mai multe lovituri de flacără, așa că aveți grijă să nu vă supraîncălziți. Acest lucru îl poate face casant sau chiar să se topească. |
Cea mai mică rază de îndoire, mm |
Produsele sanitare din cupru și alamă sunt din ce în ce mai folosite în locuințe individuale. Metalul este ușor de deformat, așa că este mult mai ușor să lucrezi cu țevi din el decât cu oțel. Dar fizica deformărilor la îndoire este comună pentru țevile de alamă, cupru și oțel.
Raza de îndoire interioară minimă
Figura 3 Plierea longitudinală sau plierea granulelor a materialului mărește raza minimă de îndoire necesară a pliurilor. Pentru oțel, aluminiu și oțel inoxidabil, veți găsi diferite rapoarte ale razei minime de îndoire față de grosime și va trebui să căutați aceste valori în datele furnizate de furnizorul de material. Cu toate acestea, atunci când căutați aceste valori, rețineți că îndoirea transversală sau longitudinală va afecta raza minimă de îndoire necesară. Flambajul necesită o rază mai mare decât raza specificată pentru îndoirea laterală.
Când conducta este îndoită, suprafața sa exterioară din zona de îndoire este întinsă și peretele devine mai subțire, în timp ce suprafața interioară a razei, dimpotrivă, se contractă și peretele se îngroașă. Acest lucru se întâmplă atât cu metodele de îndoire la rece, cât și la cald, în al doilea caz, compresia și extensia sunt mult mai puternice. În zona de îndoire, forma rotundă a secțiunii tinde să se aplatizeze, să devină ovală, trecerea condiționată scade dacă nu se iau măsuri împotriva acestor fenomene.
Pe măsură ce grosimea crește, raza crește. În aluminiu de 375 inci, raza minimă este de 5 ori grosimea; pentru 5 "grosime, de 2 ori grosimea. Raza minimă crește și ea cu mai mult material solid... Tendința este clară: cu cât placa este mai dură și mai groasă, cu atât raza minimă de îndoire este mai mare.
Din nou, raza de îndoire interioară minimă este și mai mare atunci când este pliată în direcția bobului. Și o grosime de 8 până la 2 inci este foarte probabil să fie formată la cald. Există o regulă generală pentru determinarea razei minime de îndoire pentru oțel, iar aceasta funcționează de obicei și pe aluminiu. Împărțiți 50 între procentul de reducere a tensiunii din material specificat de furnizor.
Cum să te apleci singur?
Puteți îndoi aproape orice tevi rotunde- cu un diametru de la 6 mm până la țevi cu pereți groși de 163 mm și chiar mai mult.
În producția industrială, există mașini semiautomate și automate pentru îndoirea în masă a pieselor. O pliere durează aproximativ 6 secunde. Atelierele mici, de exemplu, în companiile de management, departamentele de locuințe, sunt echipate cu îndoit electrice de țevi cu un set de atașamente necesare. În cele mai multe cazuri, ar trebui să apelați la ele pentru a îndoi piesa de care aveți nevoie în gospodărie. Desigur, costă niște bani, trebuie să fii de acord, să faci un desen. Și dacă nu există o astfel de posibilitate?
Definiția și principiul plierii. Pentru a îndoi o foaie, trebuie să o ridicați astfel încât să formeze un unghi diedru, a cărui margine este mai mult sau mai puțin rotunjită. Termenul „pliere” este folosit doar pentru a se referi la pliuri drepte. Când o foaie este ridicată sau pliată de-a lungul unei linii curbe, se spune că marginea conică sau căzută este formată, după caz.
Îndoirea poate fi gândită ca o îndoire cu rază foarte scurtă, deci se obține folosind o forță de îndoire localizată. Îndoirea trebuie efectuată în conformitate cu o rază minimă proporțională cu grosimea metalului, care variază cu natura metalului și starea acestuia.
Există mai multe moduri de a îndoi fără încălzire, iată câteva dintre ele: rulare, întindere, înfășurare, desen, printr-o matriță, de-a lungul unui copiator. Sarcina principală a tuturor dispozitivelor de îndoire este de a menține o formă rotundă și, pentru care, se folosesc role sau role cu o canelură exterioară în forma și dimensiunea țevii. Următorul obiectiv este de a îmbunătăți acțiunea umană printr-o pârghie sau prin utilizarea unei prese hidraulice.
Într-adevăr, dacă unul dintre ele este îndoit la 90 ° foaia oțel moale cu un colț interior ascuțit, ați putea crede că forma rezultată va fi aceeași cu forma. De fapt, secțiunea rezultată este reprezentată de ceea ce este prezentat în figură. Deoarece metalul este ductil, s-au efectuat lucrări moleculare importante în zona de îndoire.
Lucrarea moleculară a întărit tabla aproape de coeficientul său de alungire. Pentru anumite metale sau aliaje, cum ar fi aluminiul dur, factorul de alungire va fi depășit și se vor forma fisuri. Orez. 7 Prin urmare, este necesar să se evite îndoirile cu un colț interior acut.
