Yer imlerine ekle
En küçük yarıçaplı bir boru nasıl bükülür?
Bugün, ev zanaatkarları, evleri için neredeyse tüm yaşam sistemlerini bağımsız olarak gerçekleştiriyor: sıhhi tesisat, ısıtma, kanalizasyon, alçak binalar inşa etmek, hizmet odaları, seralar. Üretim ve işleme için ucuz cihazlar icat edin Yapı malzemeleri, çeşitli profillerin bükülmesi, çeşitli boruların kesilmesi ve bükülmesi, kaynak ve döküm teknolojilerinin kullanılması.
Tahıl Yönetiminin Önemi
Plak ile çalışırken, tane yönüne dik veya dik oluşuna çok dikkat edin. Plakanın tane yönü, metalurjik yapıyı ve malzeme kapanımlarını geren haddeleme işleminden gelir. Taneler haddeleme yönüne paraleldir.
Tane ile şekillendirme, malzemenin sünekliği zaten gerilmiş olduğundan daha az eğilme kuvveti gerektirir. Bununla birlikte, bu esneme, tanenin genişlemesine neden olur ve bu, dış bükülme yarıçapında bir kırılma olarak kendini gösterir. Tanelerin yönüne doğru boyuna yönde eğilerek bu kırılmayı önlemek veya en azından azaltmak için büyük bükülme yarıçapları kullanmak gerekebilir. Tahıl yönü boyunca bükülerek, azaltılmış süneklik, oluşturulan için gereken tonajı artıracak, ancak pilelerin dış yüzeyini bozmadan çok daha dar bir bükülme yarıçapını kabul edebilecektir.
Metal çitler oluşturmak için boru bükme kullanılır, bu kaynak ihtiyacını ortadan kaldırır ve tek bir boruyu istenen açıda basitçe bükerek istenen sonucu elde eder.
Özel bir evde boruların sık sık bükülmesinin sürekli olarak ortaya çıkan nedenleri yoktur.
Lokalize gerilim, oluşum sonuçlarını etkileyebilir ve bu, bükümün iç yarıçapının darlığını sınırlar. Alevle kesme ve lazer gibi termal işlemler kenarları sertleştirir ve stres konsantrasyonları oluşturur. Yüzey oluğunu çıkarmak gerekli olabilir ve keskin köşeler kesme kenarları boyunca. Kesici kenarların ve yüzeylerin yeniden taşlanması, kritik alanlardaki mikro kırıkların azaltılmasına veya ortadan kaldırılmasına yardımcı olabilir.
başarı için en iyi sonuçlar malzemeyi eşit şekilde ısıttığınızdan emin olun. Şekil 2 Sağdaki araçta veri alanı serbest bırakılmıştır. Tüm çelikler, alüminyum ve hatta plastikler, bükülme kuvvetleri serbest bırakıldığında elastik bir toparlanmaya sahiptir. Elastik geri kazanım, elastik deformasyonun serbest bırakılmasıdır ve malzemenin elastik limiti ile doğrudan ilişkilidir. Bu nedenle, özellikle yüksek akma dayanımlı çelikler ve çoğu alüminyum için istenen açıyı elde etmek için daha büyük bir bükme açısı gereklidir.
Ancak ortaya çıkan ihtiyaç bükülmüş boru, kural olarak, talepkar ve acilen kendini ilan eder. Bu, bireysel bir sıhhi tesisat veya ısıtma sisteminin onarımı, ek bir çıkış veya benzeri bir şey olabilir.
Görev, istenen parçayı almak ve bükmektir.
Ve hangi yarıçap bükülecek ve nasıl?
Belli bir detay için metal levha belki, örneğin 2 derecelik elastik geri tepme, dolayısıyla gerekli açısal ayrımı elde etmek için, kalıbın kapalı açısından 2 derece daha az olan minimum dahil açısı olan bir zımba gerekli olacaktır. Bununla birlikte, yarıçap arttıkça toparlanma artar ve yarıçap, levha veya levhanın kalınlığına göre büyük olduğunda elastik toparlanma miktarı önemli olabilir.
Kalıbın uygun açısı ve genişliği, bu aşırı geri esnemeyi telafi etmeye yardımcı olabilir. Kanal verileri, dikey, düz yukarı ve aşağı olan veri açılarını içerir. Her ikisi de kenarlar, zımba ve malzeme arasında müdahale olmaksızın aletin gerekli penetrasyonunu sağlar.
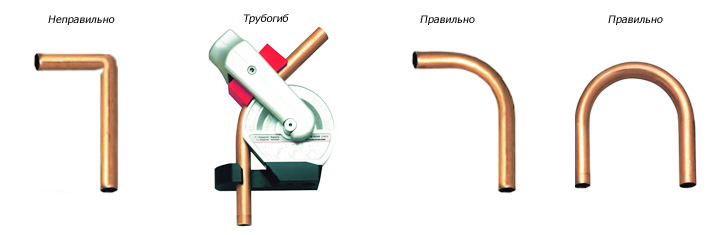
Doğru boru bükme şeması.
Herhangi bir teori olmadan bükmeyi deneyebilirsiniz, ancak başka birinin deneyimini kullanmak daha iyidir. Boruları bükerken düzleşmemeleri, yırtılmamaları, ondülasyonla buruşmamaları için malzemeye, çapa ve duvar kalınlığına bağlı olan minimum bükülme yarıçapını bilmek gerekir. Uygulanan bükme yöntemi de etkiler. Ama her şey yolunda.
Bu, çalışma sertleşmesini, yarıçap arızasını ve tane yapısı bozulmasını azaltır veya hatta ortadan kaldırır. Sıcaklık plakanın yeniden kristalleşmesine neden olarak moleküler yapısını etkili bir şekilde değiştirir. Plakanın orijinal durumuna geri döndürülmesi için geri dönüştürülmesi gerekebilir. Bununla birlikte, soğuk şekillendirme ile karşılaştırıldığında, sıcak şekillendirme çok daha yüksek derecede mukavemet ve daha düşük tonaj gereksinimleri sağlar, bu da pres tonajı söz konusu olduğunda onu çekici bir alternatif haline getirir.
Minimum yarıçap, bükülecek yuvarlak borunun çapına bağlıdır: çapı ne kadar büyükse, bükülme yarıçapı da o kadar büyük olur. Yaklaşık 20 mm'ye kadar 3 olacak ve borular için daha büyük boy- 4 dış çap. Sıcak yöntemler, bükülme yarıçapını neredeyse yarıya indirebilir. Azalma, çeliğin ısıtıldığında artan sünekliği nedeniyle meydana gelir.
