Les tubes soudés longitudinalement (GOST 10704-91 et 10705-80) peuvent être produits en plusieurs groupes différents avec ou sans traitement thermique supplémentaire.
1 Tubes en acier électrosoudés longitudinaux - GOST 10705-80
La norme d'État spécifiée fournit des informations sur l'assortiment et la technologie de fabrication des soudures à joint droit produits de tuyauterie, qui ont un diamètre de 10 à 530 millimètres. Ils sont fabriqués à partir de matériaux faiblement alliés et destinés à être utilisés dans le cadre de divers bâtiments et autres structures, en tant qu'éléments de pipelines et produits à des fins diverses.
Notez que GOST 10705–80 "n'obéit pas" aux tuyaux utilisés pour la production de radiateurs thermiques électriques. Selon les caractéristiques de qualité, le tube en acier à joint droit (GOST 10704-91 et 10705-80) est affecté à l'un des quatre groupes. Les produits du groupe "A" sont fabriqués conformément à la norme d'État 380 à partir d'acier semi-silencieux, calme et bouillant 1, 2, 3 et 4. Les produits finis sont fabriqués avec la normalisation des paramètres mécaniques. Les produits du groupe "B" sont fabriqués par :
- selon la norme d'État 9045 en acier 08Yu;
- selon la norme 380 de St1–St4 ;
- selon la norme 19281 à partir d'aciers à faible taux d'alliage, dans lesquels le carbone ne doit pas dépasser 0,46% (faisant ainsi des tuyaux d'une section supérieure à 114 mm);
- selon State Standard 1050 de St10, 08, 20 et 15 (sp, kp, ps).

De plus, les produits du groupe "B" (tous sont obligatoirement normalisés en fonction de leur composition chimique) sont en acier 22GU, qui a les caractéristiques suivantes composition chimique(en pourcentage):
- de 1,2 à 1,4 - manganèse;
- de 0,15 à 0,22 - carbone;
- 0,03 - titane;
- de 0,15 à 0,3 - silicium;
- de 0,02 à 0,05 - aluminium;
- jusqu'à 0,02 - phosphore et calcium;
- jusqu'à 0,4 - chrome;
- jusqu'à 0,01 - soufre;
- jusqu'à 0,012 - azote.
Les tuyaux du groupe "C" sont déjà normalisés tant en termes de composition chimique que de caractéristiques mécaniques, tandis que leur production est réalisée à partir d'aciers utilisés pour fabriquer les produits du groupe "B". De plus, les structures de tuyaux à joint droit peuvent également appartenir au groupe "D". Dans ce cas, ils sont normalisés en termes de pression d'épreuve hydraulique.

GOST dit que :
- les tuyaux en acier avec une petite quantité d'éléments d'alliage peuvent être produits à la fois sans traitement thermique supplémentaire et avec (par exemple, avec), et le traitement est effectué sur l'ensemble du joint soudé ou sur le volume de la structure);
- également traités à des températures élevées et des produits en aciers à composition de carbone, mais ils peuvent également être réduits par une technologie à chaud, mais les produits de St1 ne subissent jamais de traitement thermique;
- une usine qui produit des structures électrosoudées a le droit de choisir indépendamment une option de traitement thermique spécifique, elle est autorisée à la réaliser même dans un environnement protecteur, mais sous accord préalable avec l'acheteur du produit fini.
2 Exigences particulières pour les tuyaux soudés avec un joint droit conformément à GOST 10705
Les produits tubulaires finis sont soumis aux exigences suivantes de la norme nationale :
- Sur leurs surfaces, il ne devrait pas y avoir de couchers de soleil, de fissures, de défauts et de captivité. Si les tuyaux sont traités à haute température, la présence d'un film d'oxyde sur les produits est autorisée. Dans ce cas, la présence de tartre n'est pas autorisée.
- Dans les cas où des traces de décapage, de petits risques, des entailles, du tartre, des ondulations, des bosses ne conduisent pas la section de la structure du tuyau et son épaisseur de paroi au-delà des écarts admissibles, ils peuvent être présents sur les produits.
- La zone de soudage doit être nettoyée et le manque de pénétration du joint est également soudé.
- Les bords peuvent être décalés par rapport à l'épaisseur de paroi (nominale) de pas plus de 10 %. Pour les tuyaux d'une section de 159 mm ou plus, l'indicateur de déplacement admissible passe à 20 %.

Les paramètres mécaniques de l'acier de base pour les produits réduits à chaud et traités thermiquement varient selon sa nuance :
- allongement : de 20 (acier 26KhMA, 17G1S, 09G2S, 20F, 13KhFA) à 30 (08Yu) % ;
- limite d'élasticité : de 174 (08Yu et 08kp) à 343 (26XMA, 17G1S, etc.) N/mm 2 ;
- résistance (temporaire) à la rupture : de 255 à 490 kgf/mm 2.
Les caractéristiques mécaniques des alliages faiblement alliés et de l'acier 22GU peuvent différer de celles standard en accord avec les consommateurs.

D'autres dispositions importantes du document décrivant le processus de production de tubes soudés longitudinalement comprennent les exigences suivantes :
- une couture dans le sens transversal est autorisée sur les produits d'une section de 57 mm ou plus;
- si des tuyaux traités thermiquement sont en cours de réparation travaux de soudure, ils doivent être retraités le long de la couture ou en volume selon une technique similaire ;
- assurez-vous d'enlever la bavure extérieure sur les produits;
- les bavures sont éliminées des extrémités des structures (par décapage), les tuyaux sont coupés à angle droit.
3 tubes soudés longitudinalement - GOST 10704-91
Ce document officiel établit les dimensions des produits tubulaires en acier selon GOST 10705, ainsi que leurs écarts maximaux par rapport aux valeurs standard et l'assortiment de tubes électrosoudés. De là, vous pouvez découvrir que le produit fini est fabriqué selon les paramètres suivants :
- diamètre (extérieur) : 10–1420 mm ;
- longueur: non mesurée - 2–5 m, selon la section du tuyau, mesurée - 5–12 m; multiple (la multiplicité ne doit pas être supérieure à la limite inférieure de la longueur mesurée et en même temps avoir une multiplicité de 25 cm ou plus);
- épaisseur de paroi : 1–32 mm ;
- masse (théorique) d'un kilogramme de produit fini : varie de 0,222 kg pour un tube de 1 mm de paroi et de 10 mm de section à 779 kg pour les produits de 32 mm de paroi et de 1020 mm de section.
Il est important de savoir que dans le cas où les produits sont fabriqués selon la norme d'État 10706, le poids des tuyaux est important pour tous les produits, ce qui est dû à la nécessité de renforcer la soudure.

Les écarts de longueur (dimensionnels) des structures de tuyaux peuvent être les suivants :
- +5 cm pour les produits de la 2ème classe et +1 cm de la 1ère classe (tuyaux de moins de 6 mètres de long) ;
- +7 et +1,5 cm pour les tuyaux de plus de 6 mètres.
