Boyuna kaynaklı borular (GOST 10704-91 ve 10705-80), ek ısıl işlemli veya ek ısıl işlemsiz birkaç farklı grupta üretilebilir.
1 Boyuna elektrik kaynaklı çelik borular - GOST 10705-80
Belirtilen Devlet Standardı, boyuna kaynaklı ürünlerin çeşitleri ve üretim teknolojisi hakkında bilgi sağlar. boru ürünleri 10 ila 530 milimetre çapa sahip olan. Düşük alaşımdan üretilirler ve çeşitli bina ve diğer yapıların bir parçası olarak, boru hatlarının elemanları ve farklı amaçlara yönelik ürünler olarak işletilirler.
GOST 10705–80'in elektrikli ısı ısıtıcılarının üretimi için kullanılan borulara "uymadığını" unutmayın. Kalite özellikleri açısından, boyuna çelik boru (GOST 10704-91 ve 10705-80) dört gruptan birine atanır. "A" grubu ürünler Gosstandart 380'e göre yarı sakin, sakin ve kaynar çelik 1, 2, 3 ve 4'ten üretilir. Bitmiş ürünler mekanik parametrelerin standardizasyonu ile üretilir. "B" grubu ürünler yapılır:
- 08Yu çelikten Devlet standardı 9045'e göre;
- St1 – St4 arası standart 380'e göre;
- 19281 standardına göre, karbonun yüzde 0,46'dan fazla olmaması gereken düşük alaşımlı çeliklerden (böylece enine kesiti 114 mm'den fazla olan borular yapılır);
- Gosstandart 1050'ye göre St10, 08, 20 ve 15 (cn, kp, ps).

Ayrıca, "B" grubu ürünler (hepsi kimyasal bileşimlerine göre zorunlu olarak standardize edilmiştir) aşağıdaki özelliklere sahip 22ГЮ çelikten yapılmıştır: kimyasal bileşim(yüzde olarak):
- 1.2'den 1.4'e - manganez;
- 0.15 ila 0.22 - karbon;
- 0.03 - titanyum;
- 0.15 ila 0.3 - silikon;
- 0,02 ila 0,05 - alüminyum;
- 0.02'ye kadar - fosfor ve kalsiyum;
- 0,4'e kadar - krom;
- 0,01'e kadar - kükürt;
- 0.012'ye kadar - nitrojen.
"C" grubu borular zaten kimyasal bileşim ve mekanik özellikler açısından standardize edilmiştir.Ayrıca üretimleri "B" grubu ürünlerin imalatında kullanılan çeliklerden yapılmaktadır. Ayrıca boyuna kaynaklı boru yapıları da "D" grubuna ait olabilir. Bu durumda, hidrolik test basıncının göstergelerine göre normalleştirilirler.

GOST diyor ki:
- az miktarda alaşım elementli çelikten yapılmış borular, hem ek ısıl işlem yapılmadan hem de onunla (örneğin onunla) üretilebilir ve işlem tüm kaynaklı bağlantı boyunca veya yapının hacmi boyunca gerçekleştirilir) ;
- ayrıca yüksek sıcaklıklarda ve karbonlu bileşime sahip çeliklerden ürünlerle işlenir, ancak sıcak teknoloji ile de indirgenebilirler, ancak St1'den gelen ürünler asla ısıl işleme tabi tutulmazlar;
- elektrik kaynaklı yapılar üreten tesis, bağımsız olarak belirli bir ısıl işlem seçeneğini seçme hakkına sahiptir, koruyucu bir ortamda bile, ancak bitmiş ürünün alıcısı ile ön anlaşma kapsamında yapılmasına izin verilir.
2 GOST 10705'e göre düz dikişli kaynaklı borular için özel gereksinimler
Bitmiş boru şeklindeki ürünler, aşağıdaki Gosstandart gereksinimlerine tabidir:
- Yüzeylerinde gün batımı, çatlak, kusur ve esaret olmamalıdır. Borular işlenirse Yüksek sıcaklık, ürünler üzerinde bir oksit filminin varlığına izin verilir. Bu durumda, cüruf varlığına izin verilmez.
- Sıyırma izlerinin, küçük boyutlu risklerin, çentiklerin, çapakların, dalgalanmaların, oyukların boru yapısının kesitini ve duvarının kalınlığını izin verilen sapmaların ötesinde anlamadığı durumlarda, ürünler üzerinde mevcut olabilir.
- Demleme bölgesi temizlenmeli ve dikişin nüfuz etmemesi de demlenmelidir.
- Kenarlar (nominal) duvar kalınlığına göre yüzde 10'dan fazla kaydırılamaz. 159 mm kesitli borular için izin verilen yer değiştirme göstergesi yüzde 20'ye çıkar.

Sıcak haddelenmiş ve ısıl işlem görmüş ürünler için temel çeliğin mekanik parametreleri, derecesine bağlı olarak değişir:
- bağıl uzama: yüzde 20'den (çelik 26HMA, 17G1S, 09G2S, 20F, 13HFA) yüzde 30'a (08Yu) kadar;
- verim noktası: 174'ten (08Yu ve 08kp) 343'e (26XMA, 17G1S, vb.) N / mm 2;
- yırtılma direnci (geçici): 255 ila 490 kgf / mm 2.
Düşük alaşımlı alaşımların ve 22GYu çeliğin mekanik özellikleri, tüketicilerle anlaşarak standart olanlardan farklı olabilir.

Boyuna dikişli boruların üretim sürecini açıklayan belgenin diğer önemli hükümleri aşağıdaki gereklilikleri içerir:
- 57 mm kesitli ürünlerde enine yönde bir dikişe izin verilir;
- ısıl işlem görmüş borular onarılıyorsa kaynak işleri, benzer bir teknik kullanılarak dikiş boyunca veya hacimce yeniden işlenmeleri gerekir;
- ürünlerdeki dış çapakları çıkardığınızdan emin olun;
- yapıların uçlarındaki çapaklar (sıyırma ile) alınır, borular dik açılarla kesilir.
3 Boyuna kaynaklı boru - GOST 10704-91
Bu resmi belge, GOST 10705'e göre çelikten yapılmış boru ürünlerinin boyutlarını ve bunların standart değerlerden ve elektrik kaynaklı boru aralığından maksimum sapmalarını belirler. Ondan, bitmiş ürünün verilen parametreler altında üretildiğini öğrenebilirsiniz:
- çap (dış): 10-1420 mm;
- uzunluk: ölçü dışı - 2–5 m, ölçülen boru bölümüne bağlı olarak - 5–12 m; çoklu (çokluk, ölçülen uzunluğun alt sınırından daha yüksek olmamalı ve aynı zamanda 25 cm ve daha fazla çokluğa sahip olmalıdır);
- duvar kalınlığı: 1–32 mm;
- bir kilogram bitmiş ürünün ağırlığı (teorik): 1 mm duvarlı ve 10 mm kesitli bir boru için 0,222 kg'dan 32 mm duvarlı ve 1020 mm kesitli ürünler için 779 kg'a kadar değişir.