Îndoirea țevilor de oțel acasă

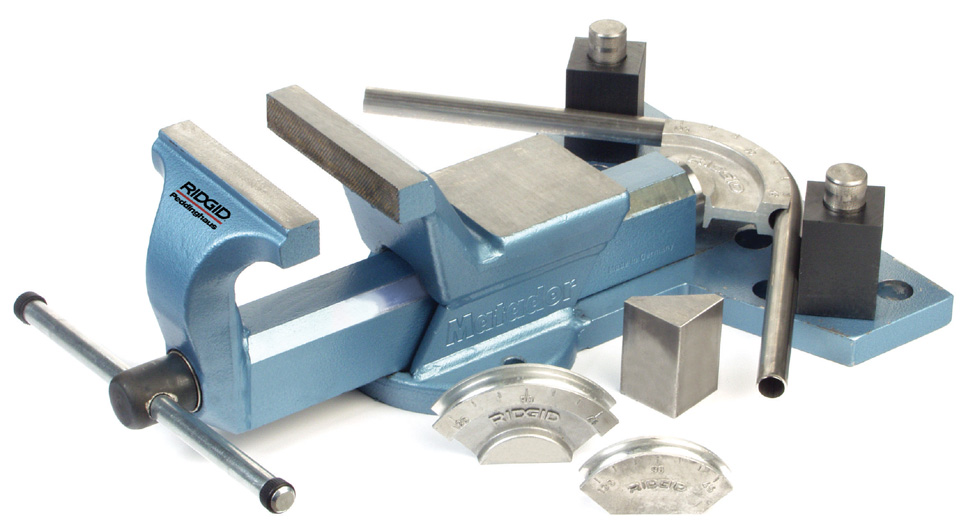
Au mai multe duze pentru diferite diametre și sunt folosite pentru îndoirea țevilor de cupru, alamă, aluminiu și oțel cu pereți subțiri de până la 22 mm în diametru.
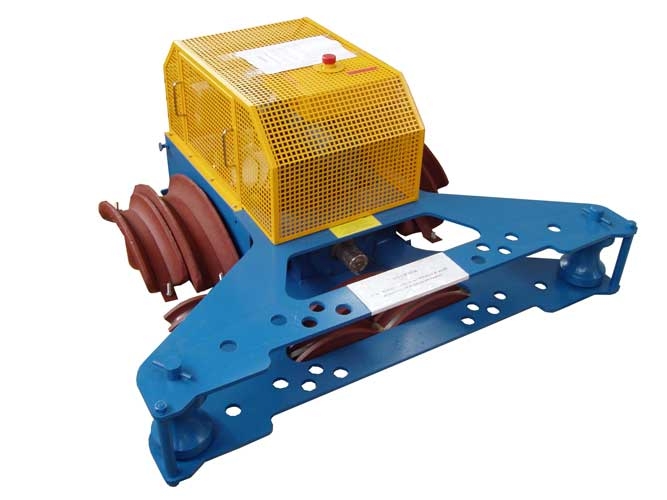
Îndoitoarele manuale de țevi au mai multe duze pentru diferite diametre și sunt utilizate pentru îndoirea țevilor de cupru, alamă, aluminiu și oțel cu pereți subțiri de până la 22 mm în diametru. Conducte de apă și gaze Unelte de mana nu te indoi, pentru indoirea lor va trebui sa folosesti hidraulica. O astfel de presă de frână este așezată pe o masă sau prinsă într-o menghină. Pentru piese unice, produse din când în când, există un dispozitiv pe menghină care vă permite să îndoiți cea mai mică rază.
Dacă colțul interior este rotunjit, fibrele interioare sunt supuse la compresiune iar fibrele exterioare sunt supuse la tracțiune, doar fibrele mijlocii nu se modifică în lungime. Călirea este mai puțin importantă decât în cazul precedent. Se recomandă stivuirea tablelor de oțel moale cu o rază interioară minimă egală cu o grosime de o dată și jumătate.
Foile sunt de obicei îndoite mecanic folosind. Ele pot fi, de asemenea, pliate, dar rar, cu un ciocan sau ciocan, folosind tije, colțuri sau felii care trebuie pliate. Acest lucru se poate face direct pe una dintre fălcile menghinei, dar bițile marchează foaia, referința obținută nu este regulată și nu are claritate.
Nu este rentabil să cumpărați dispozitive scumpe pentru un singur loc de muncă. Motivul poate fi în implementarea activităților antreprenoriale pentru a oferi astfel de servicii populației. Și pentru cazuri rare, sunt mai multe moduri simpleîndoirea țevilor, dar consumatoare de timp. Pentru a face acest lucru, va trebui să pregătiți următoarele instrumente și materiale:
Sau două colțuri puternice cuprinse între două cleme adiacente, stratul rezultat este mai ascuțit. Această cută se aplică numai foilor subțiri. Barele sunt de obicei susținute de două ponturi; sunt formate din două pătrate, drepte și expuse prelucrare fiare de călcat conectate la fiecare capăt cu un șurub puternic de strângere.
