Țevile sudate longitudinal (GOST 10704-91 și 10705-80) pot fi produse în mai multe grupuri diferite, cu sau fără tratament termic suplimentar.
1 Țevi longitudinale din oțel sudate electric - GOST 10705-80
Standardul de stat specificat oferă informații despre sortimentul și tehnologia de fabricație a sudate cu cusături drepte produse pentru conducte, care au un diametru de la 10 la 530 milimetri. Sunt produse din materiale slab aliate și pentru funcționare ca parte a unei varietăți de clădiri și alte structuri, ca elemente ale conductelor și produse de diferite scopuri.
Rețineți că GOST 10705–80 „nu se supune” țevilor utilizate pentru producția de termoîncălzitoare electrice. În funcție de caracteristicile de calitate, țeava de oțel cu cusătură dreaptă (GOST 10704-91 și 10705-80) este atribuită uneia dintre cele patru grupuri. Produsele din grupa „A” sunt produse conform Standardului de Stat 380 din oțel semi-liniștit, calm și fierbinte 1, 2, 3 și 4. Produsele finite sunt produse cu standardizarea parametrilor mecanici. Produsele din grupa „B” sunt realizate de:
- conform standardului de stat 9045 din oțel 08Yu;
- conform standardului 380 de la St1–St4;
- conform standardului 19281 din oțeluri cu un nivel scăzut de aliere, în care carbonul nu trebuie să fie mai mare de 0,46 la sută (astfel realizând țevi cu o secțiune transversală mai mare de 114 mm);
- conform Standardului de Stat 1050 de la St10, 08, 20 și 15 (sp, kp, ps).

De asemenea, produsele din grupa „B” (toate sunt normalizate în mod obligatoriu în funcție de compoziția lor chimică) sunt fabricate din oțel 22GU, care are următoarele compoziție chimică(în procente):
- de la 1,2 la 1,4 - mangan;
- de la 0,15 la 0,22 - carbon;
- 0,03 - titan;
- de la 0,15 la 0,3 - siliciu;
- de la 0,02 la 0,05 - aluminiu;
- până la 0,02 - fosfor și calciu;
- până la 0,4 - crom;
- până la 0,01 - sulf;
- până la 0,012 - azot.
Țevile din grupa "C" sunt deja normalizate atât în ceea ce privește compoziția chimică, cât și caracteristicile mecanice. În același timp, producția lor se realizează din oțeluri care sunt utilizate pentru fabricarea produselor din grupa "B". În plus, structurile de țevi cu îmbinare dreaptă pot fi și din grupa „D”. În acest caz, ele sunt normalizate în ceea ce privește presiunea de încercare hidraulică.

GOST spune că:
- țevile din oțel cu o cantitate mică de elemente de aliere pot fi produse atât fără tratament termic suplimentar, cât și cu acesta (de exemplu, cu), iar prelucrarea se efectuează pe întreaga îmbinare sudată sau pe volumul structurii);
- procesate de asemenea la temperaturi ridicate și produse din oțeluri cu compoziție carbon, dar pot fi reduse și prin tehnologie la cald, dar produsele din St1 nu suferă niciodată tratament termic;
- o instalație care produce structuri electric-sudate are dreptul de a alege în mod independent o opțiune specifică pentru tratamentul termic, este permis să o efectueze chiar și într-un mediu protector, dar în baza unui acord preliminar cu cumpărătorul produsului finit.
2 Cerințe speciale pentru țevile sudate cu o cusătură dreaptă în conformitate cu GOST 10705
Produsele tubulare finite sunt supuse următoarelor cerințe ale standardului de stat:
- Pe suprafețele lor nu ar trebui să existe apusuri, crăpături, defecte și captivitate. Dacă conductele sunt prelucrate la temperatura ridicata, este permisă prezența unei pelicule de oxid pe produse. În acest caz, prezența scaratului nu este permisă.
- În acele cazuri în care urme de decopertare, riscuri mici, spărturi, depuneri, ondulații, întinderi nu conduc secțiunea structurii conductei și grosimea peretelui acesteia dincolo de abaterile admise, acestea pot fi prezente pe produse.
- Zona de sudare trebuie curățată, iar lipsa de penetrare a cusăturii este, de asemenea, sudată.
- Marginile pot fi compensate în raport cu grosimea peretelui (nominală) cu cel mult 10 la sută. Pentru țevile cu o secțiune transversală de 159 mm sau mai mult, indicatorul de deplasare admisibil crește la 20 la sută.

Parametrii mecanici ai oțelului de bază pentru produse reduse la cald și tratate termic variază în funcție de gradul său:
- alungire: de la 20 (oțel 26KhMA, 17G1S, 09G2S, 20F, 13KhFA) la 30 (08Yu) procente;
- limita de curgere: de la 174 (08Yu și 08kp) la 343 (26XMA, 17G1S, etc.) N / mm 2;
- rezistenta (temporara) la rupere: de la 255 la 490 kgf/mm2.
Caracteristicile mecanice ale aliajelor slab aliate și ale oțelului 22GU pot diferi de cele standard în baza acordului cu consumatorii.

Alte prevederi importante ale documentului care descrie procesul de producție a țevilor sudate longitudinal includ următoarele cerințe:
- o cusătură în direcția transversală este permisă pe produsele cu o secțiune transversală de 57 mm sau mai mult;
- dacă sunt reparate conducte tratate termic lucrari de sudare, acestea trebuie reprocesate de-a lungul cusăturii sau în volum după o tehnică similară;
- asigurați-vă că îndepărtați bavurile exterioare de pe produse;
- bavurile sunt îndepărtate de la capetele structurilor (prin decopertare), conductele sunt tăiate în unghi drept.
3 țevi sudate longitudinal - GOST 10704-91
Acest document oficial stabilește dimensiunile produselor tubulare din oțel conform GOST 10705, precum și abaterile maxime ale acestora de la valorile standard și sortimentul de țevi sudate electric. Din acesta puteți afla că produsul finit este fabricat în funcție de următorii parametri:
- diametru (exterior): 10–1420 mm;
- lungime: nemăsurată - 2–5 m, în funcție de secțiunea conductei, măsurată - 5–12 m; multiplu (multiplicitatea nu trebuie să fie mai mare decât limita inferioară a lungimii măsurate și, în același timp, să aibă o multiplicitate de 25 cm sau mai mult);
- grosimea peretelui: 1–32 mm;
- masa (teoretică) a unui kilogram de produs finit: variază de la 0,222 kg pentru o țeavă cu un perete de 1 mm și o secțiune transversală de 10 mm până la 779 kg pentru produsele cu un perete de 32 mm și o secțiune transversală de 1020 mm.
Este important de știut că, în cazul în care produsele sunt fabricate conform standardului de stat 10706, greutatea țevilor este mare pentru toate produsele, ceea ce se datorează nevoii de întărire a sudurii.