Ürünler Gosstandart 10706'ya göre üretildiğinde, tüm ürünler için boruların ağırlığının büyük olduğunu ve bunun kaynağın güçlendirilmesi ihtiyacından kaynaklandığını bilmek önemlidir.

Boru yapılarının uzunlamasına (ölçülen) sapmaları aşağıdaki gibi olabilir:
- 2. sınıf ürünler için +5 cm ve 1. sınıf ürünler için +1 cm (6 metreden kısa borular);
- 6 metreden uzun borular için +7 ve +1.5 cm.
Uzunluğun katları açısından, standardın izin verdiği sapmalar, yapının uzunluğundan bağımsız olarak 2. sınıf ürünler için +10 cm ve 1. sınıf için +1.5 cm'dir. 1. sınıf borular, çapakları alınmış ve uçları kesilmiş, 2. sınıf - çapak alma ve düzeltme olmadan ürünler olarak anlaşılır.
GOST 10704-91'e göre boyuna kaynaklı bir borunun üretim doğruluğu:
- artırılmış;
- her zamanki.

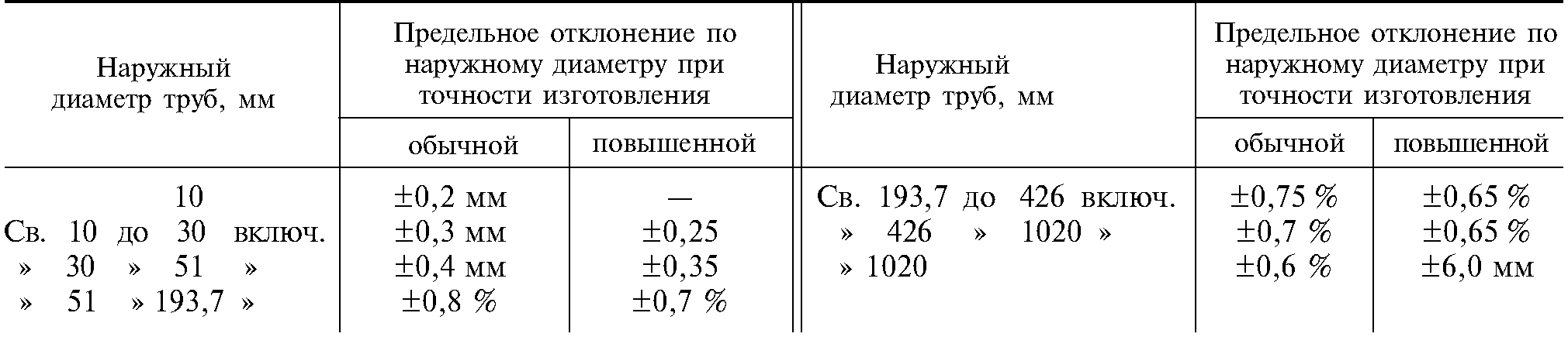