Selon la longueur multiple, les écarts autorisés par la norme sont de +10 cm pour les produits de la 2ème classe et de +1,5 cm pour la 1ère, quelle que soit la longueur de la structure. Sous les tuyaux de la 1ère classe, il s'agit de produits aux extrémités ébavurées et coupées, la 2ème classe - sans ébavurage ni rognage.
La précision de fabrication d'un tuyau soudé longitudinalement selon GOST 10704–91 peut être:
- élevé;
- ordinaire.

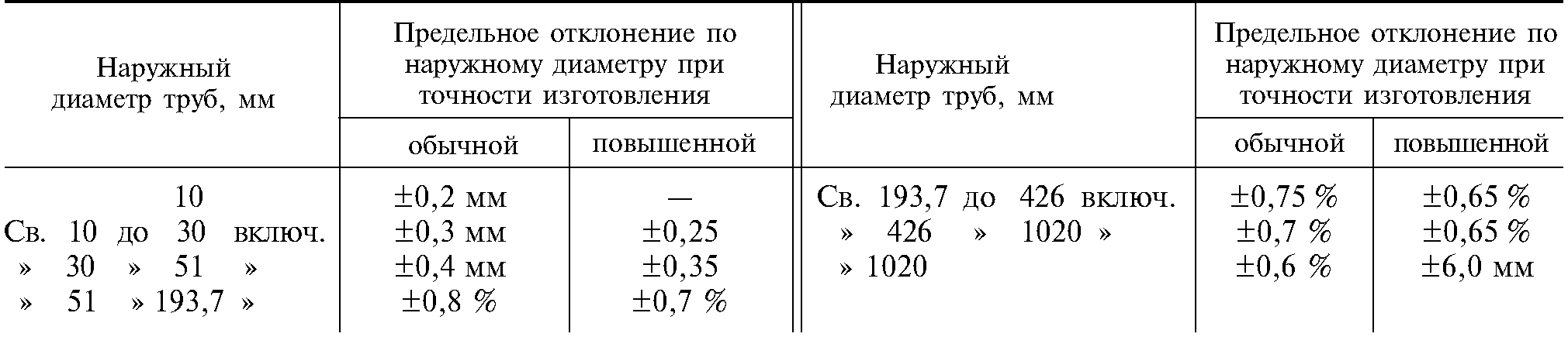
La précision de la production est prise en compte lors de la description des écarts admissibles des produits finis par rapport à leur diamètre (extérieur):
- tuyaux de plus de 1020 mm : ±6,0 mm (haute précision) et ±0,6 % (normal) ;
- 426-1020 : ±0,65 % et ±0,7 % ;
- 193,7-426 : ±0,65 % et ±0,75 % ;
- 51-193.7 : ±0,7% et ±0,8% ;
- 30–51 : ±0,35 mm et ±0,4 mm ;
- 10–30 : ±0,25 mm et ±0,3 mm.
Les tuyaux dont la section transversale est inférieure à 10 mm de précision normale peuvent présenter des écarts allant jusqu'à ± 0,2 mm; pour les produits de haute précision, les écarts ne sont pas fournis.
La différence d'épaisseur de paroi et la valeur d'ovalisation des produits soudés électriquement avec une section transversale ne dépassant pas 530 mm ne sont pas supérieures aux écarts autorisés d'épaisseur de paroi et de section