Abaterile de lungime (dimensionale) ale structurilor de conducte pot fi după cum urmează:
- +5 cm pentru produsele de clasa a II-a și +1 cm de clasa I (țevi cu lungimea mai mică de 6 metri);
- +7 și +1,5 cm pentru țevi mai lungi de 6 metri.
Conform lungimii multiple, abaterile pe care standardul le permite sunt de +10 cm pentru produsele de clasa a 2-a si de +1,5 cm pentru a 1-a, indiferent de lungimea structurii. Sub țevile de clasa I, înseamnă produse cu capete debavurate și tăiate, clasa a II-a - fără debavurare și tundere.
Precizia de fabricație a unei țevi sudate longitudinal conform GOST 10704–91 poate fi:
- elevat;
- comun.

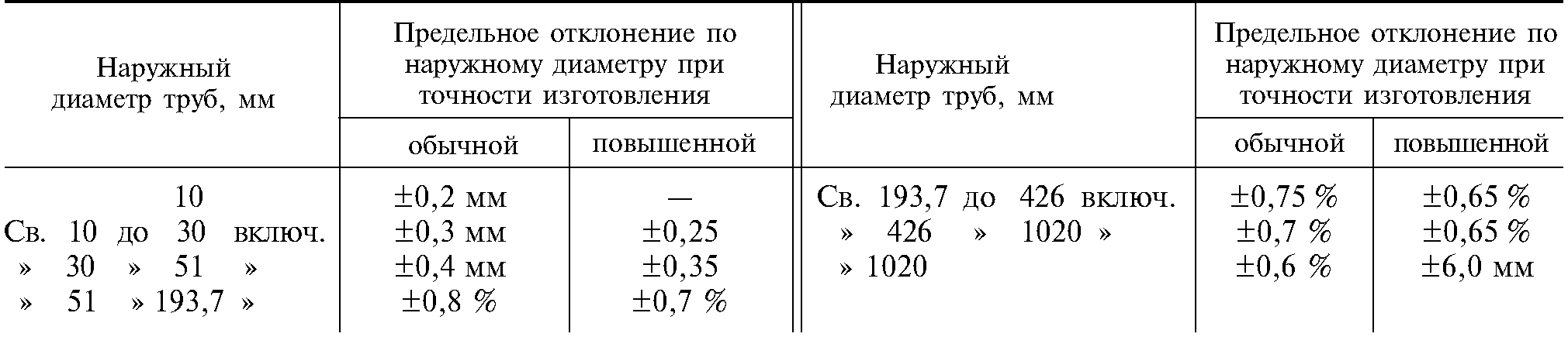
Precizia producției este luată în considerare atunci când se descrie abaterile permise ale produselor finite față de diametrul lor (exterior):