Bitmiş ürünlerin çaplarından (dış) izin verilen sapmaları açıklarken üretimin doğruluğu dikkate alınır:
- 1020 mm üzerindeki borular: ± 6,0 mm (artırılmış doğruluk) ve ± %0,6 (normal);
- 426-1020: ± %0,65 ve ± %0,7;
- 193.7-426: ± %0.65 ve ± %0.75;
- 51-193.7: ± %0.7 ve ± %0.8;
- 30–51: ± 0,35 mm ve ± 0,4 mm;
- 10-30: ± 0,25 mm ve ± 0,3 mm.
10 mm'den daha az normal doğrulukta bir kesite sahip borular, ± 0,2 mm'ye kadar sapmalara sahip olabilir; yüksek hassasiyetli ürünler için sapmalar sağlanmaz.
Enine kesiti 530 mm'den fazla olmayan elektrik kaynaklı ürünlerin duvar kalınlığı ve ovalliği arasındaki fark, sırasıyla duvar kalınlığında ve dış bölümde izin verilen sapmalardan daha yüksek olamaz. Ancak boruların eğriliği, uzunluklarının bir metresi başına 1,5 mm'den fazla olamaz. Kritik yapılarda kurucu eleman olarak kullanılması planlanan ürünler için eğrilik daha da az olmalıdır - 1 mm'ye kadar.
IPK STANDART YAYINCILIK DEVLET STANDART BİRLİĞİ SSR
ÇELİK ELEKTRİK KAYNAKLI DÜZ BORULAR.
Menzil.
1. Bu standart şunları belirtir: çelik boyuna kaynaklı boru çeşitleri.
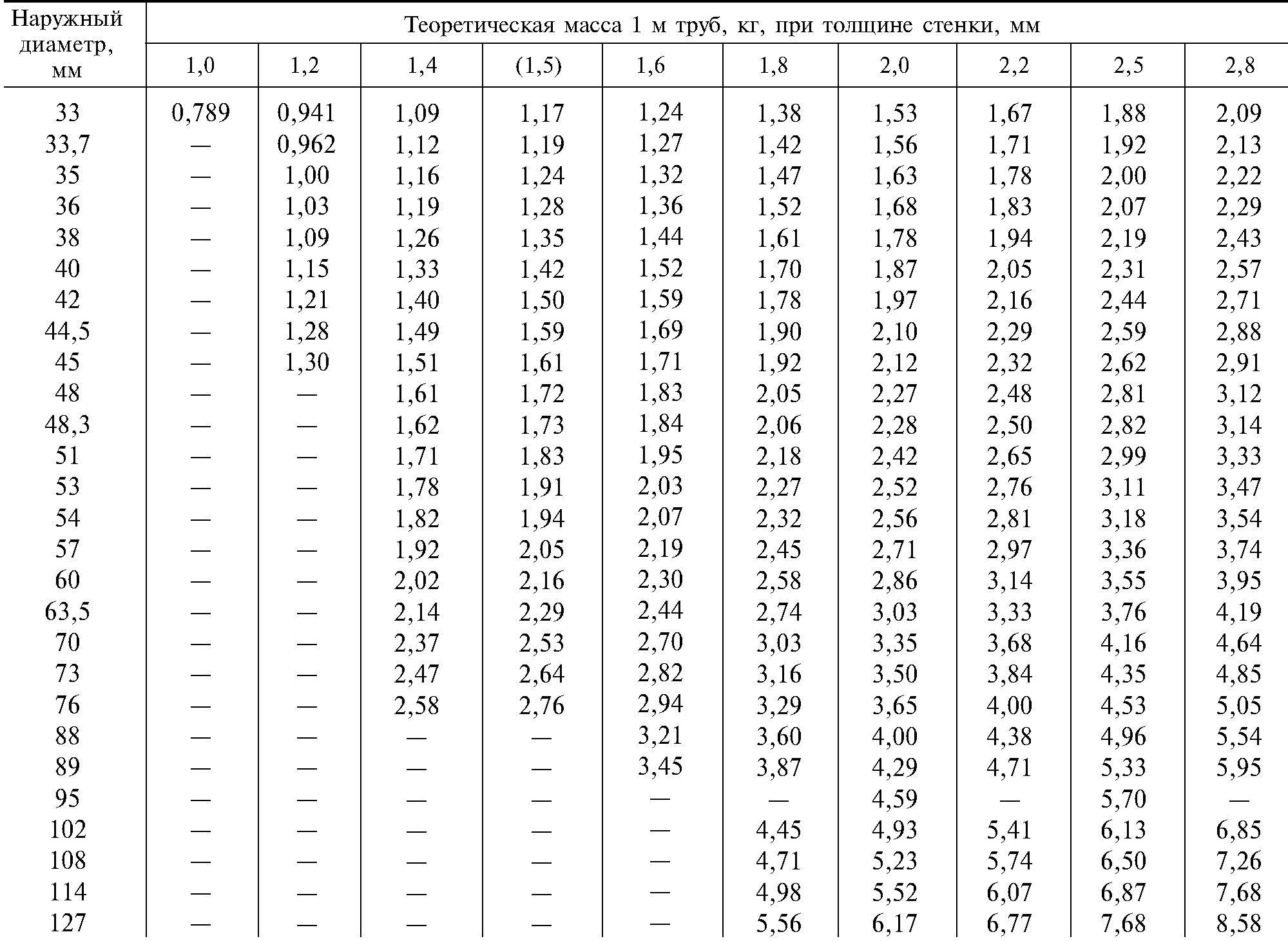
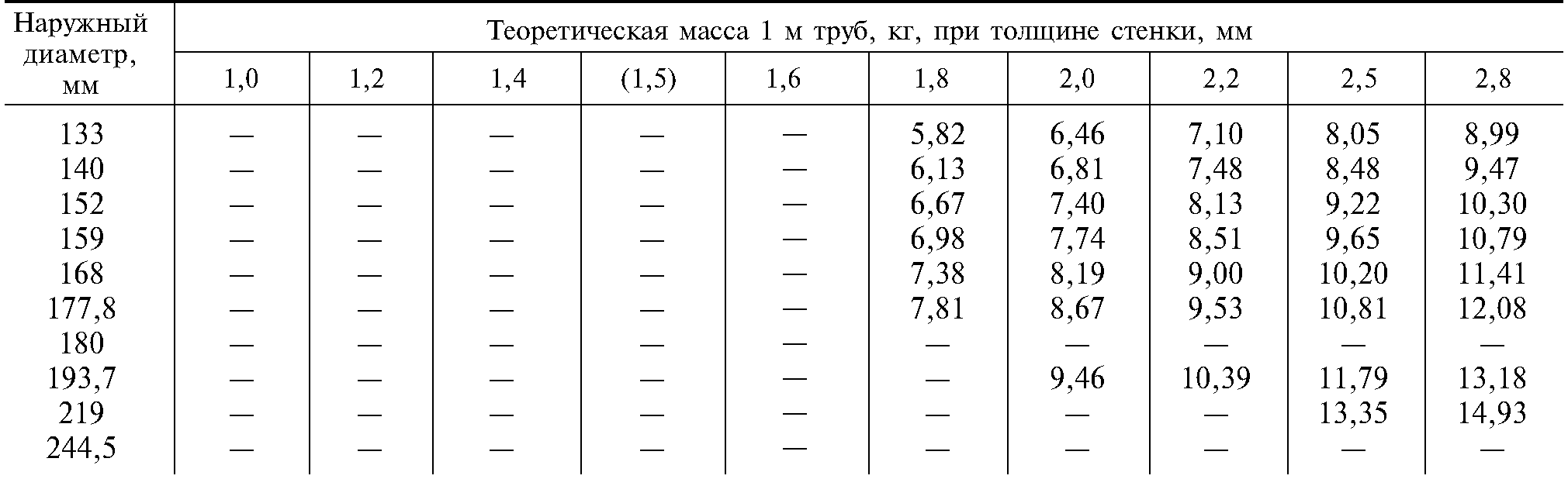
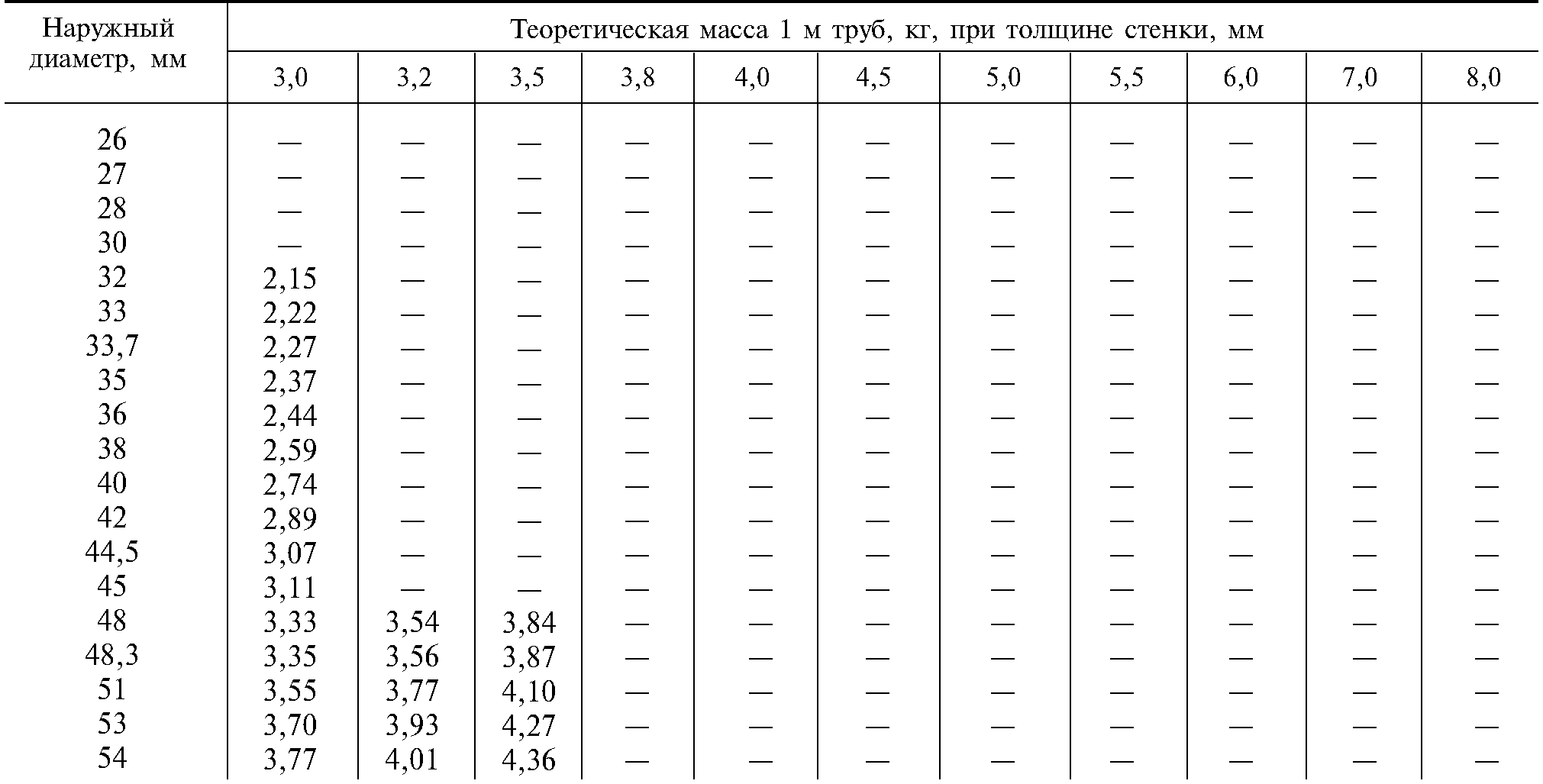
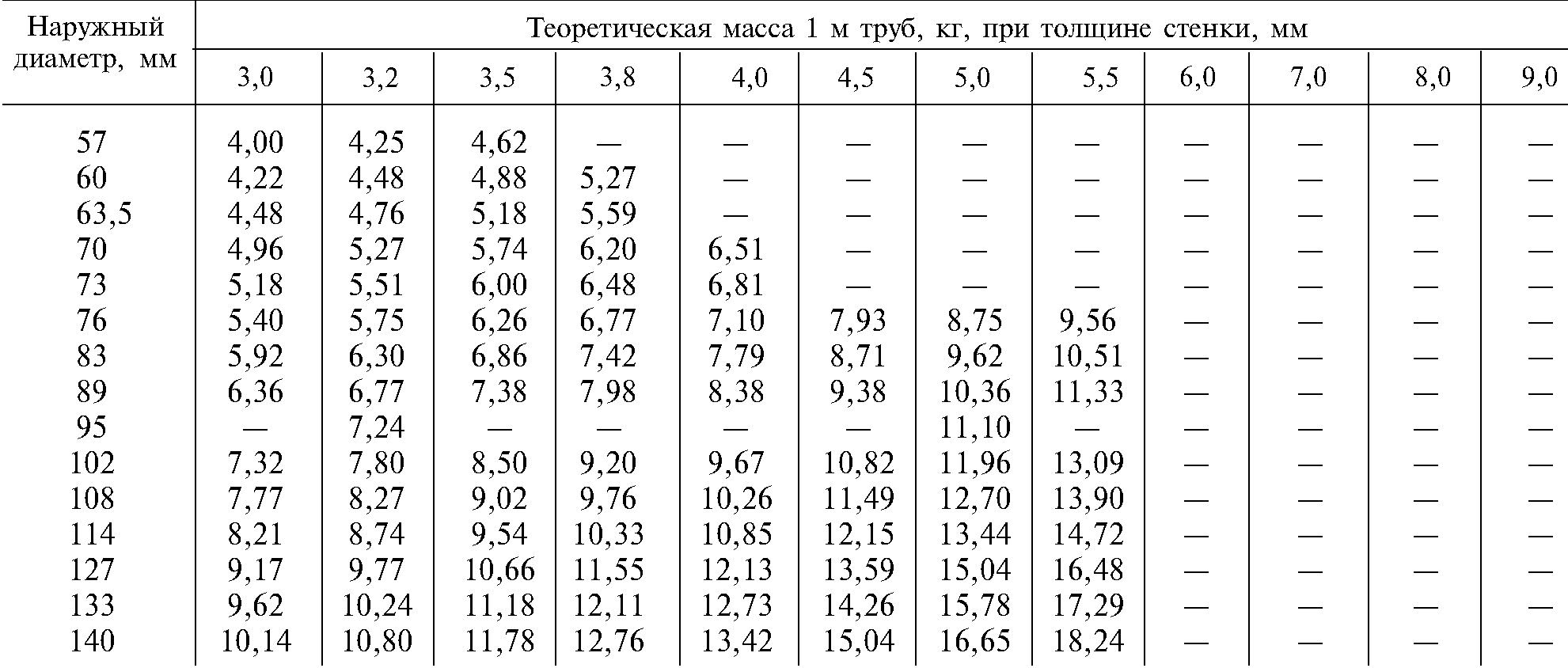
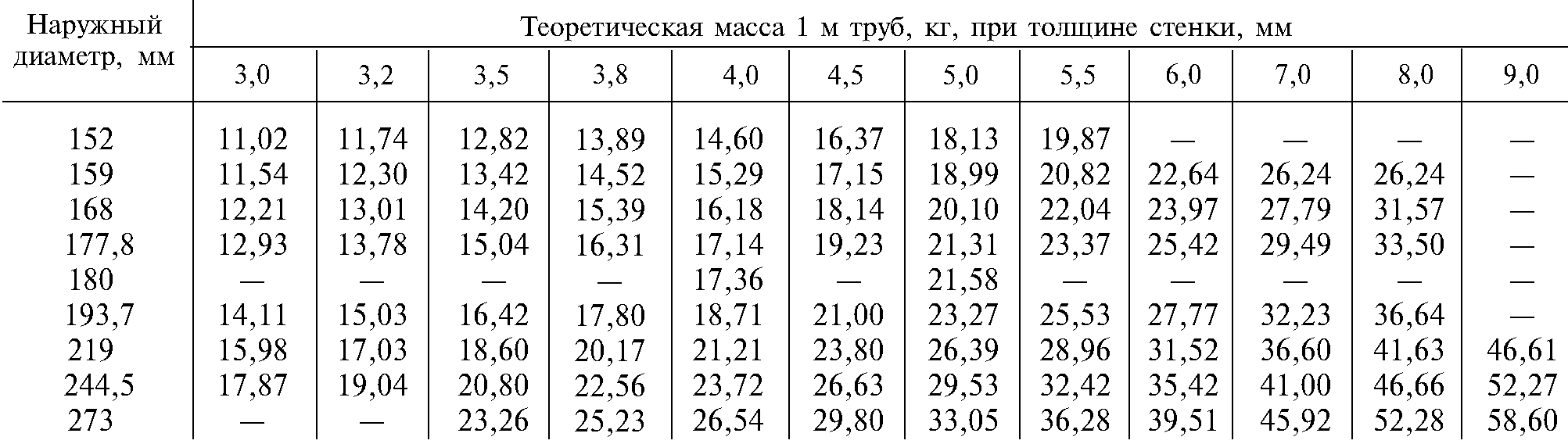
2. Boruların boyutları tabloya uygun olmalıdır. bir .
3. Borunun uzunluğu yapılır: ölçü dışı uzunluk:
- 30 milimetreye kadar çapa sahip - 2 m'den az olmayan;
- çapı ile c. 30 ila 70 milimetre - en az 3 m;
- çapı ile St. 70 ila 152 milimetre - en az 4 m;
- çapı ile St. 152 milimetre - en az 5 m.