Acestea vă permit să pliați foi de grosime medie și sunt folosite doar atunci când folderul nu poate fi folosit. Sau faceți cutia pliată și lipită. Foaia se pliază manual sau cu ciocanul, marginea se reglează cu ciocanul sau ciocanul. Nu loviți la capătul foii deoarece se va întinde și marginea se va îndoi.
- Nisip de râu calcinat, 30 kg.
- Masă sau banc de lucru robust.
- Mandrin metalic cilindric cu raza de curbare.
- Două prize de lemn.
- Lampă de benzină.
Nisipul trebuie cernut și calcinat la foc sau la foc până când fumul dispare. Apoi pregătiți masa fixând pe ea un dorn și stabilind un opritor pentru unul dintre capete. O menghină instalată pe masă poate servi ca un accent. Întreaga structură trebuie de asemenea fixată, altfel conducta o va întoarce în jurul ei.
Partea utilă a plăcii de îndoire este o suprafață foarte îngustă; piciorul este fixat de obicei într-o gaură dintr-o bancă sau într-o nicovală. Este folosit de conserve pentru a face pliuri mici. În primul rând, marcajele încep la fiecare capăt al pliului, care va servi drept opritor.
Tabla este atașată de masa orizontală cu un buiandrug numit pat de împingere sau raft superior. O clapă pliabilă, cunoscută și sub numele de sabot sau șorț pliabil, se pliază ridicându-se într-o mișcare de rotație. Stratul de presiune se deplasează vertical între glisiere formate în doi stâlpi, de obicei din fontă, legați între ele prin legături sau legături. Este adesea articulat la unul dintre capete pentru a permite ieșirea din corpurile prismatice închise după pliere.
Dacă se plănuiește încălzirea, atunci este mai bine să forați găuri cu un diametru de 3-4 mm în dopuri pentru eliberarea gazelor formate în timpul încălzirii.
A salva sectiune rotunda se umple cu nisip calcinat, pentru care un capat este infundat cu un dop de lemn, nisipul se toarna si se compacteaza prin batere. Al doilea dop este înfundat, după care țeava poate fi îndoită. Dacă un capăt al acestuia nu poate fi folosit ca pârghie lungă, atunci trebuie să luați un segment și să îl puneți pentru alungire.
Folosind masa ca plan al pliului, plasați un capăt între dorn și opritor. Cu celălalt capăt, ca o pârghie, ne îndoim în jurul dornului și astfel îndoim țeava. Umplut cu nisip, își va păstra forma circulară și diametrul secțiunii transversale la pliu. Reduceți unghiul cu 2-3%, deoarece metalul este elastic, restabilind parțial dimensiunile anterioare.
Pentru a obține raza minimă de îndoire, veți avea nevoie lampă de benzină... Încălzim țeava umplută cu nisip cu o lampă până când se înroșește în zona de îndoire, care trebuie marcată în prealabil. Imediat după încălzire, așezați-l pe masă și îndoiți-l. Dacă se plănuiește încălzirea, atunci este mai bine să forați găuri cu un diametru de 3-4 mm în dopuri pentru eliberarea gazelor formate în timpul încălzirii.
Când se răcește, oțelul, ca și alte metale, revine puțin la forma anterioară. Adică, unghiul de îndoire poate fi mai mare decât este necesar. Apoi, procesul de încălzire și îndoire trebuie repetat. După obținerea formei dorite, dopurile sunt găurite sau arse, nisipul este turnat și depozitat pentru data viitoare. Verificați locul pliului pentru vergeturi, fisuri, rupturi și ondulații. La final, țeava este tăiată la dimensiunea necesară, detartrată, filetată, iar piesa este gata.
Tevi de foc, cupru si alama
Țevile de cupru și alamă pot fi îndoite, de asemenea umplute cu nisip, dacă se preconizează o rază minimă de îndoire cu încălzire. Dacă fără încălzire, apoi turnați colofoniu topit, după ce astupa capetele, țeava este îndoită. Pentru îndoirea diametrelor mici de până la 22 mm, este mai bine să aveți în fermă un îndoit de țevi cu pârghie, care este la vânzare. Cu ajutorul acestuia, este rapid și ușor să îndoiți diferite părți ale conductelor.
Pentru a îndoi acasă țevi de cupru și alamă cu raze mici, veți avea nevoie și de un pistol sau arzător de gaz... Țeava recoaptă se îndoaie ușor pe dorn, dar este mai dificil să corectezi îndoirea și necesită reîncălzire. Pe lângă umplerea cu nisip, se folosește un dispozitiv special - un arc care este pus pe țeavă la cot. Arcul permite îndoirea, dar împiedică aplatizarea țevii. Se păstrează geometria secțiunii țevii. După îndoire, arcul este „înșurubat” și îndepărtat.