- țevi peste 1020 mm: ±6,0 mm (precizie mare) și ±0,6% (normal);
- 426-1020: ±0,65% și ±0,7%;
- 193,7-426: ±0,65% şi ±0,75%;
- 51-193,7: ±0,7% şi ±0,8%;
- 30–51: ±0,35 mm și ±0,4 mm;
- 10–30: ±0,25 mm și ±0,3 mm.
Conductele cu o secțiune transversală mai mică de 10 mm de precizie normală pot avea abateri de până la ± 0,2 mm; pentru produsele de înaltă precizie, abaterile nu sunt furnizate.
Diferența de grosime a peretelui și valoarea ovalității produselor sudate electric cu o secțiune transversală de cel mult 530 mm nu este posibilă mai mare decât abaterile permise în grosimea peretelui și, respectiv, în secțiunea exterioară. Dar curbura țevilor nu poate fi mai mare de 1,5 mm pe metru din lungimea lor. Pentru produsele care sunt planificate a fi utilizate în structuri critice ca elemente constitutive, curbura trebuie să fie și mai mică - până la 1 mm.
EDITURA IPK DE STANDARD STANDARD DE STAT AL UNIUNII SSR
TEVI DREPT SUDATE ELECTRICO-SUDATE DE OTEL.
Sortiment.
1. Acest standard specifică sortiment de țevi longitudinale din oțel sudate electric.
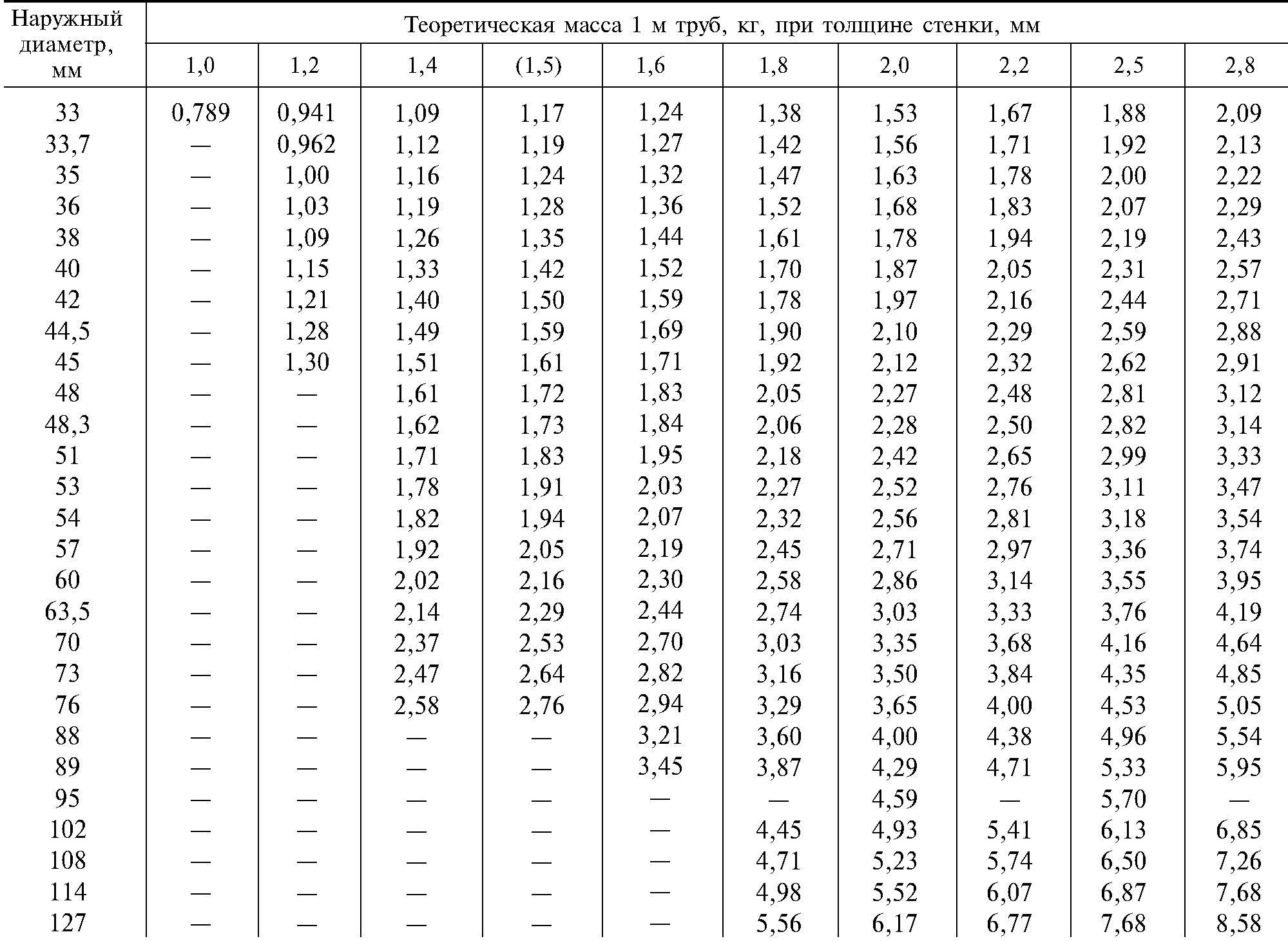
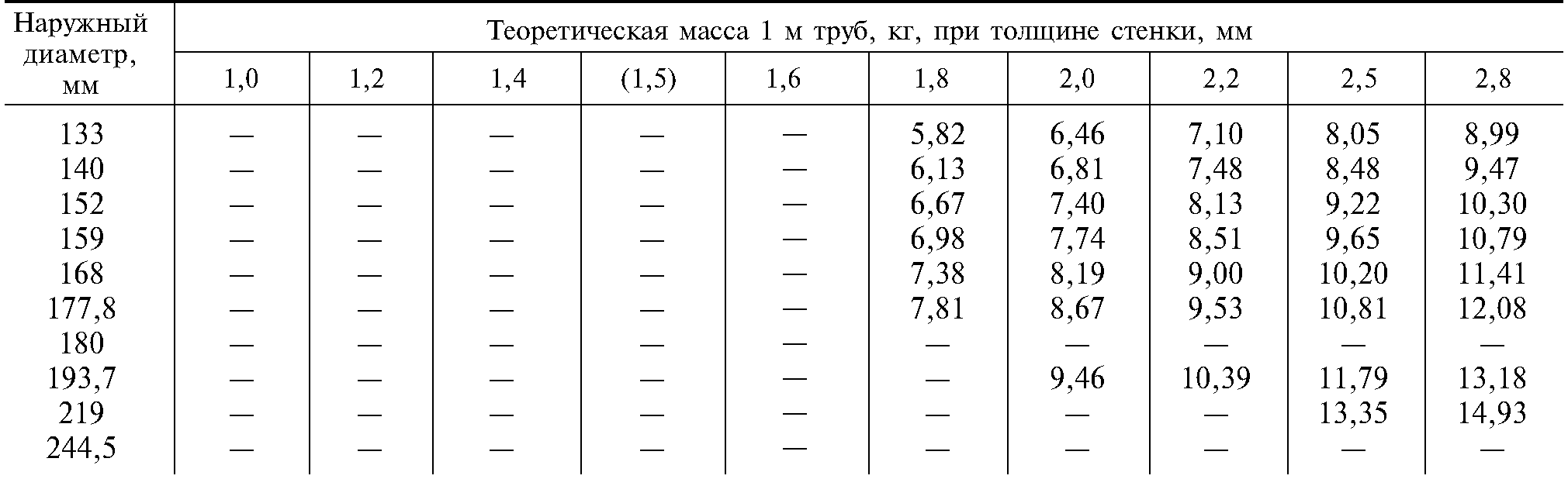
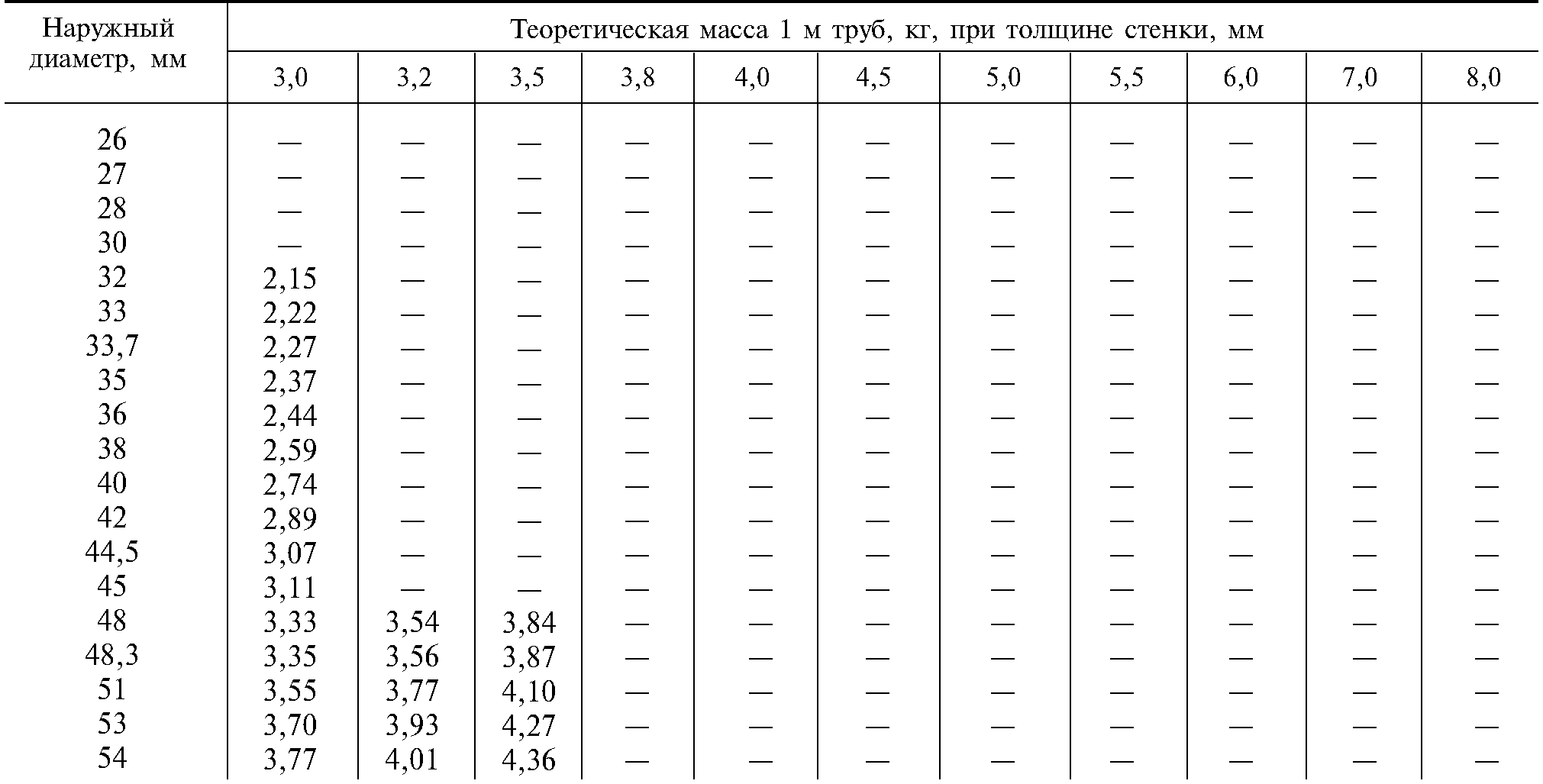
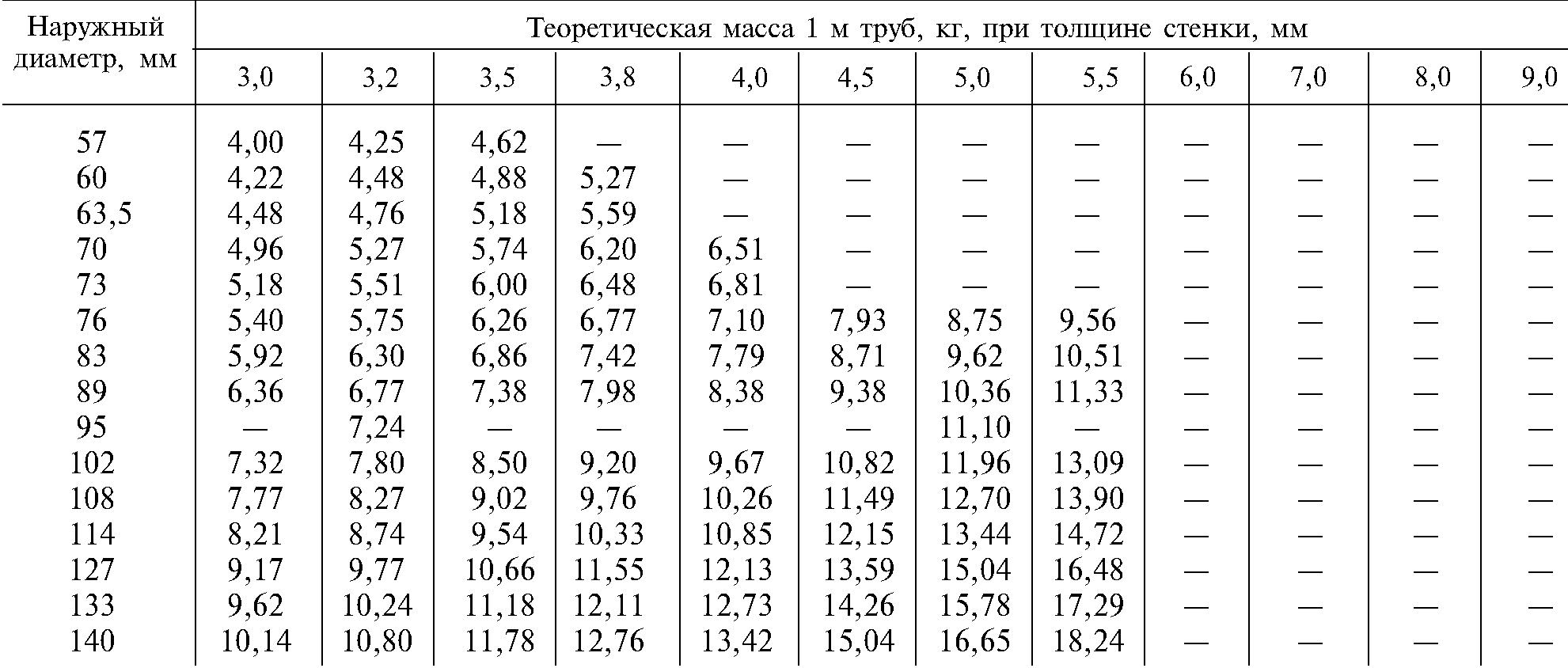
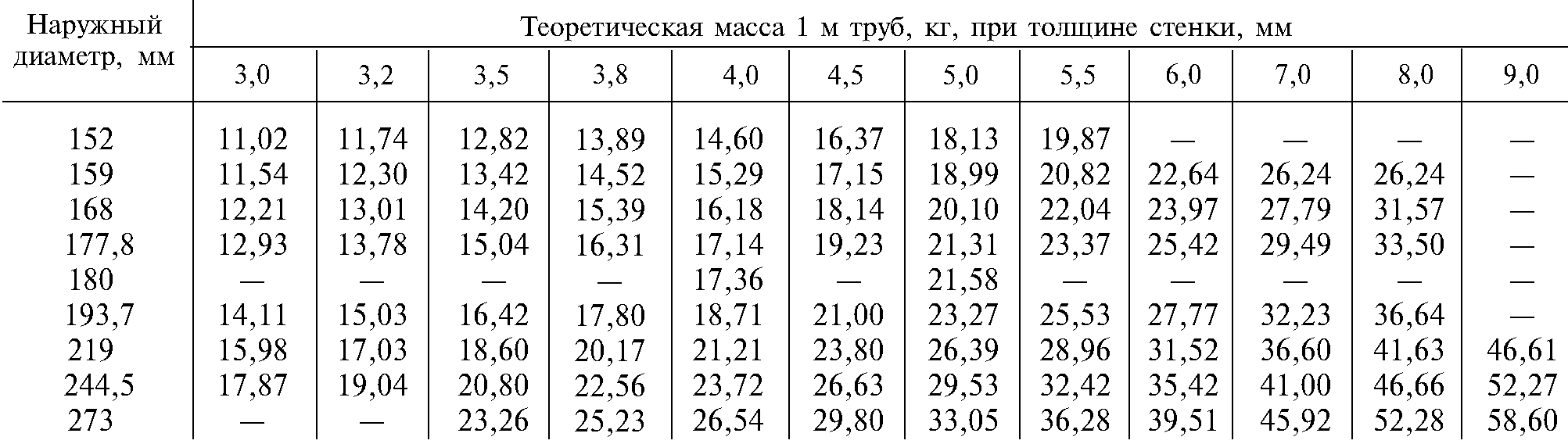
2. Dimensiunile tevilor trebuie sa corespunda tabelului. unu .
3. Lungimea conductei se face: lungime aleatorie:
- cu un diametru de până la 30 de milimetri - nu mai puțin de 2 m;
- cu un diametru de la 30 până la 70 de milimetri - cel puțin 3 m;
- cu un diametru de St. 70 până la 152 milimetri - cel puțin 4 m;
- cu un diametru de St. 152 milimetri - cel puțin 5 m.