Tüketicinin talebi üzerine, GOST 10705'e uygun olarak, çapı 152 milimetreden fazla olan A ve B gruplarının boruları en az 10 m uzunluğunda yapılır; 70 milimetreye kadar çapa sahip tüm grupların boruları - en az 4 m uzunluğunda;
- ölçülen uzunluk:
- 70 milimetreye kadar çapa sahip - 5 ila 9 m;
- çapı ile St. 70 ila 219 mm - 6 ila 9 m;
- çapı ile St. 219 ila 426 milimetre - 10 ila 12 m.
426 milimetreden büyük çaplı borular sadece ölçülmemiş uzunlukta yapılır. Üretici ve tüketici arasındaki anlaşma ile 70 ila 219 milimetre çapında boruların 6 ila 12 m arasında yapılmasına izin verilir; uzunluğun katı, en az 250 milimetrenin katı ve alt sınırı aşmayan. boruları ölçmek için monte edilmiştir. Her kesim için pay 5 milimetre olarak ayarlanır (başka bir pay belirtilmemişse) ve her bir çokluğa dahil edilir. Boru ağırlığını veya boru uzunluğunu hesaplamak için bir boru hesaplayıcısı kullanabilirsiniz.
tablo 1
Tablonun devamı. bir
|
Dış çap. milimetre |
1 m boruların teorik ağırlığı. kilogram. duvar kalınlığı ile. milimetre |
|||||||||
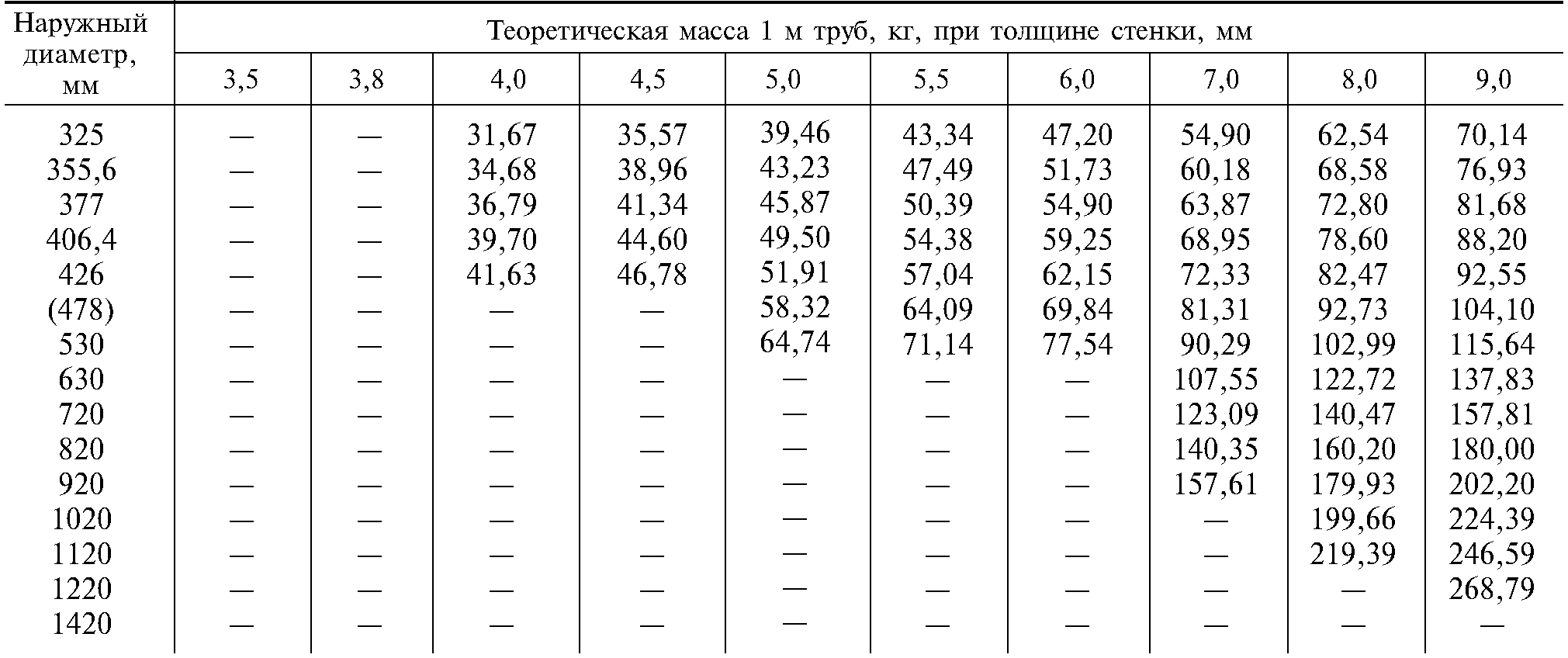
Tablonun devamı. bir
|
Dış çap. milimetre |
1 m boruların teorik ağırlığı. kilogram. duvar kalınlığı ile. milimetre |
|||||||||
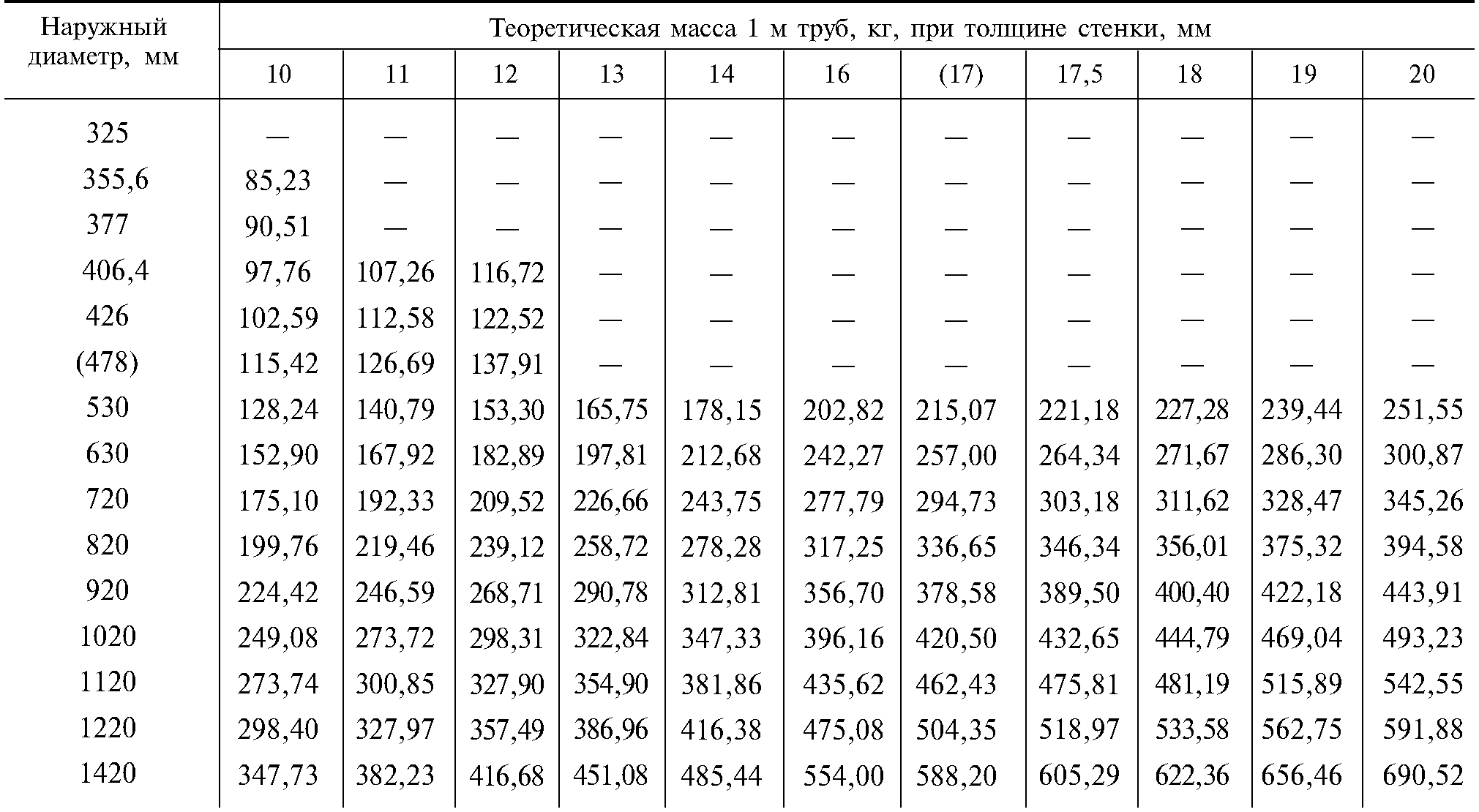
Tablonun devamı. bir
|
Dış çap. milimetre |
1 m boruların teorik ağırlığı. kilogram. duvar kalınlığı ile. milimetre |
||||||||||
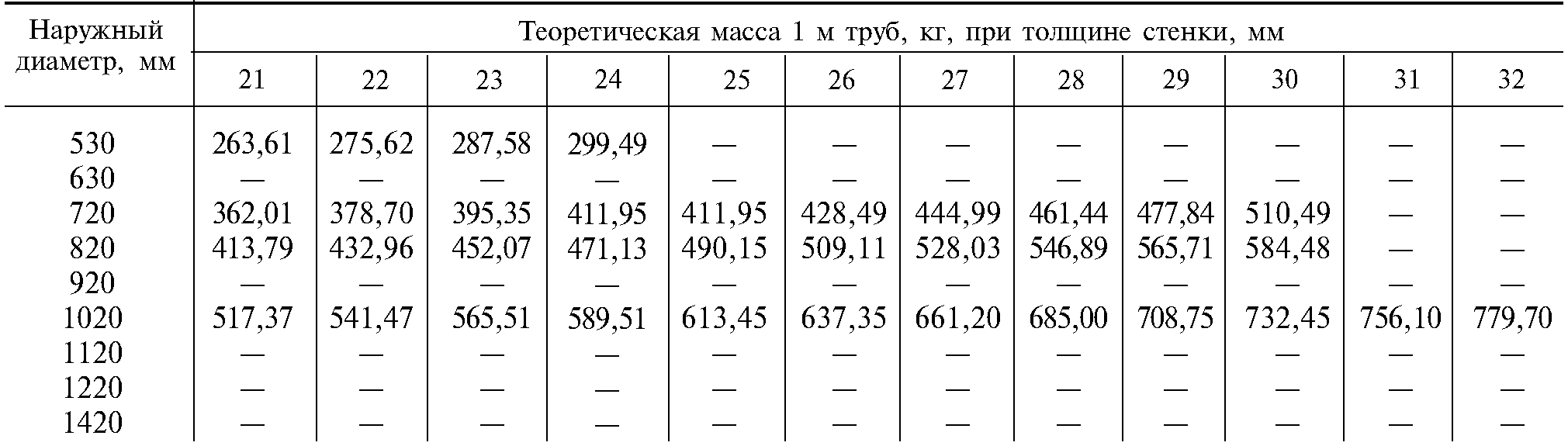
Tablonun devamı. bir
|
Dış çap. milimetre |
1 m boruların teorik ağırlığı. kilogram. duvar kalınlığı ile. milimetre |
|||||||||||
Tablonun devamı. bir
