Elementele piesei de prelucrat situate în zona deformabilă și adiacente suprafeței interioare a piesei îndoite (din partea poansonului) sunt supuse compresiunii și adiacente la suprafata exterioara(din partea laterală a matricei) -întindere. Între fibrele întinse și comprimate există o linie neutră, a cărei lungime nu se modifică (Fig. 106).
Rahat. 106
Raza liniei neutre R în mm (Fig. 106) este determinat de formula
unde r este raza de îndoire, mm;
s - grosimea materialului mm;
x - coeficient, a cărui valoare depinde de raportul r / s (Tabelul 48).
Tabelul 48
|
Raportul R/s |
||||||||||
|
Coeficientul x |
0,323 |
0,340 |
0,356 |
0,367 |
0,379 |
0,389 |
0,400 |
0,413 |
0,421 |
0,426 |
|
Raportul R/s |
10 și mai mult |
|||||||||
|
Coeficientul x |
0,441 |
0,445 |
0,463 |
0,469 |
0,477 |
0,780 |
0,485 |
0,490 |
0,495 |
0,500 |
La ondularea balamalelor (buclelor) din cauza prezenței forțelor de frecare exterioare care împiedică deformarea, coeficientul x este determinat din tabel. 48a.
Tabelul 48a
|
Raportul R/s |
|||||||
|
Coeficientul x |
0,56 |
0,54 |
0,52 |
0,51 |
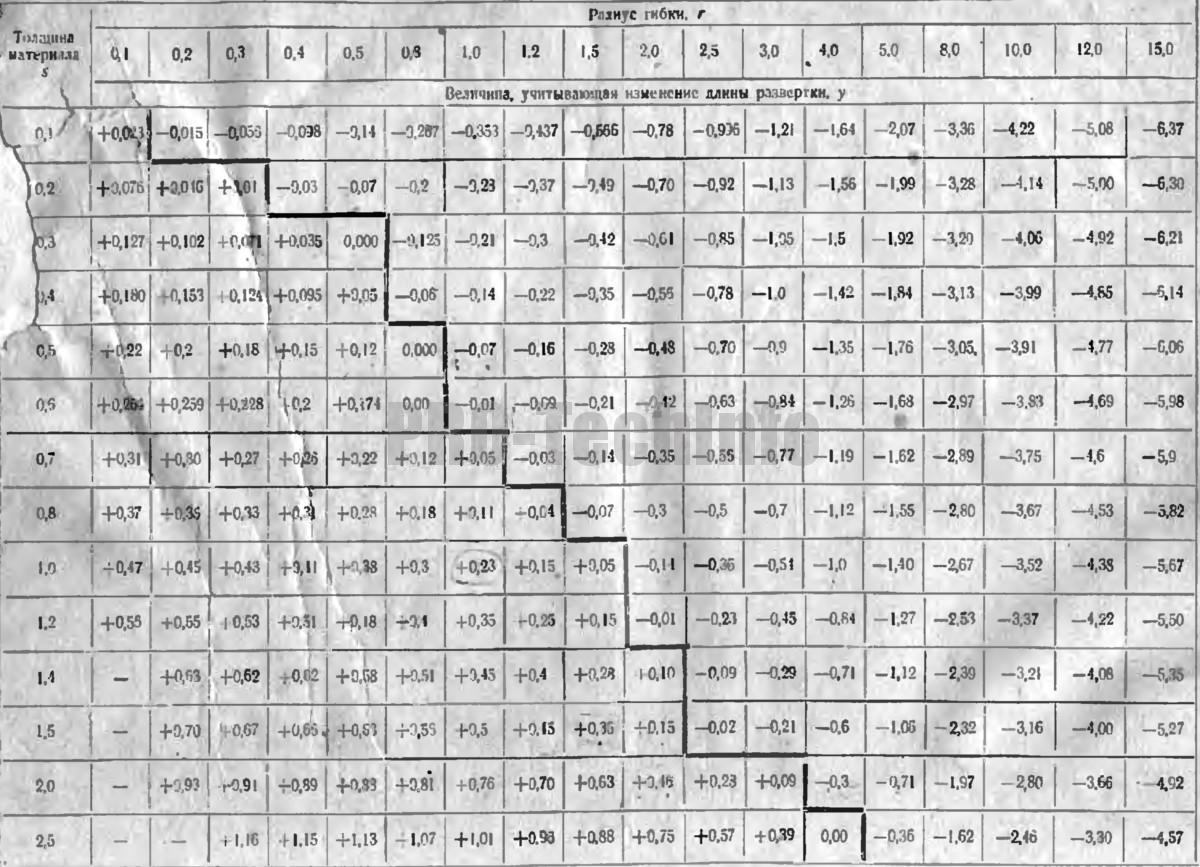
Lungimea măturarii piesa de îndoire L p în mm (Fig. 107) este determinată de formula
L р = (l 1 + l 2 + l 3 +...) + Π / 180 (φ 1 R 1 + φ 2 R 2 + φ 3 R 3 +...) (47)
unde l 1; l 2; l 3 - secțiuni drepte, mm;
φ 1; φ 2; φ 3 - unghiuri de îndoire, grade;
R1; R2; R 3 - razele liniei neutre, determinate de formula (46).