La cererea consumatorului, țevile din grupele A și B conform GOST 10705 cu un diametru mai mare de 152 de milimetri sunt fabricate cu o lungime de cel puțin 10 m; țevi din toate grupurile cu un diametru de până la 70 de milimetri - cel puțin 4 m lungime;
- lungime masurata:
- cu un diametru de până la 70 de milimetri - de la 5 la 9 m;
- cu un diametru de St. 70 până la 219 milimetri - de la 6 la 9 m;
- cu un diametru de St. 219 până la 426 milimetri - de la 10 la 12 m.
Țevile cu un diametru mai mare de 426 de milimetri sunt realizate numai în lungimi aleatorii. Prin acord între producător și consumator, țevile cu un diametru mai mare de 70 până la 219 milimetri pot fi fabricate de la 6 la 12 m; un multiplu al lungimii, un multiplu de cel puțin 250 de milimetri și care nu depășește limita inferioară. set pentru măsurarea țevilor. Indemnizația pentru fiecare tăietură este stabilită la 5 milimetri (dacă nu este specificată nicio altă toleranță) și este inclusă în fiecare multiplicitate. Pentru a calcula greutatea țevii sau lungimea țevii, puteți utiliza calculatorul țevii.
tabelul 1
Continuarea tabelului. unu
|
Diametru exterior. milimetri |
Greutatea teoretică de 1 m țevi. kg. la grosimea peretelui. milimetri |
|||||||||
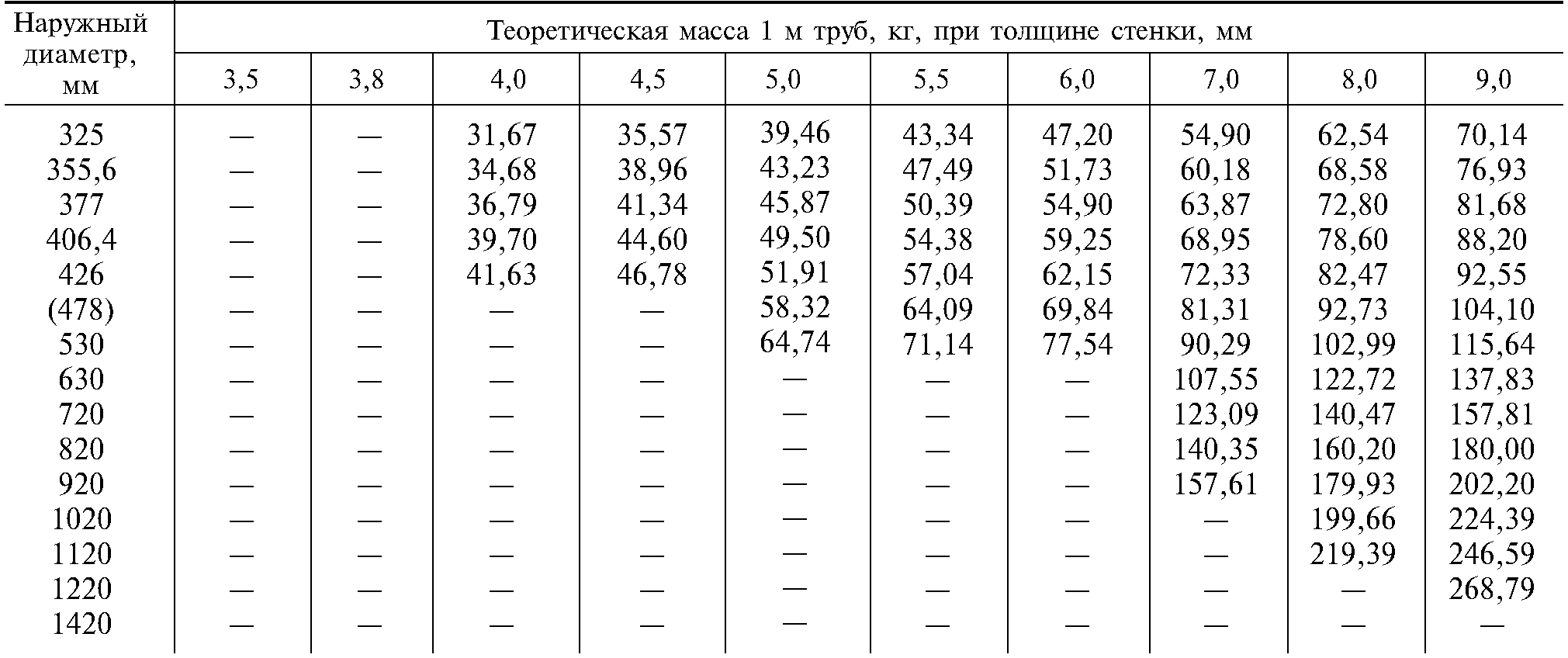
Continuarea tabelului. unu
|
Diametru exterior. milimetri |
Greutatea teoretică de 1 m țevi. kg. la grosimea peretelui. milimetri |
|||||||||
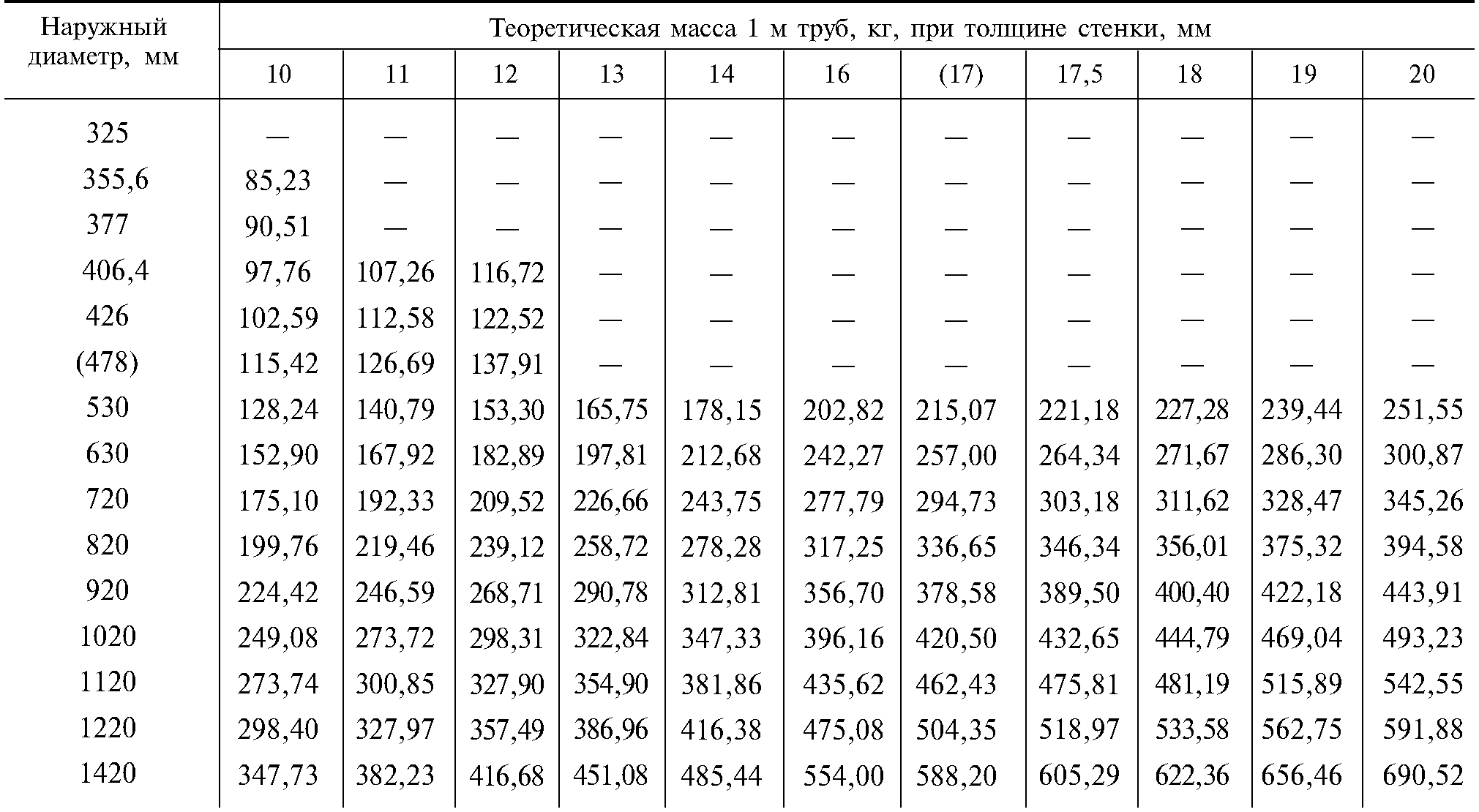
Continuarea tabelului. unu
|
Diametru exterior. milimetri |
Greutatea teoretică de 1 m țevi. kg. la grosimea peretelui. milimetri |
||||||||||
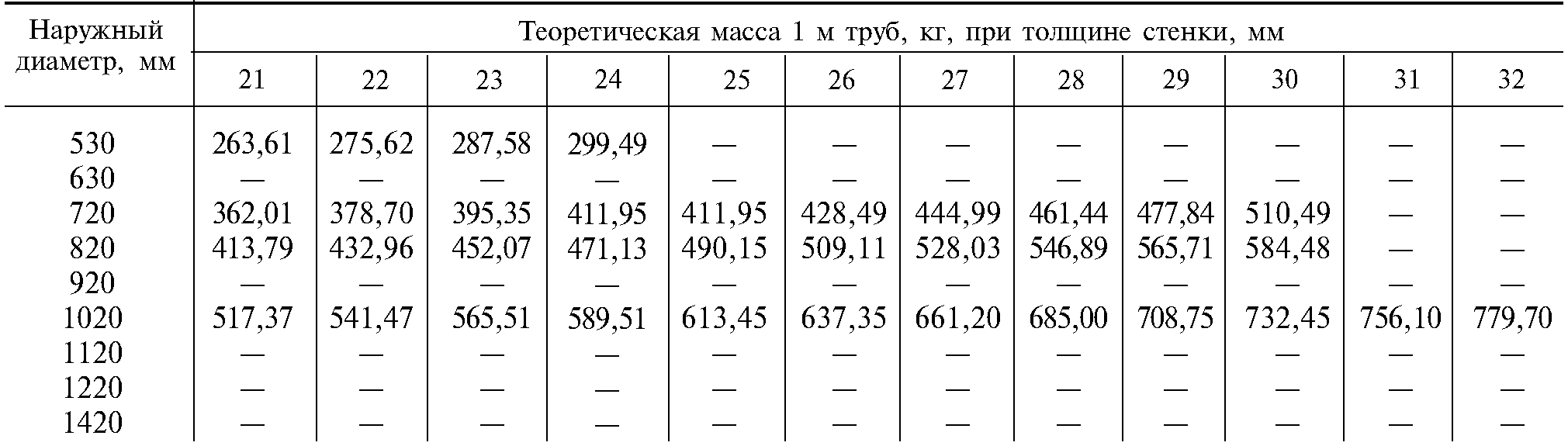
Continuarea tabelului. unu
|
Diametru exterior. milimetri |
Greutatea teoretică de 1 m țevi. kg. la grosimea peretelui. milimetri |