Pres soğuk bir plaka oluşturamayabilir, ancak sıcakken oluşabilir. Diğer her şey gibi, termoformun da sınırlamaları vardır. Sıcak şekillendirme için gereken yüksek sıcaklık oksidasyona neden olabilir. Aynı zamanda yüzey dekarburizasyonuna da neden olabilir - karbon içeriğinde bir değişiklik veya kayıp. Çoğu durumda, başın kesilmesi bir kusurdur çünkü karbon kaybı çeliği daha az stabil hale getirir ve bu da bu çelikten yapılan ürünlerde çeşitli sorunlara neden olabilir.
Tablo 1. Su ve gaz boruları için minimum bükülme yarıçapı (1992'de değiştirildiği şekliyle GOST 3262-92), mm olarak.
Su ve gaz boruları çeliktir, kalın cidarlıdır, isteksizce bükülürler, büyük çaba gerektirirler, bu nedenle özel ihtiyaç olmadan minimum bükülme yarıçapının kullanılması önerilmez. Çoğu durumda, büyük yarıçaplarla geçebilir veya bağlantı parçaları kullanabilirsiniz.
Sıcak şekillendirme alüminyum
Malzeme, karbon kaybı seviyesini ve modifiye edilmiş malzemenin kabul edilebilir olup olmadığını doğrulamak için test edilebilir. Aksi takdirde, katı alüminyum kalıplama sırasında parçalanacak ve kırılacaktır. Bazı biçimlerde alüminyum, çelik gibi ısınır, kıvrılır ve yeniden kristalleşirken, diğer biçimlerde çok farklı tepki verir. Isıtıldığında, alüminyum daha elastik bir şekilde toparlanma eğilimindedir. İstenilen açıyı ve bükülme yarıçapını elde etmek mümkündür, ancak soğuduktan sonra çok az elastik toparlanma yaşar.
Kare veya dikdörtgen sık sık bükmek gerekirse durum daha karmaşıktır. Evde, bunu niteliksel olarak yapmak son derece zordur: bükme sırasında, bölümün şeklinin özel cihazlarla düzleşmesini önlemek gerekir.
Tablo 2. Bakır (GOST 617-90) ve pirinç (GOST 494-90) borular için minimum bükülme yarıçapı, mm.
|
Dış çap, mm Çelik ısıtıldığında önce dövülebilir hale gelir ve sonra erir. Alüminyum ısıtıldığında önce dövülebilir, sonra kırılgan hale gelir ve sonra erir. Alüminyum erime noktasına çok yakın bir noktaya kadar ısıtıldığında ve ardından onu bükmeye çalıştığında iş parçası çatlayabilir veya kırılabilir. Sıcak şekillendirilmiş alüminyumla ilgili bir başka zor kısım da, ısıtıldığında metalin çelik gibi renk değiştirmemesidir. Alüminyum, nötr alevli bir oksiasetilen meşale kullanılarak tavlanabilir. Altın rengini görene kadar ileri geri hareket edin. Siyah film veya kurum da görebilirsiniz, ancak bu daha sonra kolayca temizlenebilir. Levhanın kalınlığına bağlı olarak alevin birkaç vuruşu gerekebilir, bu nedenle aşırı ısıtmamaya dikkat edin. Bu onu kırılgan veya hatta eritebilir. |
En küçük bükülme yarıçapı, mm |
Bakır ve pirinç sıhhi tesisat ürünleri, bireysel konutlarda giderek daha sık kullanılmaktadır. Metal kolayca deforme olabilir, bu nedenle borularla çalışmak çelik borulardan çok daha kolaydır. Ancak bükülme deformasyonlarının fiziği pirinç, bakır ve çelik borular için ortaktır.
Minimum iç bükülme yarıçapı
Şekil 3 Boyuna katlama veya malzemenin damarı ile katlama, kıvrımların gereken minimum bükülme yarıçapını arttırır. Çelik, alüminyum ve paslanmaz çelik için minimum bükülme yarıçapının kalınlığa farklı oranlarını bulacaksınız ve bu değerleri malzeme tedarikçisi tarafından sağlanan verilerde aramanız gerekecek. Ancak, bu değerleri ararken, enine veya boyuna bükülmenin gerekli minimum bükülme yarıçapını etkileyeceğini unutmayın. Burkulma, yanal büküm için ayarlanan yarıçaptan daha büyük bir yarıçap gerektirir.
Boru büküldüğünde, bükülme bölgesindeki dış yüzeyi gerilir ve duvar incelirken, yarıçapın iç yüzeyi ise tam tersine sıkıştırılır ve duvar kalınlaşır. Bu hem soğuk hem de sıcak bükme yöntemlerinde olur, ikinci durumda sıkıştırma ve gerdirme çok daha güçlü gerçekleşir. Bükülme bölgesinde kesitin yuvarlak şekli düzleşme, ovalleşme eğilimi gösterir, bu olaylara karşı önlem alınmazsa nominal çap küçülür.
Kalınlık arttıkça yarıçap artar. 375" kalınlığındaki alüminyumda minimum yarıçap, kalınlığın 5 katıdır; 5" kalınlık için, kalınlığın 2 katı. Minimum yarıçap ayrıca daha fazla artar Katı madde. Eğilim açıktır: levha ne kadar sert ve kalın olursa, minimum bükülme yarıçapı o kadar büyük olur.
Yine, minimum iç bükülme yarıçapı, tane yönünde katlandığında daha da büyüktür. Ve 8 ila 2 inç kalınlığında sıcak şekillendirilmiş olması çok muhtemeldir. Çelik için minimum bükülme yarıçapını belirlemek için genel bir kural vardır ve bu genellikle alüminyum için de geçerlidir. 50'yi tedarikçiniz tarafından belirtilen malzeme stresi azaltma yüzdesi arasında bölün.
Kendi başınıza nasıl bükülür?
Neredeyse her şeyi bükebilirsiniz yuvarlak borular- 6 mm'den kalın duvarlı 163 mm borulara ve hatta daha fazlasına kadar çaplar.