|
Dış çap. milimetre |
1 m boruların teorik ağırlığı. kilogram. duvar kalınlığı ile. milimetre |
|||||||||
Tablonun devamı. bir
|
Dış çap. milimetre |
1 m boruların teorik ağırlığı. kilogram. duvar kalınlığı ile. milimetre |
||||||||||
Tablonun devamı. bir
|
Dış çap. milimetre |
1 m boruların teorik ağırlığı. kilogram. duvar kalınlığı ile. milimetre |
|||||||||||
Notlar:
1. GOST 10706'ya göre boru imalatında, dikişin güçlendirilmesi nedeniyle teorik kütle% 1 artar.
2. Üretici ve tüketici arasındaki anlaşma ile 41.5 ґ1.5-3.0 boyutlarında borular üretilir; 43 ґ1.0; 1.53.0; 43,5 ґ1,5-3,0; 52 ґ2.5; 69.6 ґ1.8; 111.8 ґ2.3; 146.1 = 5.3; 6.5; 7.0; 7.7; 8.5; 9.5; 10.7; 152.4 ґ1.9; 2.65; 168 ґ2.65; 177.3 ґ1.9; 198 ґ2.8; 203 ґ2.65; 299 = 4.0; 530 ґ7.5; 720 ґ7.5; 820 ґ8.5; 1020 = 9,5; 15.5; 1220 ґ13.5; 14.6; 15,2 mm. tablo içinde ara duvar kalınlığı ve çapları ile birlikte. bir.
3. Yeni tasarım için boru boyutlarının kullanılması önerilmez.
3.1. Ölçülen ve birden fazla uzunluktaki borular iki doğruluk sınıfında üretilir:
- I - uç düzeltme ve çapak alma ile;
- II - düzeltme ve çapak alma olmadan (değirmen hattında kesme ile).
3.2. Ölçüm borularının uzunluğu boyunca limit sapmaları tabloda verilmiştir. 2.
Tablo 2
3.3. Birden fazla borunun toplam uzunluğu boyunca maksimum sapmalar aşağıdakileri aşmamalıdır:
- + 15 milimetre - doğruluk sınıfı I olan borular için;
- + 100 milimetre - doğruluk sınıfı II borular için.
3.4. Tüketicinin talebi üzerine, ölçülü ve çoklu doğruluk sınıfı II uzunluklarına sahip borular, uçları kesik ve bir veya iki tarafta olmalıdır.