extérieure, respectivement. Mais la courbure des tuyaux ne peut être supérieure à 1,5 mm par mètre de leur longueur. Pour les produits destinés à être utilisés dans des structures critiques en tant qu'éléments constitutifs, la courbure doit être encore moindre - jusqu'à 1 mm.
IPK PUBLISHING HOUSE OF STANDARDS NORME D'ÉTAT DE L'UNION DE LA SSR
TUYAUX EN ACIER SOUDÉS ÉLECTRIQUEMENT.
Assortiment.
1. Cette norme spécifie assortiment de tubes longitudinaux en acier électrosoudés.
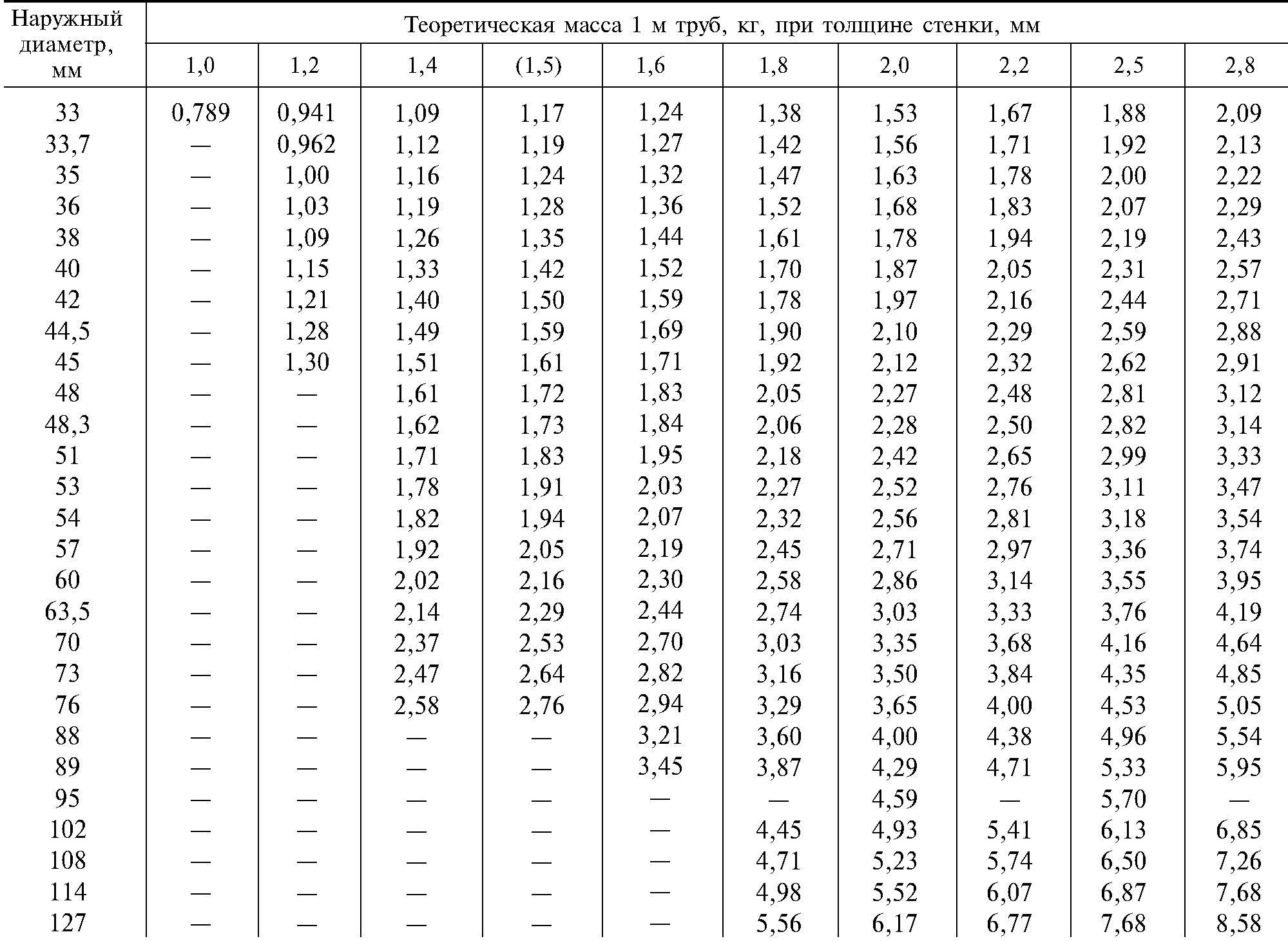
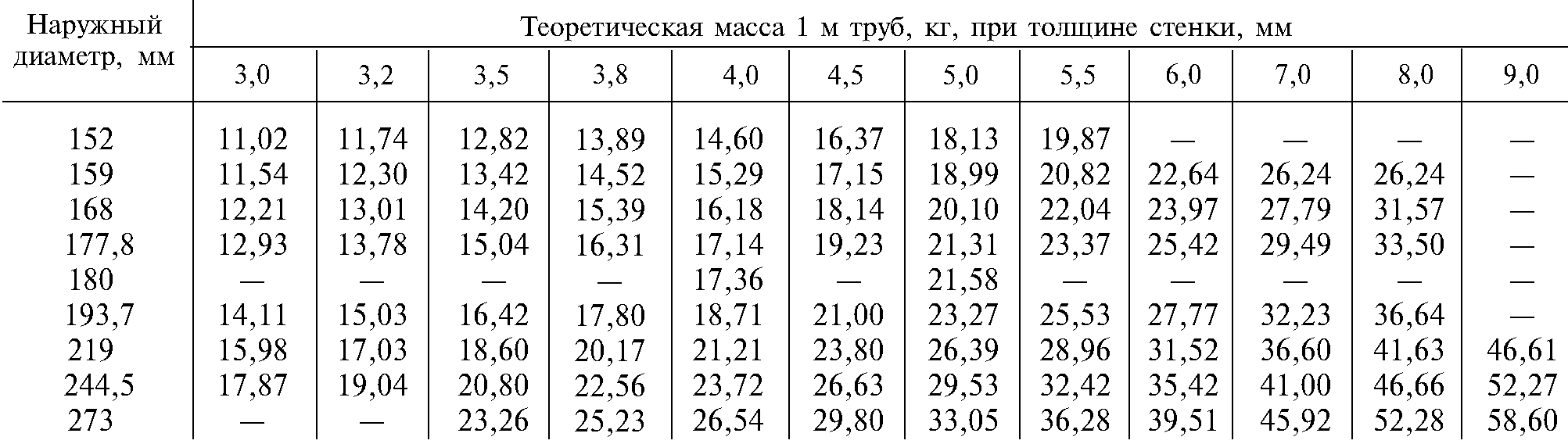
2. Les dimensions des tuyaux doivent correspondre au tableau. un .
3. La longueur du tuyau est faite : longueur aléatoire :
- avec un diamètre allant jusqu'à 30 millimètres - pas moins de 2 m;
- avec un diamètre de 30 à 70 millimètres - au moins 3 m;
- avec un diamètre de St. 70 à 152 millimètres - au moins 4 m;
- avec un diamètre de St. 152 millimètres - au moins 5 m.
À la demande du consommateur, les tuyaux des groupes A et B selon GOST 10705 d'un diamètre supérieur à 152 millimètres sont fabriqués avec une longueur d'au moins 10 m; tuyaux de tous les groupes d'un diamètre allant jusqu'à 70 millimètres - d'au moins 4 m de long;
- longueur mesurée :
- avec un diamètre allant jusqu'à 70 millimètres - de 5 à 9 m;
- avec un diamètre de St. 70 à 219 millimètres - de 6 à 9 m;