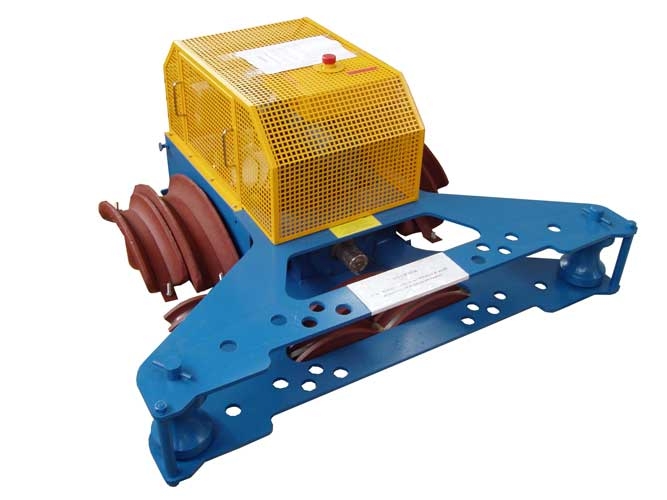
Endüstriyel üretimde, parçaların toplu bükümü için yarı otomatik ve otomatik makineler bulunmaktadır. Bir kat yaklaşık 6 saniye sürer. Örneğin, yönetim şirketlerindeki, konut departmanlarındaki küçük atölyeler, bir dizi gerekli nozullu elektrikli boru bükücülerle donatılmıştır. Çoğu durumda, evde ihtiyacınız olan kısmı bükmek için onlarla iletişime geçmeye değer. Tabii ki, biraz paraya mal oluyor, anlaşmanız, çizim yapmanız gerekiyor. Peki ya böyle bir olasılık yoksa?
Katlamanın tanımı ve ilkesi. Levhayı bükmek için, kenarı aşağı yukarı yuvarlatılmış bir dihedral açı oluşturacak şekilde onu kaldırmalısınız. "Kıvrım" terimi yalnızca düz kıvrımlara atıfta bulunmak için kullanılır. Levha eğri bir çizgi boyunca yükseldiğinde veya katlandığında, duruma göre konik veya yuvarlanmış kenarın yapıldığı söylenir.
Bükme, çok kısa yarıçaplı bir bükülme olarak düşünülebilir, bu nedenle lokalize bir bükme kuvveti tarafından üretilir. Bükme, metalin yapısına ve durumuna göre değişen metalin kalınlığıyla orantılı minimum bir yarıçapa göre yapılmalıdır.
Isıtmadan bükmenin birkaç yolu vardır, işte bunlardan bazıları: bir kalıptan, bir fotokopi makinesi boyunca koşma, germe, sarma, çekme. Tüm bükme cihazlarının ana görevi, yuvarlak bir şekli korumak ve bunun için borunun şekli ve boyutunda harici bir oluk ile silindirlerin veya ruloların kullanılmasıdır. Bir sonraki hedef, bir kişinin hareketlerini bir kaldıraç veya bir hidrolik pres kullanarak geliştirmektir.
Gerçekten de, bunlardan biri 90 ° levha ile bükülürse hafif çelik keskin bir iç açıyla, ortaya çıkan şeklin şeklinkiyle aynı olacağını düşünebilirsiniz. Gerçekte, ortaya çıkan bölüm şekilde gösterilenle temsil edilir. Metal sünek olduğundan, bükülme bölgesinde önemli moleküler işler yapılmıştır.
Moleküler çalışma, uzama faktörünün yakınında sac metali güçlendirdi. Sert alüminyum gibi belirli metaller veya alaşımlar için uzama faktörü aşılacak ve çatlaklar oluşacaktır. Pirinç. 7 Bu nedenle, keskin bir iç açıya sahip bükülmelerden kaçınılmalıdır.
Evde çelik boru bükme

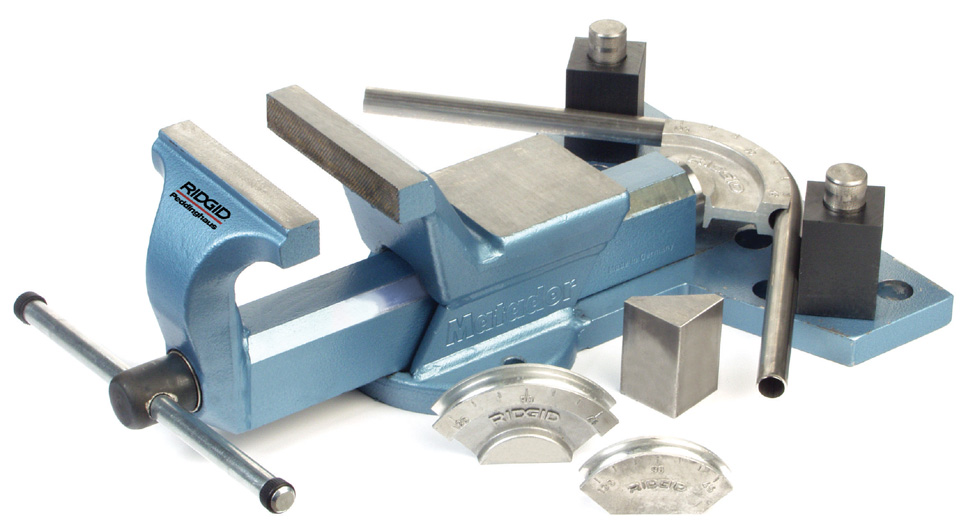
Farklı çaplar için birkaç nozulları vardır ve 22 mm çapa kadar bakır, pirinç, alüminyum ve ince duvarlı çelik boruları bükmek için kullanılırlar.
Manuel boru bükücüler, farklı çaplar için birkaç nozüle sahiptir ve 22 mm çapa kadar bakır, pirinç, alüminyum ve ince duvarlı çelik boruları bükmek için kullanılır. Su ve gaz boru hatları el aletleri bükmeyin, bükmek için hidrolik kullanmanız gerekecek. Böyle bir bükme presi bir masaya monte edilir veya bir mengeneye sıkıştırılır. Zaman zaman yapılan münferit parçalar için mengene üzerinde en küçük yarıçapı bükebilmenizi sağlayan bir aparat bulunmaktadır.
Eğer bir iç köşe yuvarlatılmış, iç lifler basma gerilimine, dış lifler çekme gerilimine maruz kalır, sadece orta liflerin boyu değişmez. İş sertleştirme önceki duruma göre daha az önemlidir. Minimum iç yarıçapı kalınlıklarının bir buçuk katına eşit olan yumuşak çelik sacların katlanması tavsiye edilir.