4. Borunun dış çapı için sınır sapmaları tabloda verilmiştir. 3.
Tablo 3
Not.Çaplar için. çevre ölçümü ile kontrol edilir. en yüksek ve en düşük çevre sınırları en yakın 1 milimetreye yuvarlanır.
5. Tüketicinin talebi üzerine GOST 10705'e uygun borular tek taraflı veya dış çapta ofset toleranslı olarak üretilmektedir. Tek taraflı veya ofset toleransı, maksimum sapmaların toplamını geçmemelidir. tabloda verilmiştir. 3.
6. Duvar kalınlığındaki sınır sapmaları aşağıdakilere karşılık gelmelidir:
± %10 - 152 milimetreye kadar boru çaplarında;
GOST 19903 - normal doğrulukta maksimum sac genişliği için 152 milimetrenin üzerindeki boru çapları ile.
Tüketici ve üretici arasındaki anlaşma ile tek taraflı et kalınlığı toleransına sahip boruların üretilmesine izin verilir. bu durumda, tek taraflı tolerans, duvar kalınlığındaki maksimum sapmaların toplamlarının toplamını geçmemelidir.
7. Çapı 76 milimetreden fazla olan borular için, çapakta duvarın 0.15 milimetre kalınlaşmasına izin verilir.
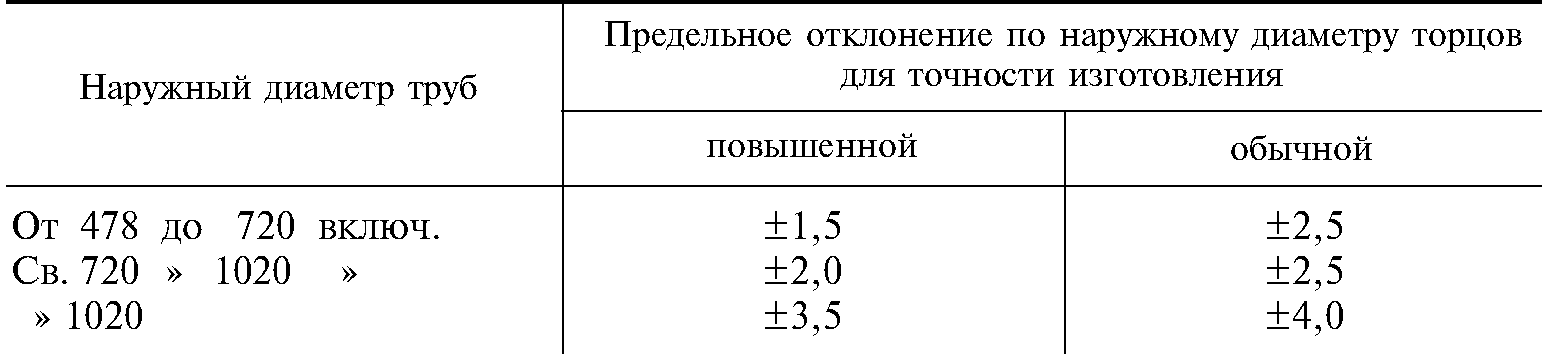
8. 478 milimetre ve daha fazla çapa sahip boru hatları için borular. GOST 10706'ya göre üretilmiştir. uçların dış çapında maksimum sapmalarla sağlanır. tabloda verilmiştir. 4.
Tablo 4
9. Çapı 530 milimetreye kadar olan boruların yuvarlaklığı ve tekdüzeliği. GOST 10705'e göre üretilmiştir. sırasıyla dış çap ve duvar kalınlığındaki maksimum sapmalardan daha fazla olmamalıdır.
478 mm veya daha fazla çapa sahip borular. GOST 10706'ya göre üretilmiştir. ovallik açısından üç doğruluk sınıfında olmalıdır. Boru uçlarının ovalliği aşağıdakileri aşmamalıdır:
- 1. doğruluk sınıfı için boruların dış çapının %1'i;
- 2. doğruluk sınıfı için boruların dış çapının %1,5'i;
- 3. sınıf doğruluk için boruların dış çapının %2'si.
Dış çapın 0.0 1 et kalınlığına sahip boru uçlarının ovalliği, üretici ve tüketici arasındaki anlaşma ile belirlenir.
10. Boruların eğriliği. GOST 10705'e göre üretilmiştir. 1 m uzunluk başına 1,5 milimetreyi geçmemelidir. Tüketicinin talebi üzerine, çapı 152 milimetreye kadar olan boruların eğriliği, 1 m uzunluk başına 1 milimetreden fazla olmamalıdır.
Boruların genel eğriliği. GOST 10706'ya göre üretilmiştir. boru uzunluğunun %0,2'sini geçmemelidir. Bu tür boruların uzunluğunun 1 m'si başına eğrilik belirlenmemiştir.
11. Teknik gereksinimler GOST 10705 ve GOST 10706 ile uyumlu olmalıdır.
Sembol örnekleri:
Dış çapı 76 milimetre olan bir boru. duvar kalınlığı 3 milimetre. ölçülen uzunluk Uzunlukta II doğruluk sınıfı. çelik sınıfı St3sp'den. B grubu GOST 10705-80'e göre üretilmiştir:
Not. V sözleşmeler borular. boyunca ısıl işlem görmüş. "boru" kelimesinden sonra T harfi eklenir; borular. kaynağın yerel ısıl işlemine tabi tutulmuş olan. - L harfi eklenir.
BİLGİ VERİSİ
1. SSCB Metalurji Bakanlığı tarafından GELİŞTİRİLMİŞ VE TANITILMIŞTIR
GELİŞTİRİCİLER
V.P.Sokurenko. Cand. teknoloji bilimler; V. M. Vorona. Cand. teknoloji Bilimler; P.N. Ivshin. Cand. teknoloji Bilimler; N.F. Kuzenko. VF Ganzina
Elektrik kaynaklı çelik hat kaynaklı borular. Menzil
GOST 10704-91
OKP 13 7300, 13 8100, 13 8300
Tanıtım tarihi 01.01.93
1. Bu standart, boyuna elektrik kaynaklı çelik boruların aralığını belirtir.
2. Boruların boyutları tabloya uygun olmalıdır. bir.
3. Borunun uzunluğu yapılır: ölçü dışı uzunluk:
30 mm çapa kadar - en az 2 m; çapı ile St. 30 ila 70 mm - en az 3 m; St. 70 ila 152 mm - en az 4 m; St. 152 mm - en az 5 m.
Tüketicinin talebi üzerine, GOST 10705'e göre 152 mm'den büyük çapa sahip A ve B gruplarının boruları en az 10 m uzunluğunda yapılır; 70 mm çapa kadar tüm grupların boruları - en az 4 m uzunluğunda; ölçülen uzunluk:
70 mm çapa kadar - 5 ila 9 m;
çapı ile St. 70 ila 219 mm - 6 ila 9 m;
çapı ile St. 219 - 426 mm - 10 - 12 m.