|||||||||||
Continuarea tabelului. unu
|
Diametru exterior. milimetri |
Greutatea teoretică de 1 m țevi. kg. la grosimea peretelui. milimetri |
|||||||||
Continuarea tabelului. unu
|
Diametru exterior. milimetri |
Greutatea teoretică de 1 m țevi. kg. la grosimea peretelui. milimetri |
||||||||||
Continuarea tabelului. unu
|
Diametru exterior. milimetri |
Greutatea teoretică de 1 m țevi. kg. la grosimea peretelui. milimetri |
|||||||||||
Note:
1. La fabricarea țevilor în conformitate cu GOST 10706, masa teoretică crește cu 1% datorită întăririi cusăturii.
2. Prin acord intre producator si consumator se fabrica tevi cu dimensiunile de 41,5 ґ1,5-3,0; 43 ґ1,0; 1,53,0; 43,5 ґ1,5-3,0; 52 ґ2,5; 69,6 ґ1,8; 111,8 ґ2,3; 146,1 ґ5,3; 6,5; 7,0; 7,7; 8,5; 9,5; 10,7; 152,4 ґ1,9; 2,65; 168 ґ2,65; 177,3 ґ1,9; 198 ґ2,8; 203 ґ2,65; 299 ґ4,0; 530 ґ7,5; 720 ґ7,5; 820 ґ8,5; 1020 ґ9,5; 15,5; 1220 ґ13,5; 14,6; 15,2 milimetri. și, de asemenea, cu o grosime de perete intermediară și diametre în limitele Tabelului. unu.
3. Dimensiunile țevii nu sunt recomandate pentru design nou.
3.1. Conductele de lungimi măsurate și multiple sunt fabricate în două clase de precizie în lungime:
- I - cu capete tăiate și debavurare;
- II - fără teșire și debavurare (cu tăiere în linia morii).
3.2. Abaterile limită de-a lungul lungimii conductelor de măsurare sunt date în tabel. 2.
masa 2
3.3. Abaterile limită de-a lungul lungimii totale a mai multor conducte nu trebuie să depășească:
- + 15 milimetri - pentru țevi din clasa I de precizie;
- + 100 milimetri - pentru țevi de clasa a II-a de precizie.
3.4. La cererea consumatorului, conductele de lungimi masurate si multiple de clasa de precizie II trebuie sa fie cu capetele tesite si pe una sau ambele fete.