Levhalar genellikle mekanik olarak kullanılarak bükülür. Ayrıca, bir çekiç veya çekiçle, katlanacak çubuklar, köşeler veya kesiklerle nadiren de olsa yuvarlanabilirler. Bu, doğrudan mengene çenelerinden birinde yapılabilir, ancak uçlar levhayı işaretler, sonuçta ortaya çıkan referans düzenli değildir ve keskinlikten yoksundur.
Tek iş için pahalı armatürler satın almak kârsızdır. Bunun nedeni, nüfusa bu tür hizmetleri sağlamak için girişimcilik faaliyetlerinin uygulanmasında olabilir. Ve nadir durumlar için daha fazlası var basit yollar boruları bükmek, ancak çok zaman gerektirir. Bunu yapmak için aşağıdaki araçları ve malzemeleri hazırlamanız gerekecektir:
Veya iki bitişik kıskaç arasına sıkıştırılmış iki güçlü köşe, bu şekilde elde edilen tabaka daha keskindir. Bu kat sadece ince tabakalar için geçerlidir. Çubuklar genellikle iki köprü ile desteklenir; iki kareden oluşurlar, düz ve tabi işleme güçlü bir sıkma vidası ile her iki ucunda bağlı ütüler.
Orta kalınlıkta tabakaları katlamanıza izin verir ve yalnızca bir klasör kullanmanın mümkün olmadığı durumlarda kullanılır. Veya kutuyu katlayıp yapıştırın. Levha elle veya bir çekiçle katlanır, kenar bir çekiç veya çekiçle ayarlanır. Gerileceği ve kenarı kıvrılacağı için sayfanın ucuna dokunmayın.
- Kalsine nehir kumu, 30 kg.
- Sağlam masa veya tezgah.
- Bükme yarıçaplı silindirik metal mandrel.
- İki ahşap mantar.
- Blowtorch.
Kum, duman kaybolana kadar bir ateş veya kaynak makinesi üzerinde elenmeli ve kalsine edilmelidir. Ardından, mandreli sabitleyerek ve uçlardan biri için stop ayarlayarak masayı hazırlayın. Bir masaya monte edilmiş bir mengene vurgu görevi görebilir. Tüm yapı da sabitlenmelidir, aksi takdirde boru kendi etrafında dönecektir.
Bükülebilir bir plakanın kullanışlı kısmı çok dar bir yüzeydir; ayak genellikle bir bankta veya bir örste bir deliğe sabitlenir. Kalaycılar tarafından küçük kıvrımlar yapmak için kullanılır. İlk olarak, bir durak görevi görecek olan katlamanın her iki ucunda işaretleme başlar.
Sac, yatay tablaya, itme yatağı veya üst raf adı verilen bir lento ile tutturulur. Tıkanma veya katlanır önlük olarak da bilinen katlanır kanat, dönme hareketiyle kendini yukarı kaldırarak bir katlama gerçekleştirir. Basınç tabakası, genellikle dökme demirden yapılmış, birbirine bağ veya bağ ile bağlanmış iki rafta oluşturulan sürgüler arasında dikey olarak hareket eder. Kıvrıldıktan sonra kapalı prizmatik gövdelerden çıkışa izin vermek için genellikle uçlarından birinde eklemlenir.
Isıtma planlanıyorsa, ısıtma sırasında oluşan gazların salınması için tapalarda 3-4 mm çapında delikler açmak daha iyidir.
Kaydetmek yuvarlak bölüm bir ucu tahta bir mantarla tıkanmış kalsine kum ile doldurulur, kum dökülür ve dokunarak sıkıştırılır. İkinci tapa tıkanmış, bundan sonra boru bükülebilir. Bir ucu şu şekilde kullanılamıyorsa uzun kol, sonra bir segment alıp uzatmak için takmanız gerekir.
Tablayı katlama düzlemi olarak kullanarak bir ucunu mandrel ile dayanak arasına yerleştiriyoruz. İkinci uç ile bir kaldıraç olarak mandrel etrafında büküyoruz ve böylece boruyu büküyoruz. Kumla doldurulduğunda yuvarlak şeklini ve enine kesit çapını virajda koruyacaktır. Metal yaylar, önceki boyutları kısmen geri yüklediğinden, açıyı% 2-3 oranında azaltıyoruz.
Minimum bükülme yarıçapını karşılamak için ihtiyacınız olacak kaynak makinesi. Kumla doldurulmuş boruyu, önceden işaretlenmesi gereken bükülme bölgesinde kırmızıya dönene kadar bir lamba ile ısıtıyoruz. Isındıktan hemen sonra masaya yerleştirip bükme işlemini gerçekleştiriyoruz. Isıtma planlanıyorsa, ısıtma sırasında oluşan gazların salınması için tapalarda 3-4 mm çapında delikler açmak daha iyidir.
Soğutulduğunda çelik, diğer metaller gibi hafifçe önceki şekline döner. Yani, bükülme açısı gereğinden fazla olabilir. Daha sonra ısıtma ve bükme işlemi tekrarlanmalıdır. İstenilen şekil elde edildikten sonra mantarlar delinir veya yakılır, kum dökülür ve bir dahaki sefere saklanır. Büküm yerinde çatlak, çatlak, kırılma ve oluk olup olmadığını kontrol edin. Sonunda boru istenilen ebatta kesilir, pullardan temizlenir, vidalanır ve parça hazır hale gelir.
Ateş, bakır ve pirinç borular
Isıtma ile minimum bir bükülme yarıçapı planlanıyorsa, bakır ve pirinç borular bükülebilir, ayrıca kumla doldurulabilir. Isıtma yoksa, uçları tıkadıktan sonra erimiş reçine dökün, boru bükülür. 22 mm çapa kadar küçük çapları bükmek için, çiftlikte piyasada bulunan manuel kollu boru bükücüye sahip olmak daha iyidir. Bununla, boru hatlarının çeşitli parçalarını hızlı ve kolay bir şekilde bükebilirsiniz.
Evde küçük yarıçaplı bakır ve pirinç boruları bükmek için ayrıca bir kaynak makinesine veya gaz brülörü. Tavlanmış boru, mandrel üzerinde kolayca bükülür, ancak bükümü düzeltmek daha zordur ve yeniden ısıtma gereklidir. Kumla doldurmaya ek olarak, özel bir cihaz kullanılır - virajda boruya konulan bir yay. Yay bükülmeye izin verir, ancak borunun düzleşmesine izin vermez. Boru bölümünün geometrisi kaydedilir. Büküldükten sonra yay "vidalanır" ve çıkarılır.