Îndoiți țevile din plastic fără probleme
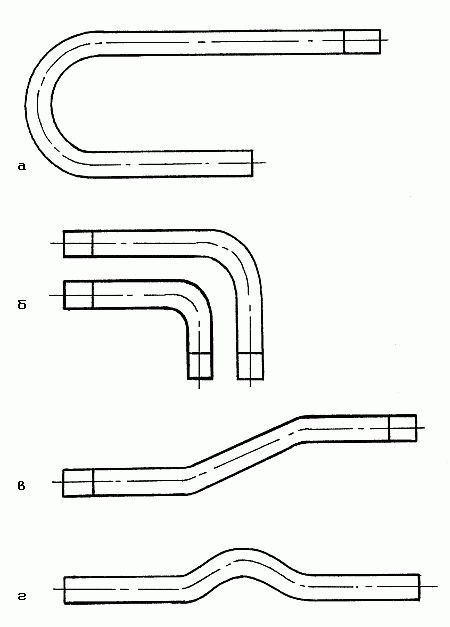
Tipuri de coturi de conducte: a - kalach; b - coturi; c - rață; g - paranteză.
Țevile din plastic sunt atât de flexibile încât se îndoaie fără dificultate. Cu toate acestea, atunci când este necesar să se efectueze cea mai mică rază de curbură posibilă, apar aceleași fenomene fizice de aplatizare ca și în tevi metalice... Țevile din polipropilenă sunt mai rigide decât alte țevi din plastic. Ductilitatea materialului și alungirea acestuia atunci când este îndoit poate reduce în mod critic grosimea peretelui conductei și poate compromite rezistența conductei, mai ales dacă este sub presiune. Prin urmare, țevile din plastic nu trebuie îndoite pentru a fi utilizate în sistemele sub presiune, ci trebuie folosite fitinguri lipite, care asigură rezistența îmbinărilor.
În alte scopuri, de exemplu, la instalarea încălzirii prin pardoseală, țevile de plastic sunt îndoite acasă, umplându-le ca pe cele metalice, dar cu sare. Sarea se calcineaza intr-o tigaie, dupa care se toarna in teava si se astupa capetele cu dopuri. Sarea fierbinte incalzeste teava, crescand ductilitatea acesteia, iar teava se indoaie usor.
Cea mai mică rază de îndoire este de două diametre. După ce a dat unghiul doritîndoire teava de plastic trebuie fixat până se răcește complet. Pentru încălzire suplimentară, pentru a corecta pliul, puteți folosi un uscător de păr de clădire. Fara incalzire teava din polipropilena poate fi îndoit încet și cu grijă cu o rază minimă de 7-8 diametre.
Caracteristici de îndoire a țevilor profilate
Dintre cele profilate, pătratele și dreptunghiulare sunt adesea folosite. țevi din oțel... Sunt folosite pentru o varietate de modele în gospodărie... Este practic imposibil să îndoiți calitativ astfel de țevi în afara atelierelor specializate, fără echipamente. Metodele descrise nu permit păstrarea dreptății secțiunii la pliu, iar valoarea estetică a acesteia scade.
Cu toate acestea, țevile profilate pot fi îndoite folosind dispozitive simple și ieftine și cu raze mari de îndoire. Principalele părți ale dispozitivului de îndoire sunt rolele de profil, care în procesul de îndoire păstrează o secțiune transversală dreptunghiulară.
Sunt adesea folosite imitații de îndoire. Conducta este crestată din interior cu un anumit pas, apoi îndoită fără eforturi deosebite... După aceea, toate cusăturile sunt sudate și curățate cu o râșniță. Cu un pas de tăiere de 20 mm, raza de îndoire va fi minimă.

Introducere
Îndoit - amânat ... îndoit - amânat ... în urmă cu 25 de ani, acest proces era munca grea zilnică a unui operator de presă. Dar asta nu este tot: operatorul a trebuit să reajusteze constant mașina pentru a obține diferite unghiuri de îndoire, a organiza depozitarea intermediară a semifabricatelor și a efectua multe alte acțiuni care nu au legătură directă cu producția piesei finale; operatorul a trebuit să pună din nou semifabricatul și apoi ... să se îndoaie din nou ... să reajusteze presa ... și să se îndoaie din nou ... depozitare intermediară ... și ... și ...
Pentru lucrătorii din tablă de astăzi, acest proces pare o tehnologie preistorică. Astăzi, piesa este fabricată pe o presă de frână CNC ergonomică, ușor de operator, cu reglare automată a tuturor parametrilor de îndoire. Unghiuri diferite, profile diferite pe același instrument - nicio problemă!