- avec un diamètre de St. 219 à 426 millimètres - de 10 à 12 m.
Les tuyaux d'un diamètre supérieur à 426 millimètres ne sont fabriqués que dans des longueurs aléatoires. Par accord entre le fabricant et le consommateur, les tuyaux d'un diamètre supérieur à 70 à 219 millimètres peuvent être fabriqués de 6 à 12 m; un multiple de la longueur, un multiple d'au moins 250 millimètres et ne dépassant pas la limite inférieure. ensemble pour mesurer les tuyaux. La tolérance pour chaque coupe est fixée à 5 millimètres (si aucune autre tolérance n'est spécifiée) et est incluse dans chaque multiplicité. Pour calculer le poids du tuyau ou la longueur du tuyau, vous pouvez utiliser le calculateur de tuyau.
Tableau 1
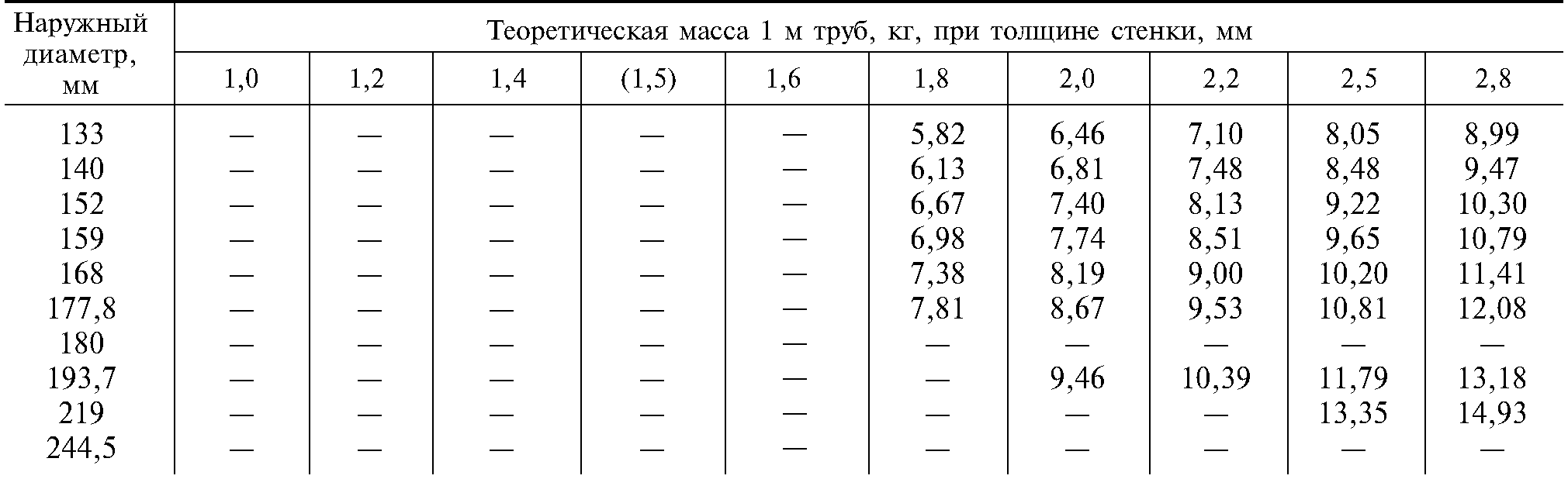
Suite du tableau. un
|
Diamètre extérieur. millimètres |
Poids théorique de 1 m de tuyaux. kg. à l'épaisseur du mur. millimètres |
|||||||||
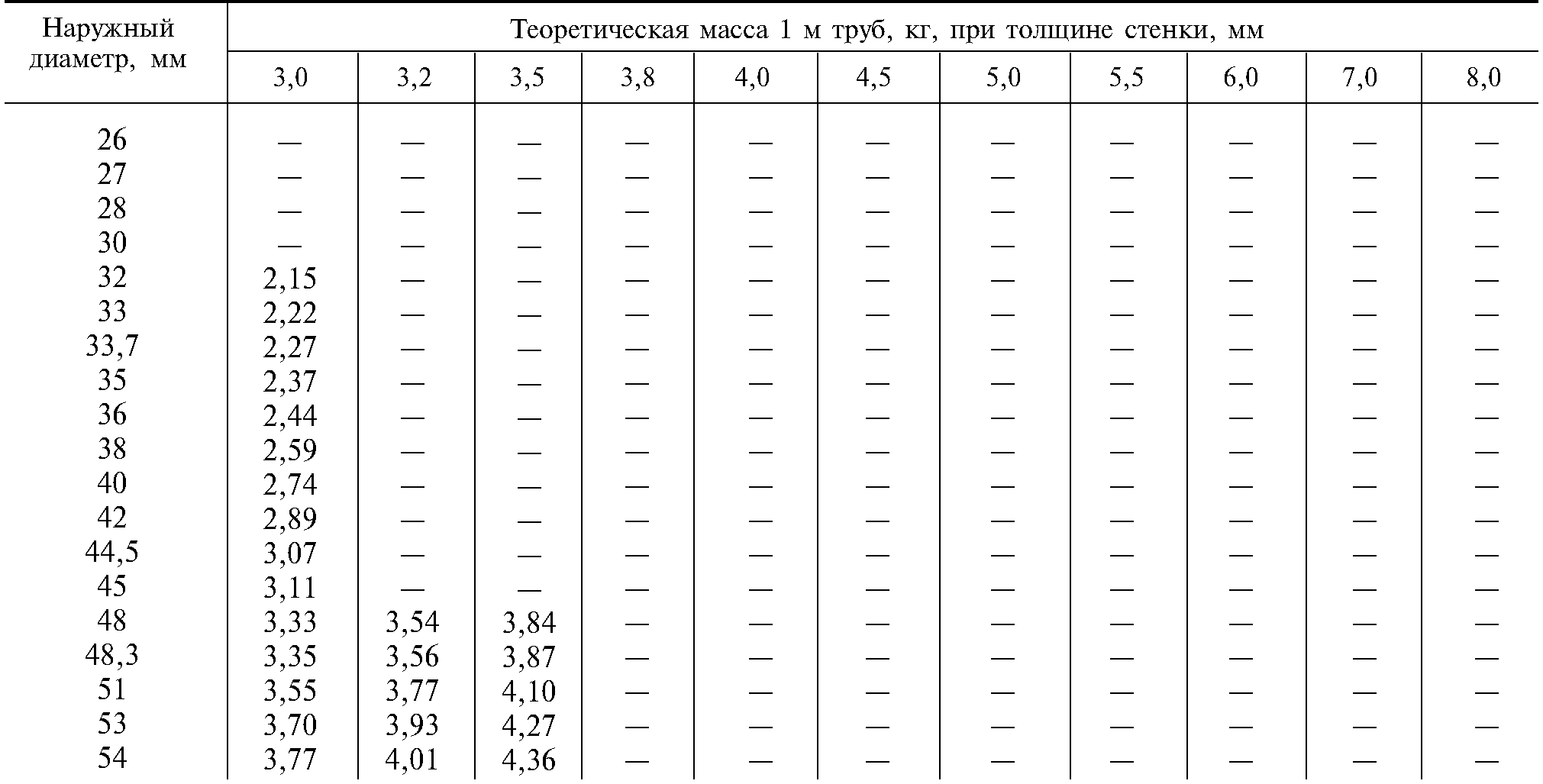
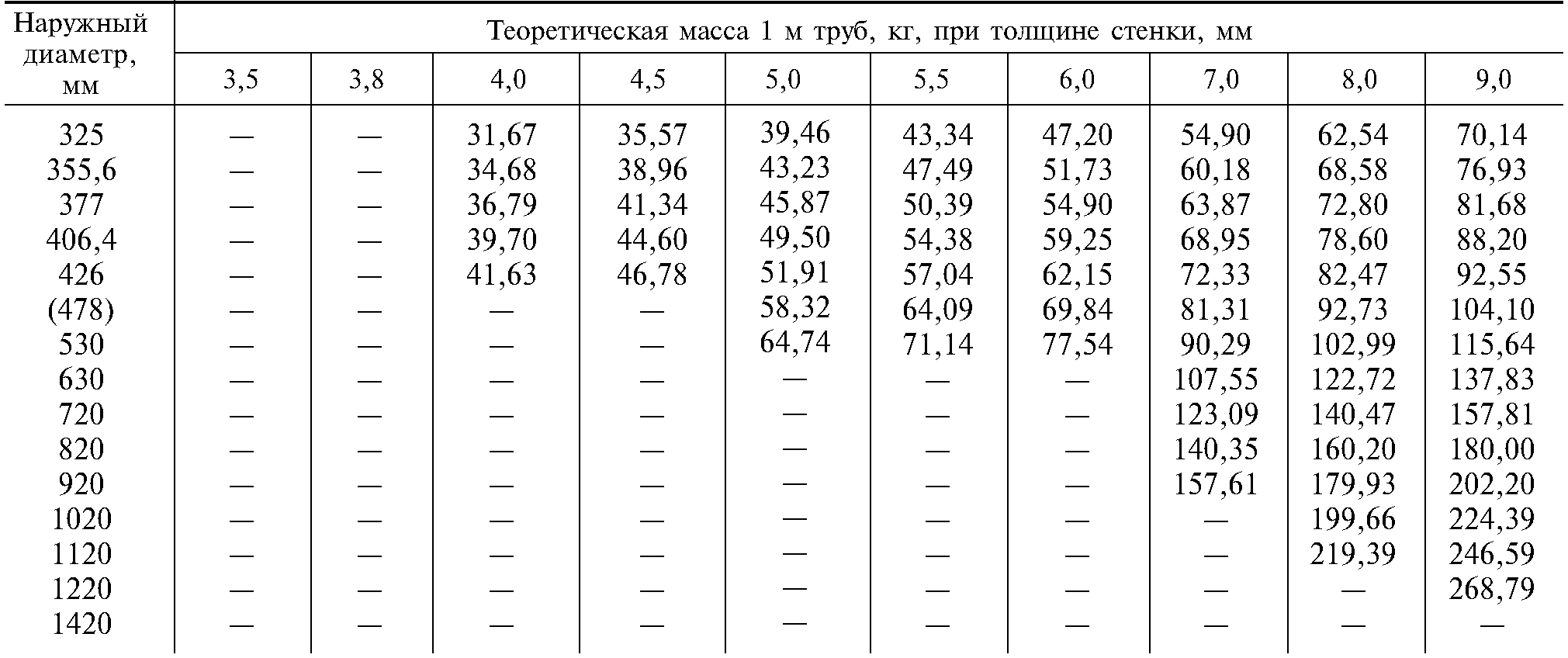
Suite du tableau. un
|
Diamètre extérieur. millimètres |
Poids théorique de 1 m de tuyaux. kg. à l'épaisseur du mur. millimètres |
|||||||||
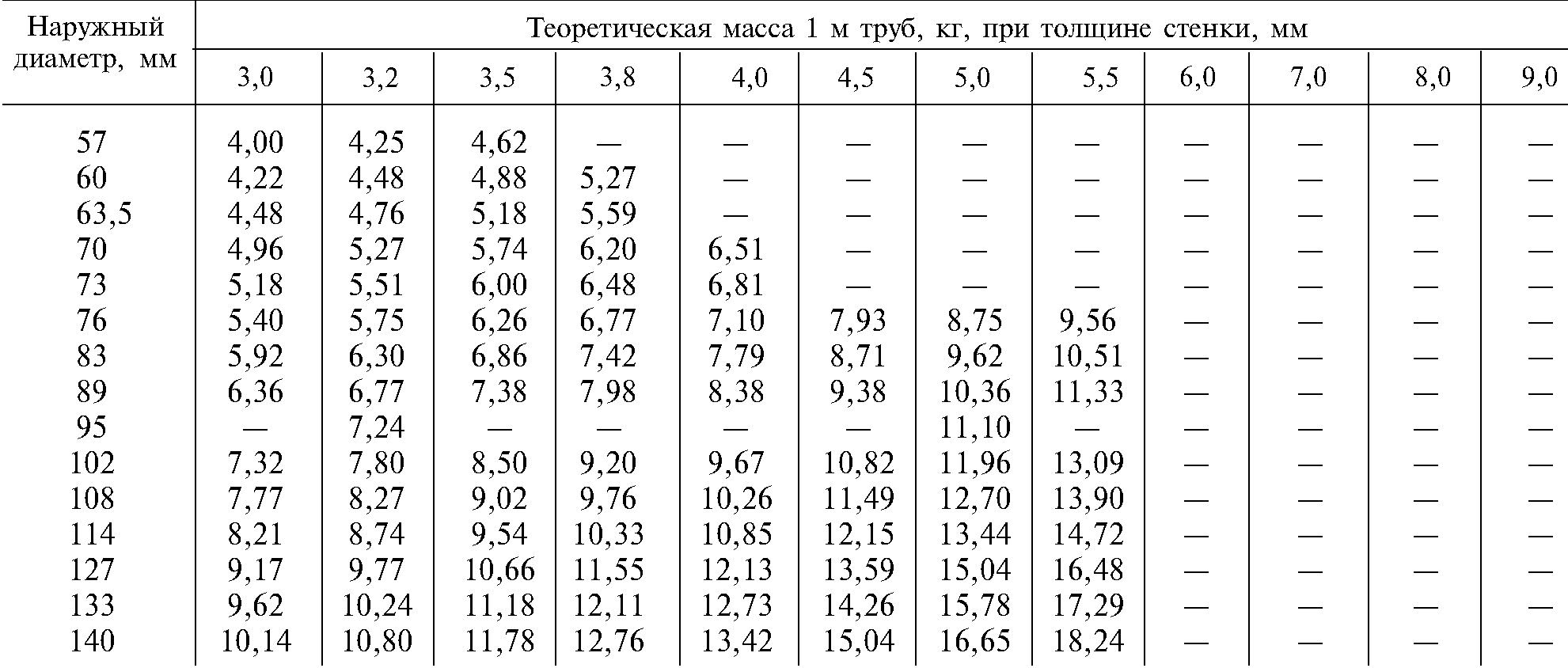
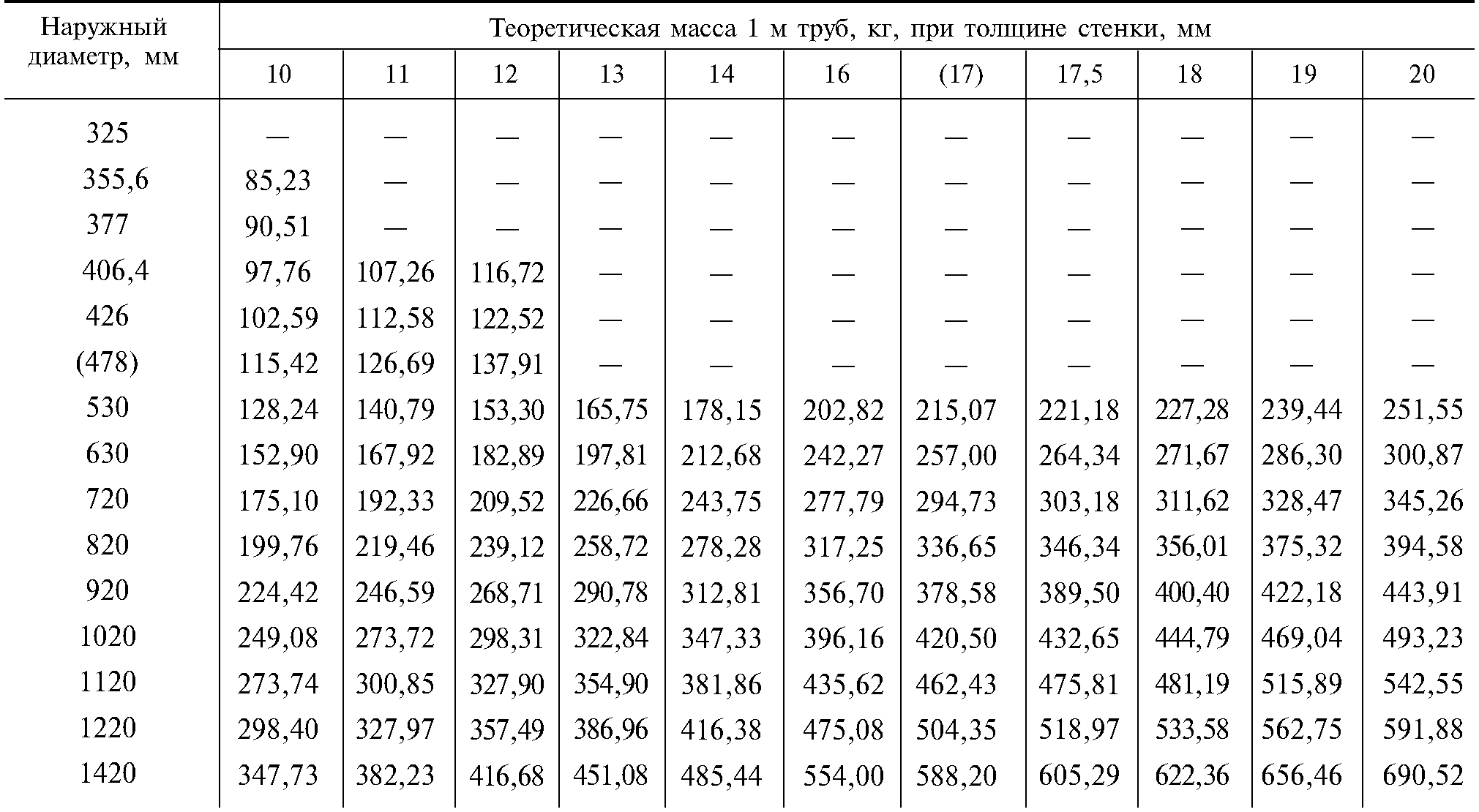
Suite du tableau. un
|
Diamètre extérieur. millimètres |
Poids théorique de 1 m de tuyaux. kg. à l'épaisseur du mur. millimètres |