426 mm'den büyük çaplı borular sadece ölçülmemiş uzunlukta yapılır. Üretici ve tüketici arasındaki anlaşma ile 70 ila 219 mm çapında boruların 6 ila 12 m arasında yapılmasına izin verilir;
uzunluk katları ile en az 250 mm katları ve boruları ölçmek için belirlenen alt sınırı aşmayan. Her kesim için pay, 5 mm'ye ayarlanır (başka bir pay belirtilmemişse) ve her bir çokluğa dahil edilir.
tablo 1
Tablonun devamı. bir
Tablonun devamı. bir
Tablonun devamı. bir
Tablonun devamı. bir
Tablonun devamı. bir
Tablonun devamı. bir
Tablonun devamı. bir
Tablonun devamı. bir
NOT:
1. GOST 10706'ya göre boru imalatında, dikişin güçlendirilmesi nedeniyle teorik kütle% 1 artar.
2. Üretici ve tüketici arasındaki anlaşma ile 41.51.5-3.0 boyutlarında borular üretilir; 43 1.0, 1.5-3.0; 43.51.5-3.0; 52 2.5; 69.61.8; 111.8 2.3; 146.15.3; 6.5; 7.0; 7.7; 8.5; 9.5; 10.7; 152.41.9; 2.65, 1682.65; 177.31.9; 1982.8; 203 2.65; 299 4.0; 530 7.5; 720 7.5; 820 8.5; 1020 9.5; 15.5; 1220 13.5; 14,6; 15,2 mm, ayrıca tablo içinde ara duvar kalınlığı ve çapları ile. bir.
3. Parantez içindeki boru boyutları yeni tasarım için önerilmez.
3.1. Ölçülen ve birden fazla uzunluktaki borular, uzunluk olarak iki doğruluk sınıfında üretilir:
I - uç düzeltme ve çapak alma ile;
II - düzeltme ve çapak alma olmadan (değirmen hattında kesme ile).
3.2. Ölçüm borularının uzunluğu boyunca limit sapmaları tabloda verilmiştir. 2.
Tablo 2

3.3. Birden fazla borunun toplam uzunluğu boyunca maksimum sapmalar aşağıdakileri aşmamalıdır:
15 mm - I sınıfı doğruluktaki borular için;
100 mm - II doğruluk sınıfı borular için.
3.4. Tüketicinin talebi üzerine, ölçülen ve çoklu doğruluk sınıfı II uzunluklarına sahip borular, bir veya iki tarafta kesme uçlu olmalıdır.
4. Borunun dış çapı için sınır sapmaları tabloda verilmiştir. 3.
Tablo 3
Not: Çevre ölçümüyle kontrol edilen çaplar için, en yüksek ve en düşük çevre sınırları en yakın 1 mm'ye yuvarlanır.
5. Tüketicinin talebi üzerine GOST 10705'e uygun borular tek taraflı veya dış çapta ofset toleranslı olarak üretilmektedir. Tek taraflı veya ofset toleransı, tabloda verilen maksimum sapmaların toplamını geçmemelidir. 3.
6. Duvar kalınlığındaki sınır sapmaları aşağıdakilere karşılık gelmelidir:
± %10 - 152 mm'ye kadar boru çapları için;
GOST 19903 - normal doğrulukta maksimum sac genişliği için 152 mm'nin üzerindeki boru çapları için.
Tüketici ve üretici arasındaki anlaşma ile, duvar kalınlığında tek taraflı toleransa sahip boruların üretilmesine izin verilirken, tek taraflı tolerans, duvar kalınlığındaki maksimum sapmaların toplamını geçmemelidir.
7. Çapı 76 mm'den büyük olan borular için çapakta 0,15 mm duvar kalınlaşmasına izin verilir.
8. GOST 10706'ya göre üretilen 478 mm ve daha büyük çaplı boru hatları için borular, tabloda verilen uçların dış çapındaki maksimum sapmalarla sağlanır. 4.
9. GOST 10705'e göre üretilen 530 mm'ye kadar çapa sahip boruların ovalliği ve düzgünlüğü, sırasıyla dış çap ve duvar kalınlığındaki maksimum sapmalardan daha fazla olmamalıdır.
GOST 10706'ya göre üretilen 478 mm ve daha büyük çaplı borular, ovallik açısından üç doğruluk sınıfında olmalıdır. Boru uçlarının ovalliği aşağıdakileri aşmamalıdır:
1. doğruluk sınıfı için boruların dış çapının %1'i;
2. sınıf doğruluk için boruların dış çapının %1,5'i;
3. sınıf doğruluk için boruların dış çapının %2'si.
Dış çapın 0,01'den daha az et kalınlığına sahip boru uçlarının ovalliği, üretici ve tüketici arasındaki anlaşma ile belirlenir.
10. GOST 10705'e göre yapılan boruların eğriliği, 1 m uzunluk başına 1,5 mm'yi geçmemelidir.Tüketicinin talebi üzerine, çapı 152 mm'ye kadar olan boruların eğriliği, başına 1 mm'den fazla olmamalıdır. 1 m uzunluk.
GOST 10706'ya göre üretilen boruların toplam eğriliği, boru uzunluğunun %0,2'sini geçmemelidir. Bu tür boruların uzunluğunun 1 m'si başına eğrilik belirlenmemiştir.
11. Teknik gereksinimler GOST 10705 ve GOST 10706 ile uyumlu olmalıdır.
EKİPMAN ÖRNEKLERİ
Dış çapı 76 mm, et kalınlığı 3 mm, ölçülen uzunluk, doğruluk sınıfı II, çelik sınıfı St3sp'den yapılmış, B GOST 10705-80 grubuna göre üretilmiş bir boru:
Aynısı, dış çapta artan doğruluk, 2000 mm'ye bölünebilen uzunluk, uzunluk olarak doğruluk sınıfı I, çelik sınıfı 20'den yapılmış, B GOST 10705-80 grubuna göre yapılmış:
Dış çapı 25 mm, et kalınlığı 2 mm, uzunluğu 2000 mm'nin katları, uzunluk olarak doğruluk sınıfı II, GOST 10705-80 D grubuna göre üretilmiş bir boru:
1020 mm dış çapa sahip boru, artan üretim doğruluğu, 12 mm et kalınlığı, uçların dış çapında artan doğruluk, ovallikte 2. sınıf doğruluk, ölçülmemiş uzunluk, StZsp çelikten yapılmış, B grubuna göre üretilmiş GOST 10706 -76:
Not: Tüm cilt boyunca ısıl işlem görmüş boruların sembollerinde "boru" kelimesinden sonra T harfi eklenir; kaynağın yerel ısıl işlemine tabi tutulmuş borulara L. harfi eklenir.
BİLGİ VERİSİ
1. SSCB Metalurji Bakanlığı tarafından GELİŞTİRİLMİŞ VE TANITILMIŞTIR
V.P.Sokurenko, Cand. teknoloji bilimler; V. M. Vorona, Cand. teknoloji bilimler; P.N. Ivshin, Cand. teknoloji bilimler; N.F. Kuzenko, V.F. Ganzina