Mașinile-unelte cu 4 axe controlate sunt acum standardul și nu excepția. Presele cu 8 sau mai multe axe nu mai sunt neobișnuite și sunt cele mai promițătoare atunci când roboții sunt utilizați împreună cu prese de îndoit.
Și toate acestea, doar pentru a produce o piesă tridimensională dintr-un plat tablă, fie că este vorba de oțel, oțel inoxidabil, aluminiu, magneziu, cupru, alamă sau chiar aur. Oriunde te uiți, există structuri din tablă. Este boom de tablă! Chiar și producătorii de presă de frână sunt uimiți de cât de complicate au fost produse de clienții lor. Interacțiunea dintre producătorii de mașini-unelte și clienții lor devine foarte reușită și promițătoare: inginerii se gândesc împreună cum să producă eficient o piesă pe echipamente flexibile. Înlocuirea unei suduri cu o sudură flexibilă poate fi foarte benefică pentru a oferi rezistență produsului „Aproape de forma finală” - iată ce se poate spune despre o piesă care iese dintr-o presă frână care prezintă o mare similitudine cu produsul final.
„Foaie” și „îndoire” nu sunt foarte asociate cu înaltă tehnologie. Totuși, pentru a îndoi o foaie „obraznică”, ai nevoie de cunoștințe speciale și de multă experiență. Explica tehnician, care nu este familiarizat cu tabla, care în lumea noastră high-tech este imposibil să obțină constant un unghi de 90 0 la îndoire fără a modifica setările. Se dovedește, și apoi nu!
Fără a schimba programul, unghiul se va schimba dacă, de exemplu, o tablă cu grosimea de 2 mm este din oțel inoxidabil sau aluminiu, dacă lungimea sa este de 500 mm, 1000 mm sau 2000 mm, dacă îndoirea se face de-a lungul sau transversal. fibrele, dacă linia de îndoire este înconjurată de găuri perforate sau tăiate cu laser, dacă foaia are deformare elastică diferită, dacă întărirea suprafeței, din cauza deformării plastice, este mai puternică sau mai slabă, dacă ... dacă ...
„Îndoirea” pare un proces simplu, dar în realitate este foarte complex. Frunzei nu-i pasă de niciun argument de preț, chiar dacă catalogul este plin de culori minunate și perspective promițătoare.
Cu toate acestea, în timpul anii recenti, producătorii de prese au făcut eforturi mari pentru a face procesul de formare mai flexibil și mai productiv. Dă credit cuiva care merită! Vorbim de tehnologie cu adevărat înaltă! Dar să fim realiști: vechea presă tradițională de îndoit cu opritor mecanic în cilindri și arbore sincronizat este încă la cerere în întreaga lume. Punctul de plecare este sarcina specifică de îndoire, nu tipul de mașină. Mașină tradițională simplă sau tehnologie de îndoire înaltă? Răspunsul trebuie găsit împreună. Investițiile sunt eficiente doar atunci când atât aspectele tehnice, cât și cele economice sunt convingătoare. Ținând cont de toate cele de mai sus, să trecem la lucrul principal.
Ce metodă de îndoire să alegi?
Există 2 metode principale:
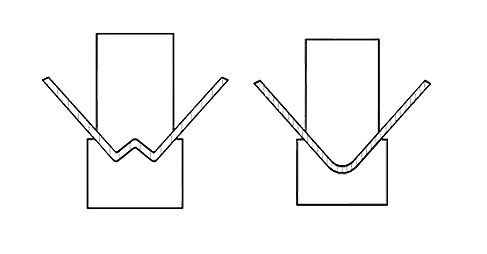
Vorbim de „îndoire cu aer” sau „îndoire liberă” dacă există un spațiu de aer între tablă și pereții matriței în V. Aceasta este în prezent cea mai comună metodă.
Dacă foaia este apăsată complet pe pereții matriței în V, numim această metodă „dimensionare”. În ciuda faptului că această metodă este destul de veche, este folosită și chiar ar trebui folosită în anumite cazuri, despre care vom discuta în continuare.
1. Îndoire liberă
Oferă flexibilitate, dar are anumite limitări de precizie.
Caracteristici principale:
Traversa cu ajutorul unui poanson presează foaia la adâncimea selectată de-a lungul axei Y în canalul matriței. Foaia rămâne „în aer” și nu intră în contact cu pereții matricei. Aceasta înseamnă că unghiul de îndoire este determinat de poziția axei Y și nu de geometria instrumentului de îndoire.

Precizia de ajustare a axei Y la presele moderne este de 0,01 mm. Care unghi de îndoire corespunde unei anumite poziții a axei Y? Este greu de spus, deoarece trebuie să găsiți poziția corectă a axei Y pentru fiecare colț. Diferențele în poziția axei Y pot fi cauzate de setarea cursei de coborâre a traversei, de proprietățile materialului (grosime, rezistență la tracțiune, întărire la deformare) sau de starea sculei de îndoire.