Rahat. 107
La îndoirea materialelor cu o grosime mai mare de 3 mm la un unghi de 90 ° cu o rază de îndoire r≤s, raza liniei neutre R, calculată prin formula (46), trebuie ajustată la valoarea R 1 (Fig. .108), pe baza stării de integritate materială și a punctelor de conjugare a și a 1 ale secțiunii curbe cu raza R 1 s drept a-a iar un 1 -a 1 trecând prin mijlocul grosimii s. Pe sectiunea C-C 1, linia punctată arată conturul exterior la calcul fără a ține cont de subțierea materialului. Datorită subțierii în timpul îndoirii, grosimea s 1 în această secțiune este mai mică decât s original.

Rahat. 108
Valorile R 1 ale razei liniei neutre corectate și lungimea arcului abа 1 trebuie calculate folosind formulele
R - este determinat de formula (46); r - raza de îndoire, mm; restul denumirilor sunt prezentate în fig. 108.
Elementele pentru determinarea dimensiunilor alezoarelor pieselor îndoite utilizate frecvent sunt date în tabel. 49.
Tabelul 49

Notă:
- y, y 1, y 2 - valori care iau în considerare modificarea lungimii măturarii la îndoire la un unghi de 90 °. Cu o grosime a materialului de până la 2,5 mm, luată conform tabelului. 50, și cu o grosime de 3 mm sau mai mult cu r
- x - coeficient, luat conform tabelului. 48a.
Tabelul 50
Tabelul 50a

Exemplu... Determinați lungimea măturii pentru piesa prezentată în desen. 109.

Rahat. 109
Conform tabelului. 49 L p = l + l 1 + y,unde l și l 1 sunt lungimile secțiunilor drepte ale părții îndoite;
y - găsim din tabel. 50a
Cu s = 4 mm și r = 3,5 mm
L p = 50 + 40 + 1,22 = 91,22 mm.
Dacă în desenul de lucru al unei piese sunt specificate toleranțe unilaterale, atunci pentru a calcula lungimea desfășurată, aceste toleranțe trebuie recalculate la două fețe, menținând în același timp câmpul de toleranță specificat. În acest caz, trebuie recalculate și dimensiunile nominale ale piesei (Fig. 110).

Rahat. 110
Masa 51 și 52 sunt date formule pentru calcularea lungimii măturii piese îndoite cu diverse date inițiale asupra desenului de lucru și diverse forme de împerechere.
Tabelul 51

Notă: x - coeficient, determinat din tabel. 48.
Tabelul 52






Determinarea dimensiunilor piesei de prelucrat în timpul îndoirii se realizează ca o desfășurare a piesei, în timp ce lungimile secțiunilor drepte și lungimile rotunjirilor, calculate prin stratul neutru, sunt însumate. Astfel de calcule nu prezintă dificultăți semnificative. În practică, la îndoirea unor piese deosebit de complexe, se recomandă să se obțină dezvoltarea lor empiric, deoarece nu este întotdeauna posibil să o calculeze cu precizie teoretic.
Există două cazuri principale de îndoire: 1) de-a lungul unei curbe cu o anumită rază; 2) la un unghi de curbură la r<0,3s.
Îndoirea de-a lungul unei curbe cu o anumită rază.
Pentru a determina lungimea piesei de prelucrat, puteți utiliza metoda de desfășurare a piesei, pe baza faptului că linia neutră își păstrează dimensiunile originale în timpul îndoirii și este situată în locuri de rotunjire la distanță. X 0 s din interiorul produsului (fig. 2.4). Prin urmare, pentru a determina lungimea piesei de prelucrat a unei piese complexe, lungimea secțiunilor drepte ale produsului îndoit trebuie însumată cu lungimea secțiunilor rotunjite, calculată folosind stratul neutru.
Pentru o piesă cu o îndoire la un unghi, lungimea piesei de prelucrat este determinată de formulă
![]() ,
(2.13)
,
(2.13)
unde l 1, l 2 - lungimea secțiunilor drepte ale produsului îndoit, mm;
l 0 - lungimea stratului neutru al secțiunii rotunjite, mm;
r- raza de curbură, mm;
Unghi de îndoire, grade;
X 0 - coeficient care determina pozitia stratului neutru.
Pentru o piesă cu mai multe colțuri, lungimea piesei de prelucrat este determinată de formulă