||||||||||
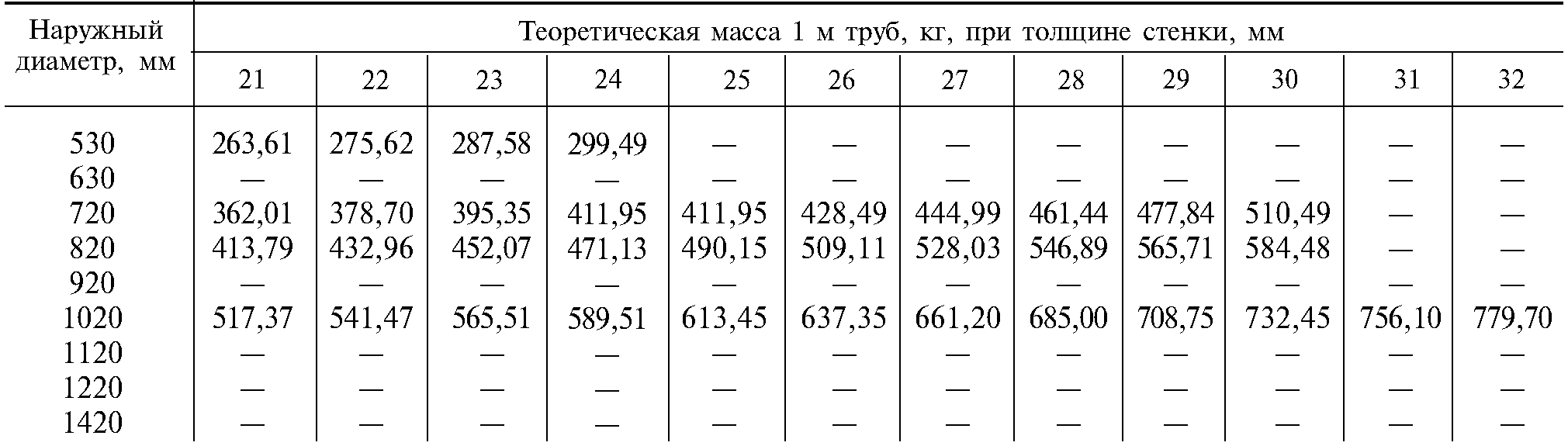
Suite du tableau. un
|
Diamètre extérieur. millimètres |
Poids théorique de 1 m de tuyaux. kg. à l'épaisseur du mur. millimètres |
|||||||||||
Suite du tableau. un
|
Diamètre extérieur. millimètres |
Poids théorique de 1 m de tuyaux. kg. à l'épaisseur du mur. millimètres |
|||||||||
Suite du tableau. un
|
Diamètre extérieur. millimètres |
Poids théorique de 1 m de tuyaux. kg. à l'épaisseur du mur. millimètres |
||||||||||
Suite du tableau. un
|
Diamètre extérieur. millimètres |
Poids théorique de 1 m de tuyaux. kg. à l'épaisseur du mur. millimètres |
|||||||||||
Remarques:
1. Dans la fabrication de tuyaux conformément à GOST 10706, la masse théorique augmente de 1% en raison du renforcement de la couture.
2. Par accord entre le fabricant et le consommateur, les tuyaux sont fabriqués avec des dimensions de 41,5 ґ1,5-3,0 ; 43 ґ1.0 ; 1.53.0 ; 43,5 ґ1,5-3,0 ; 52 ґ2,5 ; 69,6 ґ1,8 ; 111,8 ґ2,3 ; 146.1 ґ5.3 ; 6,5 ; 7,0 ; 7,7 ; 8,5 ; 9,5 ; 10,7 ; 152,4 ґ1,9 ; 2,65 ; 168 ґ2,65 ; 177,3 ґ1,9 ; 198 ґ2,8 ; 203 ґ2,65 ; 299 ґ4.0 ; 530 ґ7,5 ; 720 ґ7,5 ; 820 ґ8.5 ; 1020 ґ9.5 ; 15,5 ; 1220 ґ13,5 ; 14.6 ; 15,2 millimètres. et également avec une épaisseur de paroi intermédiaire et des diamètres dans les limites du tableau. un.