Plastik boruları sorunsuz büküyoruz
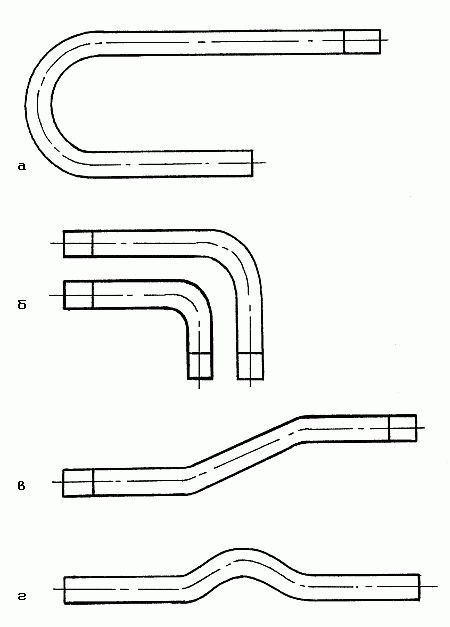
Boru dirsek çeşitleri: a - kalach; b - kıvrımlar; c - ördek; g - braket.
Plastik borular plastiktir, böylece zorlanmadan bükülürler. Bununla birlikte, mümkün olan en küçük bükülme yarıçapının gerçekleştirilmesi gerektiğinde, aynı fiziksel düzleşme olayı meydana gelir. metal borular. Polipropilen borular diğer plastik borulara göre daha rijittir. Malzemenin plastisitesi ve bükülme sırasında gerilmesi, boru duvarının kalınlığını önemli ölçüde azaltabilir ve özellikle basınç altındaysa boru hattının gücünü tehlikeye atabilir. Bu nedenle, basınçlı sistemlerde kullanım için plastik borular bükülmemeli, bağlantıların sağlamlığını sağlayan fitingler lehimlenmelidir.
Diğer amaçlar için, örneğin, yerden ısıtmayı kurarken, evde plastik borular bükülür, metal borular gibi doldurulur, ancak tuzla doldurulur. Tuz bir tavada kalsine edilir, ardından boruya dökülür ve uçları mantarlarla tıkanır. Sıcak tuz boruyu ısıtarak plastisitesini arttırır ve boru kolayca bükülür.
En küçük bükülme yarıçapı iki çapa eşittir. verdikten sonra istenilen açı bükme plastik boru tamamen soğuyana kadar sabitlenmelidir. Ek ısıtma, bükme ayarı için bir bina saç kurutma makinesi kullanabilirsiniz. Isıtma yok polipropilen boru minimum 7-8 çap yarıçap ile yavaş ve dikkatli bir şekilde bükülebilir.
Bükme profilli boruların özellikleri
Profilli, kare ve dikdörtgen sıklıkla kullanılır. Çelik borular. Çeşitli tasarımlarda kullanılırlar ev. Bu tür boruları, ekipmansız özel atölyeler olmadan bükmek neredeyse imkansızdır. Tarif edilen yöntemler, bölümün köşeli dikdörtgenliğini korumaya izin vermez ve bunun estetik değeri azalır.
Bununla birlikte, basit ve ucuz armatürler ve büyük bükme yarıçapları kullanarak profilli boruları bükmek mümkündür. Bükme tertibatındaki ana parçalar, bükme işlemi sırasında enine kesitte dikdörtgen şeklini koruyan profil silindirleridir.
Genellikle bükme taklitleri kullanılır. Boru içeriden belirli bir adımla kesilir, daha sonra bükülmeden bükülür. özel çabalar. Bundan sonra, tüm dikişler bir öğütücü ile kaynaklanır ve temizlenir. 20 mm'lik bir kesme adımı ile bükülme yarıçapı minimum olacaktır.

giriiş
Eğilmiş - kenara koy... bük - kenara koy... 25 yıl önce, bu süreç bir pres operatörünün zorlu günlük işiydi. Ancak hepsi bu kadar değil: operatör, farklı bükme açıları elde etmek, boşlukların ara depolamasını organize etmek ve nihai parçanın üretimi ile doğrudan ilgili olmayan diğer birçok eylemi gerçekleştirmek için makineyi sürekli olarak yeniden yapılandırmak zorunda kaldı; operatörün iş parçasını tekrar yerleştirmesi ve sonra... tekrar bükmesi... baskıyı yeniden ayarlaması... ve tekrar bükmesi... ara depolama... ve... ve... ve...
Bugün sac metal işçileri için bu süreç tarih öncesi bir teknoloji gibi görünüyor. Bugün parça, tüm bükme parametrelerinin otomatik olarak ayarlandığı, operatör dostu, ergonomik bir CNC abkant pres üzerinde yapılmaktadır. Aynı alet üzerinde farklı açılar, farklı profiller - sorun değil!
4 kontrollü eksenli makineler artık istisna olmaktan çok standarttır. 8 veya daha fazla eksenli presler artık nadir değildir ve abkant preslerle birlikte kullanıldığında en umut vericidir.
Ve tüm bunlar, sadece düz bir parçadan üç boyutlu bir parça üretmek için metal levha, çelik, paslanmaz çelik, alüminyum, magnezyum, bakır, pirinç ve hatta altın olsun. Nereye bakarsanız bakın, her yerde - sac yapılar. Bu bir sac metal patlaması! Abkant pres üreticileri bile, müşterileri tarafından ne kadar karmaşık parçaların üretildiğine şaşırıyor. Takım tezgahı üreticileri ve müşterileri arasındaki etkileşim çok başarılı ve umut verici hale geliyor: mühendisler, esnek ekipman üzerinde bir parçanın nasıl verimli bir şekilde üretileceğini birlikte düşünüyorlar. Kaynağın esnek bir kaynakla değiştirilmesi, ürüne güç sağlamada çok faydalı olabilir. "Son şekle yakın" - son ürüne güçlü bir benzerlik gösteren bir abkant presten çıkan bir parça hakkında söyleyebileceğiniz şey budur.
"Sac" ve "bükme" yüksek teknoloji ile pek ilişkili değildir. Ancak, "yaramaz" bir levhayı bükmek için özel bilgi ve harika bir deneyim. Açıklamak teknisyen, son derece teknik dünyamızda ayarları değiştirmeden bükerken sürekli olarak 90 0'lık bir açı elde etmenin imkansız olduğunu sac metale aşina olmayan . Çalışıyor ve çalışmıyor!