4. Abaterile limită pentru diametrul exterior al conductei sunt date în tabel. 3.
Tabelul 3
Notă. Pentru diametre. controlat prin măsurarea perimetrului. valorile limită cele mai mari și cele mai mici ale perimetrelor sunt rotunjite la cel mai apropiat milimetru.
5. La cererea consumatorului, țevile conform GOST 10705 sunt fabricate cu o toleranță unilaterală sau decalată pe diametrul exterior. Toleranța unilaterală sau deplasată nu trebuie să depășească suma abaterilor limită. dat în tabel. 3.
6. Abaterile limită ale grosimii peretelui trebuie să corespundă cu:
± 10% - cu diametre ale conductelor de până la 152 milimetri;
GOST 19903 - cu un diametru al țevii de peste 152 de milimetri pentru lățimea maximă a foii de precizie normală.
Prin acord între consumator și producător, este permisă fabricarea țevilor cu o toleranță unilaterală pentru grosimea peretelui. în acest caz, toleranța unilaterală nu trebuie să depășească sumele abaterilor limită de-a lungul grosimii peretelui.
7. Pentru țevile cu diametrul mai mare de 76 de milimetri este permisă o îngroșare a peretelui la bavuri cu 0,15 milimetri.
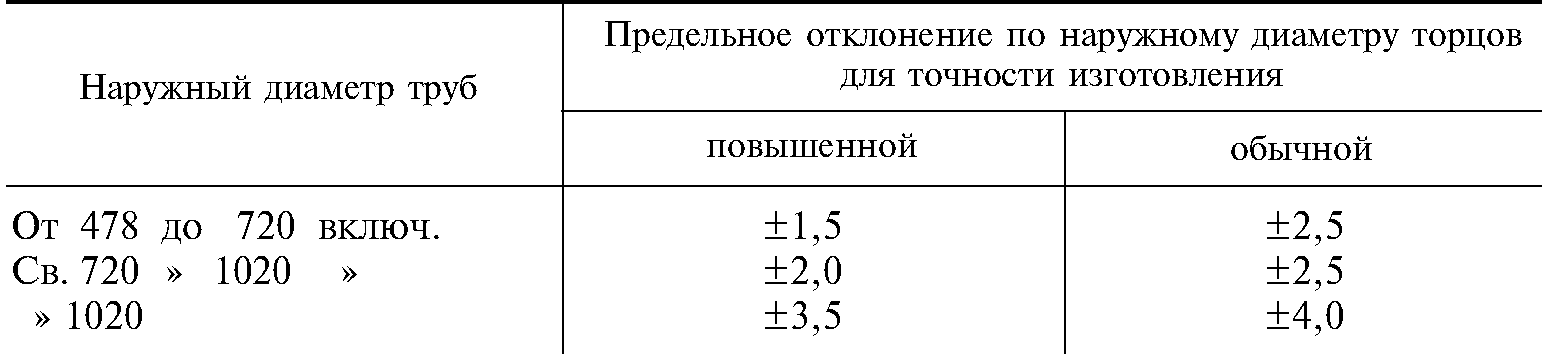
8. Conducte pentru conducte cu un diametru de 478 milimetri sau mai mult. fabricate în conformitate cu GOST 10706. sunt furnizate cu abateri maxime în diametrul exterior al capetelor. dat în tabel. 4.
Tabelul 4
9. Ovalitatea și echivalența țevilor cu diametrul de până la 530 milimetri inclusiv. fabricat în conformitate cu GOST 10705. ar trebui să nu depășească abaterile maxime, respectiv, în diametrul exterior și grosimea peretelui.
Conducte cu un diametru de 478 milimetri sau mai mult. fabricat în conformitate cu GOST 10706. trebuie să fie de trei clase de precizie în ceea ce privește ovalitatea. Ovalitatea capetelor conductei nu trebuie să depășească:
- 1% din diametrul exterior al țevilor pentru clasa I de precizie;
- 1,5% din diametrul exterior al conductelor pentru clasa a 2-a de precizie;
- 2% din diametrul exterior al conductelor pentru clasa a 3-a de precizie.
Ovalitatea capetelor țevilor cu grosimea peretelui mai mică de 0,0 1 din diametrul exterior se stabilește prin acord între producător și consumator.
10. Curbura conductei. fabricat în conformitate cu GOST 10705. nu trebuie să depășească 1,5 milimetri pe 1 m lungime. La cererea consumatorului, curbura țevilor cu un diametru de până la 152 de milimetri nu trebuie să depășească 1 milimetru pe 1 m lungime.
Curbura generală a conductelor. fabricat în conformitate cu GOST 10706. nu trebuie să depășească 0,2% din lungimea țevii. Curbura pe 1 m de lungime a unor astfel de conducte nu este determinată.
11. Cerinte tehnice trebuie să respecte GOST 10705 și GOST 10706.
Exemple de simboluri:
Conductă cu un diametru exterior de 76 de milimetri. grosimea peretelui de 3 mm. lungimea măsurată. Clasa II de precizie în lungime. din oțel de calitate St3sp. fabricat conform grupului B GOST 10705-80:
Notă. V legendă conducte. tratat termic pe tot parcursul. după cuvintele „țeavă” se adaugă litera T; conducte. a trecut tratamentul termic local al sudurii. - Se adaugă L.
DATE INFORMAȚII
1. DEZVOLTAT SI INTRODUS de Ministerul Metalurgiei al URSS
DEZVOLTATORII
V. P. Sokurenko. cand. tehnologie. științe; V. M. Vorona. cand. tehnologie. Științe; P. N. Ivshin. cand. tehnologie. Științe; N. F. Kuzenko. V. F. Ganzina
Tuburi de linie de sudare din oțel sudate electric. Gamă
GOST 10704-91
OKP 13 7300, 13 8100, 13 8300
Data introducerii 01.01.93
1. Acest standard stabilește o gamă de țevi longitudinale din oțel sudate electric.
2. Dimensiunile tevilor trebuie sa corespunda tabelului. unu.
3. Lungimea conductei se face: lungime aleatorie:
cu un diametru de până la 30 mm - cel puțin 2 m; cu un diametru de St. 30 până la 70 mm - nu mai puțin de 3 m; cu un diametru de St. 70 până la 152 mm - nu mai puțin de 4 m; cu un diametru de St. 152 mm - nu mai puțin de 5 m.
La cererea consumatorului, țevile din grupele A și B conform GOST 10705 cu un diametru mai mare de 152 mm sunt fabricate cu o lungime de cel puțin 10 m; țevi din toate grupurile cu un diametru de până la 70 mm - cel puțin 4 m lungime; lungime măsurată:
cu un diametru de până la 70 mm - de la 5 la 9 m;
cu un diametru de St. 70 la 219 mm - de la 6 la 9 m;
cu un diametru de St. 219 la 426 mm - de la 10 la 12 m.