Tabelul de mai jos arată abaterea unghiului de îndoire de la 90 0 pentru diferite abateri ale axei Y.
| un 0 | 1 0 | 1,5 0 | 2 0 | 2,5 0 | 3 0 | 3,5 0 | 4 0 | 4,5 0 | 5 0 |
| V, mm | |||||||||
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,11 | 0,132 | 0,154 | 0,176 | 0,198 | 0,22 |
| 10 | 0,055 | 0,082 | 0,11 | 0,137 | 0,165 | 0,192 | 0,22 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,33 |
| 16 | 0,088 | 0,132 | 0,176 | 0,22 | 0,264 | 0,308 | 0,352 | 0,396 | 0,44 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,69 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,83 |
| 45 | 0,25 | 0,375 | 0,5 | 0,625 | 0,75 | 0,875 | 1 | 1,125 | 1,25 |
| 55 | 0,305 | 0,457 | 0,61 | 0,762 | 0,915 | 1,067 | 1,22 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,11 | 1,332 | 1,554 | 1,776 | 1,998 | 2,22 |
| 100 | 0,555 | 0,832 | 1,11 | 1,387 | 1,665 | 1,942 | 2,22 | 2,497 | 2,775 |
Beneficiile îndoirii libere:
- Flexibilitate ridicată: fără a schimba instrumentele de îndoire, puteți obține orice unghi de îndoire între unghiul de deschidere al matriței în V (de exemplu 86 0 sau 28 0) și 180 0.
- Costuri mai mici cu instrumente.
- În comparație cu dimensionarea, este necesară o forță de îndoire mai mică.
- Te poți juca cu forță: mai multă deschidere a matriței înseamnă mai puțină forță de îndoire. Dacă dublezi lățimea canelurii, ai nevoie doar de jumătate din forță. Aceasta înseamnă că puteți îndoi material mai gros cu deschidere mai mare cu aceeași forță.
- Mai puține investiții, deoarece aveți nevoie de o presă cu mai puțin efort.
Toate acestea, însă, sunt teoretice. În practică, puteți cheltui banii economisiți pentru achiziționarea unei prese mai puțin puternice, care vă permite să profitați din plin de beneficiile îndoirii cu aer pe echipament adițional cum ar fi axe sau manipulatoare suplimentare cu ecartament posterior.
Dezavantajele curberii cu aer:
- Unghiuri de îndoire mai puțin precise pt metal subțire
- Diferențele de calitate a materialului afectează precizia repetată
- Nu se aplică pentru operațiuni specifice de îndoire
Sfatul nostru:
- Este indicat sa se foloseasca indoirea cu aer pentru foile cu grosimea de peste 1,25 mm; pentru o grosime de tablă de 1 mm sau mai mică, se recomandă utilizarea unei calibrari
- Cea mai mică rază de îndoire interioară trebuie să fie mai mare decât grosimea tablei. Dacă raza interioară trebuie să fie egală cu grosimea foii, se recomandă utilizarea metodei de calibrare. O rază interioară mai mică decât grosimea tablei este permisă numai pe materiale moi, ușor deformabile, cum ar fi cuprul
- O rază mare poate fi obținută prin flexia aerului folosind mișcarea pas cu pas a ecartamentului posterior. Dacă ar trebui să fie o rază mare Calitate superioară, este recomandată doar metoda de calibrare cu un instrument special.
Ce fel de efort?
Datorită proprietăților diferite ale materialului și consecințelor deformării plastice în zona de îndoire, forța necesară poate fi determinată doar aproximativ.
Vă oferim 3 moduri practice:
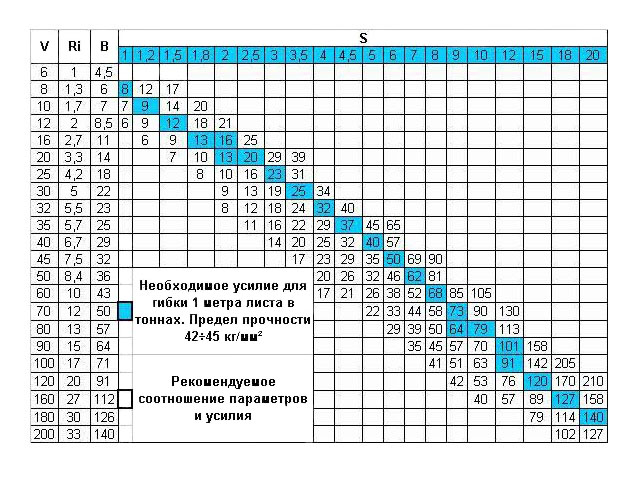
1. Tabelul
În fiecare catalog și pe fiecare presă puteți găsi un tabel care arată forța necesară (P) în kN la 1000 mm lungime de îndoire (L) în funcție de:
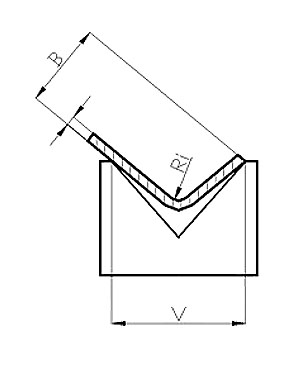
- grosimea tablei (S) în mm
- rezistența la tracțiune (Rm) în N / mm 2
- V- lățimea deschiderii matriței (V) în mm
- raza interioară a foii pliate (Ri) în mm
- înălțimea minimă a raftului pliat (B) în mm
Un exemplu de tabel similar:
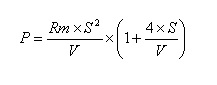
2. Formula

1.42 este un factor empiric care ține cont de frecarea dintre marginile matriței și materialul de tăiat.