Programı değiştirmeden, örneğin 2 mm kalınlığında bir sac paslanmaz çelik veya alüminyumdan yapılmışsa, uzunluğu 500 mm, 1000 mm veya 2000 mm ise, bükme lifler boyunca veya boyunca gerçekleştirilirse açı değişecektir. , eğer bükme hattı zımbalanmış veya lazerle kesilmiş deliklerle çevriliyse, eğer levha farklı elastik deformasyona sahipse, eğer plastik deformasyon nedeniyle yüzey sertleşmesi daha güçlü veya daha zayıf ise, eğer...
"Bükme" kulağa basit bir işlem gibi gelse de aslında çok karmaşıktır. Katalog harika renkler ve gelecek vaat eden beklentilerle dolu olsa bile, Liszt herhangi bir fiyat tartışmasını umursamıyor.
Ancak, sırasında son yıllar, pres üreticileri, şekillendirme sürecini daha esnek ve daha üretken hale getirmek için çok çaba sarf ettiler. Bunu hak edenlere kredi verin! Gerçekten yüksek teknolojilerden bahsediyoruz! Ancak gerçekçi olalım: Silindirlerde mekanik durdurmalı ve senkronize şaftlı geleneksel eski abkant presler tüm dünyada hala talep görmektedir. Başlangıç noktası, makinenin türü değil, belirli bükme görevidir. Basit geleneksel makine mi yoksa yüksek bükme teknolojisi mi? Cevap birlikte bulunmalıdır. Yatırımlar, yalnızca hem teknik hem de ekonomik yönler ikna edici olduğunda etkilidir. Yukarıdakilerin hepsini dikkate alarak, ana şeye geçelim.
Hangi bükme yöntemini seçmeli?
2 ana yöntem vardır:
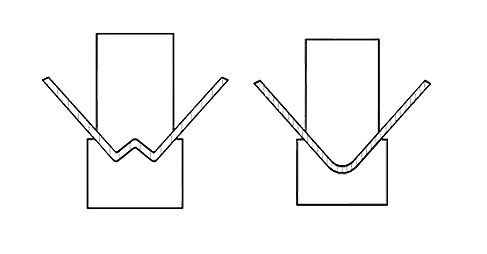
Levha ile V-şekilli kalıbın duvarları arasında bir hava boşluğu varsa "hava bükme" veya "serbest bükme"den bahsediyoruz. Bu şu anda en yaygın yöntemdir.
Levha tamamen V-kalıp duvarlarına bastırılırsa, bu yönteme "ebatlandırma" diyoruz. Bu yöntem oldukça eski olmasına rağmen, daha sonra ele alacağımız bazı durumlarda kullanılır ve hatta kullanılmalıdır.
1. Serbest bükme
Esneklik sağlar, ancak bazı kesinlik sınırlamaları vardır.
Ana Özellikler:
Bir zımba yardımıyla travers, tabakayı Y ekseni boyunca seçilen derinliğe kadar matrisin oluğuna bastırır. Levha "havada" kalır ve matrisin duvarlarıyla temas etmez. Bu, bükme açısının bükme aletinin geometrisi tarafından değil, Y ekseninin konumu tarafından belirlendiği anlamına gelir.

Modern preslerde Y eksenini ayarlama doğruluğu 0,01 mm'dir. Hangi bükülme açısı belirli bir Y ekseni konumuna karşılık gelir? Bunu söylemek zor çünkü her köşe için doğru y ekseni konumunu bulmanız gerekiyor. Y ekseni konumundaki fark, travers indirme strokunun ayarından, malzeme özelliklerinden (kalınlık, çekme mukavemeti, iş sertleşmesi) veya bükme takımının durumundan kaynaklanabilir.
Aşağıdaki tablo, Y ekseninin çeşitli sapmaları için bükülme açısının 90 0'dan sapmasını göstermektedir.
| 0 | 1 0 | 1,5 0 | 2 0 | 2,5 0 | 3 0 | 3,5 0 | 4 0 | 4,5 0 | 5 0 |
| V, mm | |||||||||
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,11 | 0,132 | 0,154 | 0,176 | 0,198 | 0,22 |
| 10 | 0,055 | 0,082 | 0,11 | 0,137 | 0,165 | 0,192 | 0,22 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,33 |
| 16 | 0,088 | 0,132 | 0,176 | 0,22 | 0,264 | 0,308 | 0,352 | 0,396 | 0,44 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,69 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,83 |
| 45 | 0,25 | 0,375 | 0,5 | 0,625 | 0,75 | 0,875 | 1 | 1,125 | 1,25 |
| 55 | 0,305 | 0,457 | 0,61 | 0,762 | 0,915 | 1,067 | 1,22 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,11 | 1,332 | 1,554 | 1,776 | 1,998 | 2,22 |
| 100 | 0,555 | 0,832 | 1,11 | 1,387 | 1,665 | 1,942 | 2,22 | 2,497 | 2,775 |
Serbest bükmenin faydaları:
- Yüksek esneklik: Bükme takımlarını değiştirmeden V şekilli kalıbın açılma açısı (örneğin 86 0 veya 28 0) ile 180 0 arasında herhangi bir bükme açısı elde edebilirsiniz.
- Daha düşük takım maliyetleri.
- Kalibrasyona kıyasla daha az bükme kuvveti gereklidir.
- Zorla "oynayabilirsiniz": daha fazla kalıp açma, daha az bükme kuvveti anlamına gelir. Oluk genişliğini iki katına çıkarırsanız, kuvvetin yalnızca yarısına ihtiyacınız olur. Bu, daha kalın malzemenin aynı kuvvetle daha büyük bir açıklıkta bükülebileceği anlamına gelir.
- Daha az çabayla baskı makinesine ihtiyaç duyduğunuz için daha az yatırım.
Ancak bütün bunlar teoriktir. Pratikte, tasarruf ettiğiniz parayı, hava bükmeden tam olarak yararlanmanızı sağlayan daha düşük çaba gerektiren bir preste harcayabilirsiniz. ek ekipman ek arka dayama aksları veya manipülatörler gibi.
Hava bükmenin dezavantajları:
- Daha az hassas bükme açıları ince metal
- Malzeme kalitesindeki farklılıklar tekrarlama doğruluğunu etkiler
- Belirli bükme işlemleri için geçerli değildir
Bizim tavsiyemiz:
- 1.25 mm'den daha kalın olan levhalar için hava bükme kullanılması arzu edilir; 1 mm veya daha az sac kalınlığı için kalibrasyonun kullanılması tavsiye edilir.