Țevile cu un diametru mai mare de 426 mm sunt realizate numai în lungimi aleatorii. Prin acord între producător și consumator, țevile cu un diametru mai mare de 70 până la 219 mm pot fi fabricate de la 6 la 12 m;
lungime multiplă cu o multiplicitate de cel puțin 250 mm și care nu depășește limita inferioară stabilită pentru conductele măsurate. Limita pentru fiecare tăietură este stabilită la 5 mm (dacă nu este specificată nicio altă toleranță) și este inclusă în fiecare multiplicitate.
tabelul 1
Continuarea tabelului. unu
Continuarea tabelului. unu
Continuarea tabelului. unu
Continuarea tabelului. unu
Continuarea tabelului. unu
Continuarea tabelului. unu
Continuarea tabelului. unu
Continuarea tabelului. unu
NOTE:
1. La fabricarea țevilor în conformitate cu GOST 10706, masa teoretică crește cu 1% datorită întăririi cusăturii.
2. Prin acord intre producator si consumator se fabrica tevi cu dimensiunile 41.51.5-3.0; 43 1,0; 1,5-3,0; 43,51,5 - 3,0; 52 2,5; 69,61,8; 111,8 2,3; 146,15,3; 6,5; 7,0; 7,7; 8,5; 9,5; 10,7; 152,41,9; 2,65;1682,65; 177,31,9; 1982,8; 203 2,65; 299 4,0; 530 7,5; 720 7,5; 820 8,5; 1020 9,5; 15,5; 1220 13,5; 14,6; 15,2 mm, precum și cu o grosime intermediară a peretelui și diametre în interiorul tabelului. unu.
3. Dimensiunile țevii incluse între paranteze nu sunt recomandate pentru noul design.
3.1. Țevile de lungimi fixe și multiple sunt fabricate în două clase de precizie a lungimii:
I - cu capete tăiate și debavurare;
II - fără teșire și debavurare (cu tăiere în linia morii).
3.2. Abaterile limită de-a lungul lungimii conductelor de măsurare sunt date în tabel. 2.
masa 2

3.3. Abaterile limită de-a lungul lungimii totale a mai multor conducte nu trebuie să depășească:
15 mm - pentru țevi de clasa I de precizie;
100 mm - pentru țevi de clasa de precizie II.
3.4. La cererea consumatorului, țevile de lungimi măsurate și multiple de clasa de precizie II trebuie să fie cu capetele teșite pe una sau ambele părți.
4. Abaterile limită pentru diametrul exterior al conductei sunt date în tabel. 3.
Tabelul 3
Notă. Pentru diametrele controlate prin măsurarea perimetrului, limitele cele mai mari și cele mai mici ale perimetrului sunt rotunjite la cel mai apropiat 1 mm.
5. La cererea consumatorului, țevile conform GOST 10705 sunt fabricate cu o toleranță unilaterală sau decalată pe diametrul exterior. Toleranța unilaterală sau deplasată nu trebuie să depășească suma abaterilor maxime prezentate în tabel. 3.
6. Abaterile limită ale grosimii peretelui trebuie să corespundă cu:
±10% - pentru diametre de conducte de până la 152 mm;
GOST 19903 - cu un diametru al țevii de peste 152 mm pentru lățimea maximă a foii de precizie normală.
Prin acord între consumator și producător, este permisă fabricarea țevilor cu toleranță unilaterală pentru grosimea peretelui, în timp ce toleranța unilaterală nu trebuie să depășească suma abaterilor maxime pentru grosimea peretelui.
7. Pentru țevile cu diametrul mai mare de 76 mm este permisă o îngroșare a peretelui la bavuri cu 0,15 mm.
8. Țevile pentru conducte cu un diametru de 478 mm sau mai mult, fabricate în conformitate cu GOST 10706, sunt furnizate cu abateri maxime în diametrul exterior al capetelor din tabel. 4.
9. Ovalitatea și uniformitatea țevilor cu un diametru de până la 530 mm inclusiv, fabricate în conformitate cu GOST 10705, nu trebuie să depășească abaterile maxime, respectiv, în ceea ce privește diametrul exterior și grosimea peretelui.
Țevile cu un diametru de 478 mm sau mai mult, fabricate în conformitate cu GOST 10706, trebuie să aibă trei clase de precizie în ceea ce privește ovalitatea. Ovalitatea capetelor conductei nu trebuie să depășească:
1% din diametrul exterior al țevilor pentru clasa I de precizie;
1,5% din diametrul exterior al conductelor pentru clasa a 2-a de precizie;
2% din diametrul exterior al conductelor pentru clasa a 3-a de precizie.
Ovalitatea capetelor țevilor cu grosimea peretelui mai mică de 0,01 din diametrul exterior se stabilește prin acord între producător și consumator.
10. Curbura țevilor fabricate în conformitate cu GOST 10705 nu trebuie să depășească 1,5 mm pe 1 m lungime. La cererea consumatorului, curbura țevilor cu un diametru de până la 152 mm nu trebuie să fie mai mare de 1 mm pe 1 m lungime.
Curbura totală a țevilor fabricate în conformitate cu GOST 10706 nu trebuie să depășească 0,2% din lungimea țevii. Curbura pe 1 m de lungime a unor astfel de conducte nu este determinată.
11. Cerințele tehnice trebuie să respecte GOST 10705 și GOST 10706.
EXEMPLE DE CONVENȚII
O țeavă cu un diametru exterior de 76 mm, o grosime a peretelui de 3 mm, o lungime măsurată, o clasă de precizie II în lungime, din oțel de calitate St3sp, fabricată conform grupului B GOST 10705-80:
Același, precizie crescută în diametrul exterior, lungime, multiplu de 2000 mm, clasa de precizie I în lungime, din oțel de gradul 20, fabricat conform grupului B GOST 10705-80:
O țeavă cu un diametru exterior de 25 mm, o grosime a peretelui de 2 mm, o lungime care este un multiplu de 2000 mm, o clasă de precizie II în lungime, fabricată conform grupului D GOST 10705-80:
Conducta cu diametrul exterior de 1020 mm, precizie crescuta de fabricatie, grosimea peretelui de 12 mm, precizie crescuta in diametrul exterior al capetelor, precizie clasa a II-a in ovalitate, lungime aleatorie, din otel de calitate StZsp, fabricat conform grupei B GOST 10706-76:
Notă. În simbolurile țevilor care au suferit tratament termic pe tot volumul, se adaugă litera T după cuvintele „țeavă”; conductelor care au suferit un tratament termic local al sudurii, se adaugă litera L.
DATE INFORMAȚII
1. DEZVOLTAT ȘI INTRODUS de Ministerul Metalurgiei al URSS DEZVOLTĂTORI
V. P. Sokurenko, Ph.D. tehnologie. științe; V. M. Vorona, Ph.D. tehnologie. științe; P. N. Ivshin, Ph.D. tehnologie. științe; N. F. Kuzenko, V. F. Ganzina