3. Les dimensions des tuyaux ne sont pas recommandées pour les nouvelles conceptions.
3.1. Les tuyaux de longueurs mesurées et multiples sont fabriqués en deux classes de précision de longueur :
- I - avec bouts coupants et ébavurage;
- II - sans chanfreinage ni ébavurage (avec coupe dans la ligne de laminage).
3.2. Les écarts limites sur la longueur des tubes de mesure sont indiqués dans le tableau. 2.
Tableau 2
3.3. Les déviations limites sur la longueur totale de plusieurs tuyaux ne doivent pas dépasser :
- + 15 millimètres - pour les tuyaux de la classe de précision I;
- + 100 millimètres - pour les tuyaux de classe de précision II.
3.4. À la demande du consommateur, les tuyaux de longueurs mesurées et multiples de classe de précision II doivent être à bouts chanfreinés et d'un ou des deux côtés.
4. Les écarts limites pour le diamètre extérieur du tuyau sont indiqués dans le tableau. 3.
Tableau 3
Noter. Pour les diamètres. contrôlée par la mesure du périmètre. les valeurs limites les plus grandes et les plus petites des périmètres sont arrondies au millimètre le plus proche.
5. À la demande du consommateur, les tuyaux selon GOST 10705 sont fabriqués avec une tolérance unilatérale ou décalée sur le diamètre extérieur. La tolérance unilatérale ou décalée ne doit pas dépasser la somme des écarts limites. données dans le tableau. 3.