- En küçük iç bükülme yarıçapı, sacın kalınlığından daha büyük olmalıdır. İç yarıçapın sacın kalınlığına eşit olması gerekiyorsa - kalibrasyon yönteminin kullanılması önerilir. Sac kalınlığından daha küçük bir iç yarıçapa yalnızca bakır gibi yumuşak, kolayca deforme olabilen bir malzemede izin verilir.
- Arka dayama hareketinin kademeli hareketi kullanılarak hava bükümü ile büyük bir yarıçap elde edilebilir. Büyük yarıçap olması gerekiyorsa Yüksek kalite, yalnızca özel bir aletle kalibrasyon yöntemi önerilir.
Ne çabası?
Farklı malzeme özellikleri ve eğilme bölgesindeki plastik deformasyonun etkileri nedeniyle gerekli kuvvet ancak yaklaşık olarak belirlenebilir.
Size 3 pratik yol sunuyoruz:
1. Tablo
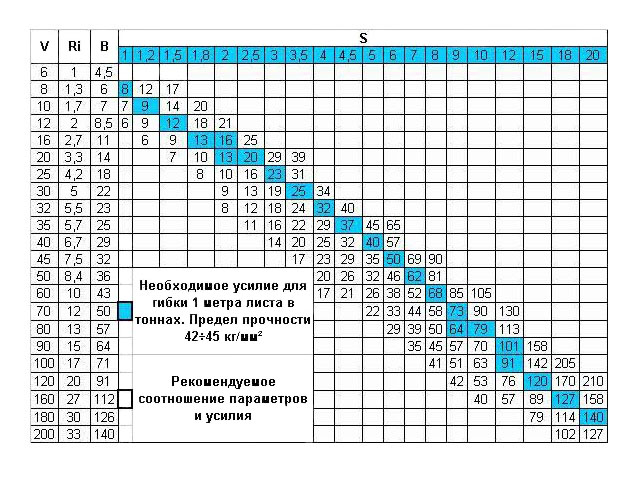
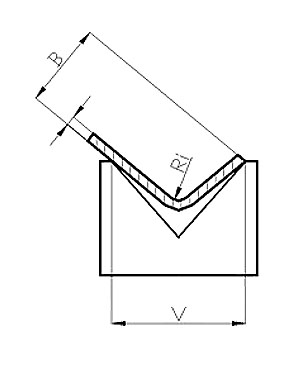
Her katalogda ve her baskıda, aşağıdakilere bağlı olarak 1000 mm büküm uzunluğu (L) için kN cinsinden gerekli kuvveti (P) gösteren bir tablo bulabilirsiniz:
- mm olarak sac kalınlığı (S)
- N/mm2 cinsinden çekme mukavemeti (Rm)
- V - mm cinsinden matris açıklık genişliği (V)
- mm olarak katlanmış sacın (Ri) iç yarıçapı
- mm olarak katlanmış rafın (B) minimum yüksekliği
Böyle bir tablonun bir örneği:
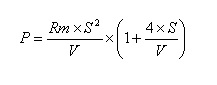
2. Formül

1.42, kalıbın kenarları ile işlenen malzeme arasındaki sürtünmeyi hesaba katan ampirik bir faktördür.
Başka bir formül benzer sonuçlar verir:
3. "Kural 8"
Yumuşak çeliği bükerken, kalıp açıklığı genişliği sac kalınlığının 8 katı (V=8*S), ardından P=8*S olmalıdır, burada P ton olarak ifade edilir (örneğin: 2 mm kalınlık için, kalıp açıklık V=2*8=16 mm'dir, yani 16 ton/m'ye ihtiyacınız vardır)
Kuvvet ve bükme uzunluğu
Bükümün uzunluğu kuvvetle orantılıdır, yani. kuvvet sadece %100'lük bir bükülme uzunluğunda %100'e ulaşır. Örneğin:
Bizim tavsiyemiz:
Malzeme paslı veya yağsız ise bükme kuvvetine %10-15 ekleyin.
Sac kalınlığı (S)
DIN, normal sac kalınlığından önemli bir sapmaya izin verir (örneğin, 5 mm sac kalınlığı için norm 4,7 ile 6,5 mm arasında değişir). Bu nedenle, yalnızca ölçtüğünüz gerçek kalınlık veya maksimum standart değer için kuvveti hesaplamanız gerekir.
Çekme Dayanımı (Rm)
Burada da toleranslar önemlidir ve gerekli bükme kuvvetinin hesaplanmasında büyük bir etkiye sahip olabilir. Örneğin:
St 37-2: 340 - 510 N/mm2
St 52-3: 510 - 680 N/mm2
Bizim tavsiyemiz:
Bükme çabasında eksik kalmayın! Çekme mukavemeti, eğilme kuvvetiyle orantılıdır ve ihtiyaç duyduğunuzda ayarlanamaz!
Gerçek kalınlık ve çekme mukavemeti, doğru kuvvet derecesine sahip doğru makineyi seçmede önemli faktörlerdir.
V - matris genişletme
Genel bir kural olarak, V-şekilli matrisin açıklığı, S = 6 mm'ye kadar S tabakasının kalınlığının sekiz katı olmalıdır:
Daha fazla sac kalınlığı için şunları yapmalısınız:
V=10*S veya V=12*S
V şeklindeki matrisin açılması, gerekli kuvvetle ters orantılıdır:
Daha büyük açıklık, daha az bükme kuvveti, ancak daha büyük iç yarıçap anlamına gelir;
Daha az açıklık, daha fazla kuvvet, ancak daha küçük bir iç yarıçap anlamına gelir.
İç bükülme yarıçapı (Ri)
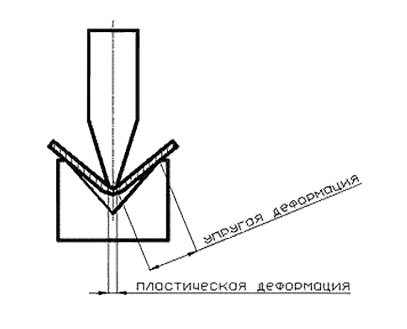
Hava bükme yöntemini kullanırken çoğu malzeme elastik deformasyona uğrar.
Büküldükten sonra, malzeme kalıcı deformasyon ("ters yaylanma") olmadan orijinal durumuna geri döner.
Kuvvetin uygulandığı noktanın etrafındaki dar bir alanda malzeme plastik deformasyona uğrar ve büküldükten sonra sonsuza kadar bu durumda kalır.
Malzeme daha güçlü hale gelir, plastik deformasyon o kadar büyük olur. Biz buna "çalışma sertleşmesi" diyoruz.