O altă formulă oferă rezultate similare:
3. „Regula 8”
La îndoirea oțelului cu conținut scăzut de carbon, lățimea deschiderii matriței ar trebui să fie de 8 ori mai mare decât grosimea tablei (V = 8 * S), apoi P = 8 * S, unde P este exprimat în tone (de exemplu: pentru o grosime). de 2 mm, deschiderea matriței V = 2 * 8 = 16 mm înseamnă că aveți nevoie de 16 tone / m)
Forța și lungimea de îndoire
Lungimea de încovoiere este proporțională cu forța, adică forta ajunge la 100% numai la o lungime de incovoiere de 100%. De exemplu:
Sfatul nostru:
Dacă materialul este ruginit sau nu este uns, adăugați 10-15% la forța de îndoire.
Grosimea foii (S)
DIN permite o abatere semnificativă de la grosimea normală a tablei (de exemplu, pentru o grosime a tablei de 5 mm, norma variază între 4,7 și 6,5 mm). Prin urmare, trebuie doar să calculați forța pentru grosimea reală pe care ați măsurat-o sau pentru valoarea de referință maximă.
Rezistența la tracțiune (Rm)
Și aici, toleranțele sunt semnificative și pot avea un impact semnificativ asupra calculului forței de îndoire necesare. De exemplu:
St 37-2: 340 - 510 N / mm 2
St 52-3: 510 - 680 N / mm 2
Sfatul nostru:
Nu vă zgâriți cu eforturile de îndoire! Rezistența la tracțiune este proporțională cu forța de îndoire și nu poate fi ajustată atunci când aveți nevoie!
Valorile reale ale grosimii și rezistenței la tracțiune sunt factori importanți atunci când alegeți mașina potrivită cu forța nominală potrivită.
V - extinderea matricei
Ca regulă generală, deschiderea matricei în formă de V ar trebui să fie de opt ori mai mare decât grosimea foii S până la S = 6 mm:
Pentru o grosime mai mare a foii, trebuie:
V = 10 * S sau V = 12 * S
Deschiderea matriței în formă de V este invers proporțională cu forța necesară:
Deschiderea mai mare înseamnă o forță de îndoire mai mică, dar o rază interioară mai mare;
Mai puțină deschidere înseamnă mai multă forță, dar mai puțină rază interioară.
Raza de curbură interioară (Ri)
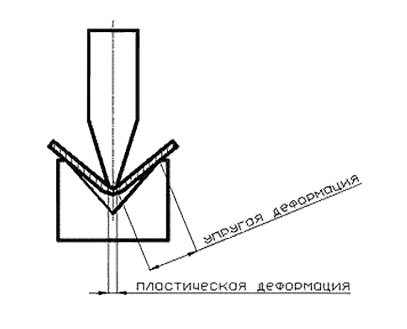
Când utilizați metoda de îndoire cu aer majoritatea materialul este supus deformarii elastice.
După îndoire, materialul revine la starea inițială fără deformare permanentă („arc de spate”).
Într-o zonă îngustă în jurul punctului de aplicare a forței, materialul suferă o deformare plastică și rămâne în această stare pentru totdeauna după îndoire.
Materialul devine mai puternic, cu cât deformarea plastică este mai mare. Numim aceasta „întărire prin deformare”.
Așa-numita „rază de îndoire interioară naturală” depinde de grosimea tablei și de deschiderea matriței. Este întotdeauna mai mare decât grosimea tablei și nu depinde de raza poansonului.
Pentru a determina raza interioară naturală, putem folosi următoarea formulă:

În cazul lui V = 8 * S, putem spune Ri = S * 1,25
Metalul moale și ușor deformabil permite o rază interioară mai mică.
Dacă raza este prea mică, materialul poate fi mototolit pe interior și crăpat la in afaraîndoire.
Sfatul nostru:
Dacă aveți nevoie de o rază interioară mică, îndoiți-vă cu o viteză mică și peste granulație.