6. Les écarts limites d'épaisseur de paroi doivent correspondre à :
± 10% - avec des diamètres de tuyau jusqu'à 152 millimètres;
GOST 19903 - avec un diamètre de tuyau supérieur à 152 millimètres pour la largeur de feuille maximale de précision normale.
Par accord entre le consommateur et le fabricant, il est permis de fabriquer des tuyaux avec une tolérance unilatérale pour l'épaisseur de paroi. dans ce cas, la tolérance unilatérale ne doit pas dépasser su sommes des écarts limites le long de l'épaisseur de paroi.
7. Pour les tuyaux d'un diamètre supérieur à 76 millimètres, un épaississement de la paroi au niveau de la bavure de 0,15 millimètre est autorisé.
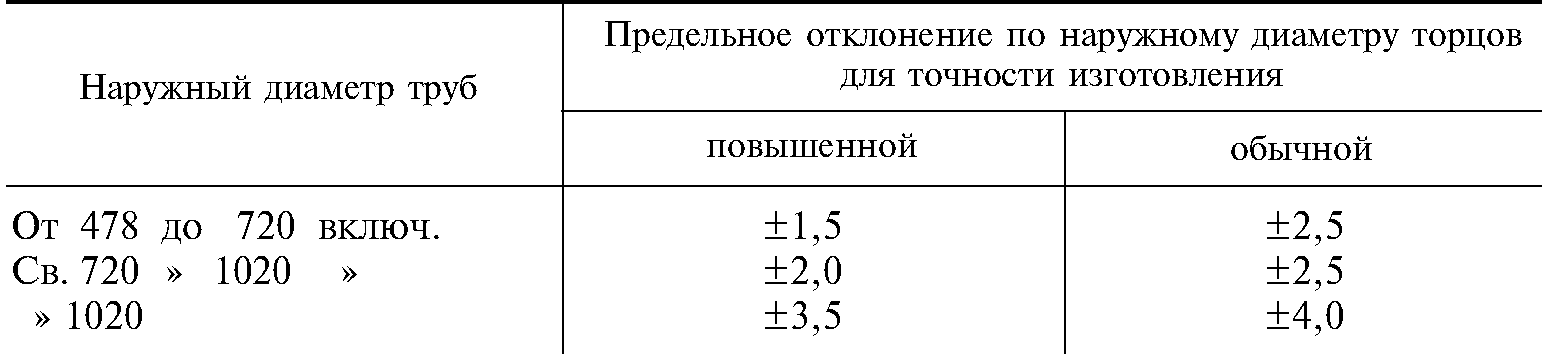
8. Tuyaux pour pipelines d'un diamètre de 478 millimètres ou plus. fabriqués conformément à GOST 10706. sont fournis avec des écarts maximaux dans le diamètre extérieur des extrémités. données dans le tableau. 4.
Tableau 4
9. Ovalité et équivalence des tuyaux d'un diamètre allant jusqu'à 530 millimètres inclus. fabriqué conformément à GOST 10705. ne doit pas dépasser les écarts maximaux, respectivement, du diamètre extérieur et de l'épaisseur de paroi.
Tuyaux d'un diamètre de 478 millimètres ou plus. fabriqué conformément à GOST 10706. doit être de trois classes de précision en termes d'ovalité. L'ovalité des extrémités des tubes ne doit pas dépasser :
- 1 % du diamètre extérieur des tuyaux pour la 1ère classe de précision ;
- 1,5 % du diamètre extérieur des tuyaux pour la 2e classe de précision ;
- 2% du diamètre extérieur des tuyaux pour la 3ème classe de précision.
L'ovalité des extrémités des tuyaux dont l'épaisseur de paroi est inférieure à 0,0 1 du diamètre extérieur est établie par accord entre le fabricant et le consommateur.
10. Courbure du tuyau. fabriqué conformément à GOST 10705. ne doit pas dépasser 1,5 millimètres par 1 m de longueur. À la demande du consommateur, la courbure des tuyaux d'un diamètre allant jusqu'à 152 millimètres ne doit pas dépasser 1 millimètre par 1 m de longueur.
Courbure générale des tuyaux. fabriqué conformément à GOST 10706. ne doit pas dépasser 0,2% de la longueur du tuyau. La courbure pour 1 m de la longueur de ces tuyaux n'est pas déterminée.
11. Les pré-requis techniques doit être conforme aux normes GOST 10705 et GOST 10706.
Exemples de symboles :
Tuyau d'un diamètre extérieur de 76 millimètres. épaisseur de paroi de 3 mm. longueur mesurée. II classe de précision en longueur. à partir de la nuance d'acier St3sp. fabriqué selon le groupe B GOST 10705-80 :
Noter. V Légende tuyaux. traité thermiquement partout. après les mots "pipe", la lettre T est ajoutée ; tuyaux. passé le traitement thermique local de la soudure. - L est ajouté.
INFORMATIONS DONNÉES
1. DÉVELOPPÉ ET INTRODUIT par le Ministère de la Métallurgie de l'URSS
DÉVELOPPEURS
V. P. Sokurenko. cand. technologie. les sciences; V. M. Vorona. cand. technologie. Les sciences; P.N. Ivshin. cand. technologie. Les sciences; N. F. Kuzenko. VF Ganzina
Tubes soudés en ligne en acier électrosoudés. Varier
GOST 10704-91
OKP 13 7300, 13 8100, 13 8300
Date de lancement 01.01.93
1. Cette norme établit une gamme de tubes longitudinaux en acier électrosoudés.
2. Les dimensions des tuyaux doivent correspondre au tableau. un.
3. La longueur du tuyau est faite : longueur aléatoire :
avec un diamètre allant jusqu'à 30 mm - au moins 2 m; avec un diamètre de St. 30 à 70 mm - pas moins de 3 m; avec un diamètre de St. 70 à 152 mm - pas moins de 4 m; avec un diamètre de St. 152 mm - pas moins de 5 m.
À la demande du consommateur, les tuyaux des groupes A et B selon GOST 10705 d'un diamètre supérieur à 152 mm sont fabriqués avec une longueur d'au moins 10 m; tuyaux de tous les groupes d'un diamètre allant jusqu'à 70 mm - d'au moins 4 m de long ; longueur mesurée :
avec un diamètre allant jusqu'à 70 mm - de 5 à 9 m;
avec un diamètre de St. 70 à 219 mm - de 6 à 9 m;
avec un diamètre de St. 219 à 426 mm - de 10 à 12 m.
Les tuyaux d'un diamètre supérieur à 426 mm ne sont fabriqués qu'en longueurs aléatoires. Par accord entre le fabricant et le consommateur, les tuyaux d'un diamètre supérieur à 70 à 219 mm peuvent être fabriqués de 6 à 12 m;
longueur multiple avec une multiplicité d'au moins 250 mm et ne dépassant pas la limite inférieure établie pour les tuyaux mesurés. La tolérance pour chaque coupe est fixée à 5 mm (si aucune autre tolérance n'est spécifiée) et est incluse dans chaque multiplicité.