Sözde "doğal iç bükülme yarıçapı", sacın kalınlığına ve kalıbın açıklığına bağlıdır. Her zaman sac kalınlığından daha büyüktür ve zımba yarıçapına bağlı değildir.
Doğal iç yarıçapı belirlemek için aşağıdaki formülü kullanabiliriz:

V=8*S durumunda Ri=S*1,25 diyebiliriz.
Yumuşak ve kolayca deforme olabilen metal, daha küçük bir iç yarıçap sağlar.
Yarıçap çok küçükse, malzeme içeride kırışabilir ve üzerinde çatlayabilir. dışarıda Bükmek.
Bizim tavsiyemiz:
Küçük bir iç yarıçapa ihtiyacınız varsa, yavaş hızda ve damar boyunca bükün.
Minimum raf (B)
Rafın matris oluğuna düşmesini önlemek için aşağıdakilere uyulmalıdır: minimum genişlik raflar:

Bükme açısı
| 165 0 | 0,58V |
| 135 0 | 0.60V |
| 120 0 | 0.62V |
| 90 0 | 0.65V |
| 45 0 | 1.00V |
| 30 0 | 1.30V |
Elastik deformasyon
Elastik olarak deforme olabilen malzemenin bir kısmı, bükülme kuvveti kaldırıldıktan sonra "yaylanacaktır". Kaç derece? Bu konuyla ilgili bir sorudur, çünkü yalnızca gerçekte elde edilen bükülme açısı önemlidir ve teorik olarak hesaplanmaz. Çoğu malzeme oldukça sabit elastik deformasyona sahiptir. Bu, aynı kalınlıkta ve aynı çekme mukavemetine sahip bir malzemenin aynı bükülme açısında aynı miktarda yaylanacağı anlamına gelir.
Elastik deformasyon şunlara bağlıdır:
- bükme açısı: daha daha az açı eğilme, elastik deformasyon ne kadar büyükse;
- malzeme kalınlığı: malzeme ne kadar kalınsa, elastik deformasyon o kadar az olur;
- çekme mukavemeti: gerilme mukavemeti ne kadar yüksek olursa, elastik deformasyon o kadar büyük olur;
- lif yönü: elastik deformasyon, lifler boyunca veya lifler boyunca büküldüğünde farklıdır.
V=8*S koşulunda ölçülen çekme mukavemeti için yukarıdakileri gösterelim:
| N/mm cinsinden çekme mukavemeti 2 | Elastik deformasyon 0 |
| 200 | 0,5 - 1,5 |
| 250 | 1 - 2 |
| 450 | 1,5 - 2,5 |
| 600 | 3 - 4 |
| 800 | 5 - 6 |
Tüm bükme aleti üreticileri ve tüm bunlar, çelik olsun, paslanmaz sınıf= textdoctextdoc/strongp align=justify class= çelik, alüminyum, magnezyum, bakır, pirinç ve hatta altın olsun, sadece düz bir metal levhadan üç boyutlu bir parça üretmek için. Nereye bakarsanız bakın, her yerde - sac yapılar. Bu bir sac metal patlaması! Abkant pres üreticileri bile, müşterileri tarafından ne kadar karmaşık parçaların üretildiğine şaşırıyor. Takım tezgahı üreticileri ve müşterileri arasındaki etkileşim/p/strong2/tdtd class= td align=/tdnbsp;/div class=0strong class= p align=textdoc cellpacing=45 çok başarılı ve umut verici: mühendisler birlikte nasıl verimli bir şekilde üretebileceklerini düşünüyorlar esnek bir ekipmanın parçası. Kaynağın esnek bir kaynakla değiştirilmesi, ürün sınıfının sağlamlığını sağlamada çok faydalı olabilir= nbsp; 0.915 textdoctextdoc/em /em class=textdoc class=/tr fiber yönü: fiberler boyunca veya boyunca bükülürken elastik deformasyon farklıdır.Ve tüm bunlar, çelik olsun, düz bir metal levhadan sadece üç boyutlu bir parça üretmek için, paslanmaz çelik, alüminyum , magnezyum, bakır, pirinç ve hatta altın. Nereye bakarsanız bakın, her yerde - sac yapılar. Bu bir sac metal patlaması! Abkant pres üreticileri bile, müşterileri tarafından ne kadar karmaşık parçaların üretildiğine şaşırıyor. Takım tezgahı üreticileri ve müşterileri arasındaki etkileşim çok başarılı ve umut verici hale geliyor: mühendisler, esnek ekipman üzerinde bir parçanın nasıl verimli bir şekilde üretileceğini birlikte düşünüyorlar. Kaynağın esnek bir kaynakla değiştirilmesi, ürün sınıfının sağlamlığını sağlamada çok faydalı olabilir= nbsp; 0.915 textdoctextdoc/em /em class=textdoc class=/tr fiber yönü: fiberler boyunca veya boyunca bükülürken elastik deformasyon farklıdır ve serbest bükme için bir alet sunarken elastik deformasyon dikkate alınır (örneğin, bir açılma açısı 90 0'dan 180 0'a kadar serbest dirsekler için 85 0 veya 86 0).
2. Kalibrasyon
Doğru - ancak esnek olmayan bir yol
Bu yöntemle eğilme açısı, eğilme kuvveti ile belirlenir ve bükme aleti: Malzeme, zımba ile V-kalıp duvarları arasında tamamen sıkıştırılır. Elastik deformasyon sıfıra eşittir ve malzemenin çeşitli özelliklerinin eğilme açısı üzerinde hemen hemen hiçbir etkisi yoktur.
Kabaca söylemek gerekirse, kalibrasyon kuvveti, serbest bükme kuvvetinden 3-10 kat daha fazladır.
Kalibrasyonun faydaları:
- kalınlık ve malzeme özelliklerindeki farklılıklara rağmen bükme açılarının doğruluğu
- küçük iç yarıçap
- büyük dış yarıçap
- Z-profilleri
- derin U kanalları
- çelik zımbalar ve poliüretan kalıplar kullanılarak 2 mm'ye kadar kalınlıklar için tüm özel şekiller mümkündür
- serbest bükme için yeterli hassasiyete sahip olmayan abkant preslerde mükemmel sonuçlar
Kalibrasyon Dezavantajları:
- gerekli bükme kuvveti, serbest bükmeden 3-10 kat daha fazladır
- esneklik yok: her şekil için özel alet
- sık değişiklik alet (büyük seriler hariç)