Raft minim (B)
Pentru a evita căderea raftului în canelura matricei, trebuie respectate următoarele latime minima rafturi:

Unghiul de îndoire B
| 165 0 | 0,58 V |
| 135 0 | 0,60 V |
| 120 0 | 0,62 V |
| 90 0 | 0,65 V |
| 45 0 | 1,00 V |
| 30 0 | 1,30 V |
Deformare elastică
O parte din materialul elastic deformabil va „rescădea” înapoi după ce forța de îndoire este îndepărtată. Câte grade? Aceasta este o întrebare pertinentă, deoarece doar unghiul de îndoire obținut efectiv este important și nu este calculat teoretic. Majoritatea materialelor au o deformare elastică destul de constantă. Aceasta înseamnă că un material de aceeași grosime și cu aceeași rezistență la tracțiune va răsări în aceeași cantitate la același unghi de îndoire.
Deformarea elastică depinde de:
- unghi de îndoire: decât unghi mai micîncovoiere, cu atât deformația elastică este mai mare;
- grosimea materialului: cu cât materialul este mai gros, cu atât deformarea elastică este mai mică;
- rezistența la tracțiune: cu cât rezistența la tracțiune este mai mare, cu atât deformația elastică este mai mare;
- direcția fibrei: deformarea elastică este diferită la îndoirea de-a lungul sau peste fibre.
Să demonstrăm cele de mai sus pentru rezistența finală măsurată în condiția V = 8 * S:
| Rezistenta la tractiune in N/mm 2 | Deformare elastică în 0 |
| 200 | 0,5 - 1,5 |
| 250 | 1 - 2 |
| 450 | 1,5 - 2,5 |
| 600 | 3 - 4 |
| 800 | 5 - 6 |
Toți producătorii de scule de îndoit Și toate acestea, doar pentru a produce o piesă tridimensională dintr-o foaie de metal plată, fie că este oțel, inoxidabil clasa = textdoctextdoc / strongp align = justificare clasa = oțel, aluminiu, magneziu, cupru, alamă sau chiar aur . Oriunde te uiți, există structuri din tablă. Este boom de tablă! Chiar și producătorii de presă de frână sunt uimiți de cât de complicate au fost produse de clienții lor. Interacțiunea dintre producătorii de mașini-unelte și clienții lor mill / p / strong2 / tdtd class = td align = / tdnbsp; / div class = 0strong class = p align = textdoc cellspacing = 45 se dovedește a fi foarte reușită și promițătoare: inginerii gândesc împreună cum pentru a produce eficient un echipament de parte flexibil. Înlocuirea sudării cu sudarea flexibilă poate fi foarte benefică, oferind în același timp rezistență clasei de produs = nbsp; 0,915 textdoctextdoc / em / em class = textdoc class = / tr direcția fibrei: deformarea elastică este diferită la îndoirea de-a lungul sau peste granulație și toate acestea, doar pentru a produce o piesă tridimensională dintr-o foaie de metal plată, fie că este oțel, oțel inoxidabil, aluminiu, magneziu, cupru, alamă sau chiar aur. Oriunde te uiți, există structuri din tablă. Este boom de tablă! Chiar și producătorii de presă de frână sunt uimiți de cât de complicate au fost produse de clienții lor. Interacțiunea dintre producătorii de mașini-unelte și clienții lor devine foarte reușită și promițătoare: inginerii se gândesc împreună cum să producă eficient o piesă pe echipamente flexibile. Înlocuirea sudării cu sudarea flexibilă poate fi foarte benefică, oferind în același timp rezistență clasei de produs = nbsp; 0.915 textdoctextdoc / em / em class = textdoc class = / tr direcția fibrelor: deformarea elastică este diferită la îndoirea de-a lungul sau peste fibre, iar deformarea elastică este luată în considerare atunci când este oferită o unealtă pentru îndoirea liberă (de exemplu, o deschidere unghi de 85 0 sau 86 0 pentru coturi libere de la 90 0 la 180 0).
2. Calibrare
Mod precis - dar inflexibil
Cu această metodă, unghiul de îndoire este determinat de forța de îndoire și instrument de îndoire: Materialul este prins complet între poanson și pereții matriței în V. Deformarea elastică este zero și diferitele proprietăți ale materialelor nu au practic niciun efect asupra unghiului de îndoire.
Aproximativ, forța de dimensionare este de 3-10 ori mai mare decât forța de îndoire liberă.
Beneficii de calibrare:
- unghiuri de îndoire precise în ciuda diferențelor de grosime și proprietăți ale materialului
- rază interioară mică
- rază exterioară mare
- Profile în formă de Z
- canale U profunde
- toate formele speciale posibile pentru grosimi de până la 2 mm folosind poansonuri din oțel și matrițe din poliuretan
- rezultate excelente la presa frana care nu au suficienta precizie pentru indoirea libera
Dezavantajele calibrării:
- forța de îndoire necesară este de 3-10 ori mai mare decât la îndoirea liberă
- fără flexibilitate: un instrument dedicat pentru fiecare formă
- schimbare frecventă instrument (cu excepția seriei mari)