Tableau 1
Suite du tableau. un
Suite du tableau. un
Suite du tableau. un
Suite du tableau. un
Suite du tableau. un
Suite du tableau. un
Suite du tableau. un
Suite du tableau. un
Remarques:
1. Dans la fabrication de tuyaux conformément à GOST 10706, la masse théorique augmente de 1% en raison du renforcement de la couture.
2. Par accord entre le fabricant et le consommateur, les tuyaux sont fabriqués avec des dimensions de 41.51.5-3.0 ; 43 1,0 ; 1,5-3,0 ; 43.51.5 - 3.0 ; 52 2,5 ; 69.61.8 ; 111,8 2,3 ; 146.15.3 ; 6,5 ; 7,0 ; 7,7 ; 8,5 ; 9,5 ; 10,7 ; 152.41.9 ; 2,65;1682,65; 177.31.9 ; 1982.8 ; 203 2,65 ; 299 4.0 ; 530 7,5 ; 720 7,5 ; 820 8,5 ; 1020 9,5 ; 15,5 ; 1220 13,5 ; 14,6 ; 15,2 mm, ainsi qu'avec une épaisseur de paroi et des diamètres intermédiaires dans le tableau. un.
3. Les dimensions des tuyaux entre parenthèses ne sont pas recommandées pour une nouvelle conception.
3.1. Les tuyaux de longueurs fixes et multiples sont fabriqués en deux classes de précision de longueur :
I - avec bouts coupants et ébavurage;
II - sans chanfreinage ni ébavurage (avec coupe dans la ligne de laminage).
3.2. Les écarts limites sur la longueur des tubes de mesure sont indiqués dans le tableau. 2.
Tableau 2

3.3. Les déviations limites sur la longueur totale de plusieurs tuyaux ne doivent pas dépasser :
15 mm - pour les tuyaux de la classe de précision I;
100 mm - pour tuyaux de classe de précision II.
3.4. À la demande du consommateur, les tuyaux de longueurs mesurées et multiples de classe de précision II doivent avoir des extrémités chanfreinées d'un ou des deux côtés.
4. Les écarts limites pour le diamètre extérieur du tuyau sont indiqués dans le tableau. 3.
Tableau 3
Remarque : Pour les diamètres contrôlés par la mesure du périmètre, les limites de périmètre les plus grandes et les plus petites sont arrondies au 1 mm le plus proche.
5. À la demande du consommateur, les tuyaux selon GOST 10705 sont fabriqués avec une tolérance unilatérale ou décalée sur le diamètre extérieur. La tolérance unilatérale ou décalée ne doit pas dépasser la somme des écarts maximaux indiqués dans le tableau. 3.
6. Les écarts limites d'épaisseur de paroi doivent correspondre à :
±10% - pour des diamètres de tuyau jusqu'à 152 mm ;
GOST 19903 - avec un diamètre de tuyau supérieur à 152 mm pour la largeur de feuille maximale de précision normale.
Par accord entre le consommateur et le fabricant, il est permis de fabriquer des tuyaux avec une tolérance unilatérale pour l'épaisseur de paroi, tandis que la tolérance unilatérale ne doit pas dépasser la somme des écarts maximaux pour l'épaisseur de paroi.
7. Pour les tuyaux d'un diamètre supérieur à 76 mm, un épaississement de la paroi au niveau de la bavure de 0,15 mm est autorisé.
8. Les tuyaux pour canalisations d'un diamètre de 478 mm ou plus, fabriqués conformément à GOST 10706, sont fournis avec des écarts maximaux dans le diamètre extérieur des extrémités indiqués dans le tableau. 4.
9. L'ovalité et la régularité des tuyaux d'un diamètre allant jusqu'à 530 mm inclus, fabriqués conformément à GOST 10705, ne doivent pas dépasser les écarts maximaux, respectivement, en termes de diamètre extérieur et d'épaisseur de paroi.
Les tuyaux d'un diamètre de 478 mm ou plus, fabriqués conformément à GOST 10706, doivent appartenir à trois classes de précision en termes d'ovalité. L'ovalité des extrémités des tubes ne doit pas dépasser :
1 % du diamètre extérieur des tuyaux pour la 1ère classe de précision ;
1,5 % du diamètre extérieur des tuyaux pour la 2e classe de précision ;
2% du diamètre extérieur des tuyaux pour la 3ème classe de précision.
L'ovalité des extrémités des tuyaux dont l'épaisseur de paroi est inférieure à 0,01 du diamètre extérieur est établie par accord entre le fabricant et le consommateur.
10. La courbure des tuyaux fabriqués conformément à GOST 10705 ne doit pas dépasser 1,5 mm par 1 m de longueur.À la demande du consommateur, la courbure des tuyaux d'un diamètre allant jusqu'à 152 mm ne doit pas dépasser 1 mm par 1 m de longueur.
La courbure totale des tuyaux fabriqués conformément à GOST 10706 ne doit pas dépasser 0,2% de la longueur du tuyau. La courbure pour 1 m de la longueur de ces tuyaux n'est pas déterminée.
11. Les exigences techniques doivent être conformes aux normes GOST 10705 et GOST 10706.
EXEMPLES DE CONVENTIONS
Un tuyau d'un diamètre extérieur de 76 mm, une épaisseur de paroi de 3 mm, une longueur mesurée, une classe de précision II en longueur, en acier de qualité St3sp, fabriqué selon le groupe B GOST 10705-80 :
La même précision accrue du diamètre extérieur, de la longueur, multiple de 2000 mm, classe de précision I de la longueur, à partir de la nuance d'acier 20, fabriquée selon le groupe B GOST 10705-80 :
Un tuyau d'un diamètre extérieur de 25 mm, une épaisseur de paroi de 2 mm, une longueur multiple de 2000 mm, une classe de précision II en longueur, fabriqué selon le groupe D GOST 10705-80 :
Tube d'un diamètre extérieur de 1020 mm, précision de fabrication accrue, épaisseur de paroi de 12 mm, précision accrue du diamètre extérieur des extrémités, précision d'ovalisation de 2e classe, longueur aléatoire, en acier de qualité StZsp, fabriqué selon le groupe B GOST 10706-76 :
Remarque Dans les symboles des tuyaux ayant subi un traitement thermique dans tout le volume, la lettre T est ajoutée après les mots "tuyau"; tuyaux ayant subi un traitement thermique local de la soudure, la lettre L est ajoutée.
INFORMATIONS DONNÉES
1. DÉVELOPPÉ ET INTRODUIT par le ministère de la Métallurgie des DÉVELOPPEURS de l'URSS
VP Sokurenko, Ph.D. technologie. les sciences; VM Vorona, Ph.D. technologie. les sciences; PN Ivshin, Ph.D. technologie. les sciences; N. F. Kuzenko, V. F. Ganzina