Orez. 2.4 Calcularea lungimii piesei de prelucrat
Pentru deformații elastoplastice mici, (la îndoirea pieselor de prelucrat cu o rază relativă de curbură r/ s>5 ) presupunem că stratul neutru trece prin mijlocul grosimii benzii p (pag 0 ) = p mier adică poziția sa este determinată de raza de curbură p =r+ s/2 ... A X 0 se gaseste prin formula:
Pentru deformațiile plastice semnificative, care apar la îndoirea pieselor de prelucrat cu o rază relativă de curbură, îndoirea este însoțită de o scădere a grosimii materialului și de o deplasare a stratului neutru către fibrele comprimate. În aceste cazuri, raza de curbură a stratului neutru de deformare ar trebui determinată de formula:
unde este coeficientul de subțiere a materialului (grosimea materialului după îndoire, mm).
Coeficientul de subțiere la îndoire depinde de tipul de material, de raza relativă de îndoire și de unghiul de îndoire. Distanța stratului neutru de suprafața interioară a piesei de prelucrat care urmează să fie îndoit la îndoirea benzilor largi este găsită prin formula
Valorile coeficienților și X O pentru îndoire sunt date în cărțile de referință.
Îndoirea într-un unghi fără rotunjire.
Când îndoiți într-un unghi fără rotunjire sau cu rotunzi cu rază foarte mică () , care este însoțită de o subțiere semnificativă a metalului în locurile de inflexiune, pentru a determina dimensiunea piesei de prelucrat (Figura 2.5) înainte de îndoirea AB și după îndoirea ABG, utilizați metoda egalității maselor.

Fig.2.5 Calculul lungimii piesei de prelucrat
În practică, utilizați următoarea formulă:
, (2.20)
unde L este lungimea piesei de prelucrat;
Cantitatea de material crește (alocație) pentru formarea colțului.
De obicei, această valoare, în funcție de duritatea și grosimea materialului, este considerată egală la fiecare unghi. Mai mult, cu cât materialul este mai moale, cu atât crește mai puțin și invers.
Lungimea piesei de prelucrat pentru n unghiuri drepte poate fi determinată prin formula:
Cu îndoire constantă. Odată cu îndoirea simultană a colțurilor, îndoirea este însoțită de întinderea materialului în mijloc și la capetele secțiunilor. În acest caz, întinderea materialului are loc peste cea mai mare parte a semifabricatului îndoit, astfel încât aici formarea colțurilor se datorează parțial întinderii materialului secțiunilor drepte. Prin urmare, pentru aceste cazuri, se recomandă să luați creșterea lungimii piesei de prelucrat la jumătate decât în cazul îndoirii secvențiale, adică să o luați.
Luați în considerare o situație care apare adesea în producția de îndoire. Acest lucru este valabil mai ales pentru atelierele mici care se descurcă cu mijloacele de mecanizare mică și mijlocie. Prin mecanizare mica si medie ma refer la folosirea masinilor de indoit manuale sau semiautomate. Operatorul insumeaza lungimea raftului, obtine lungimea totala a piesei de prelucrat pentru produsul necesar, masoara lungimea necesara, taie si .. dupa indoire, primeste un produs inexact. Erorile dimensionale ale produsului final pot fi foarte semnificative (în funcție de complexitatea produsului, de numărul de îndoituri etc.). Acest lucru se datorează faptului că atunci când calculați lungimea piesei de prelucrat, trebuie să luați în considerare grosimea metalului, raza de îndoire, coeficientul de poziție a liniei neutre (factor K). Acesta este ceea ce va fi dedicat acest articol.
Asadar, haideti sa începem.
Sincer, nu este dificil să calculezi dimensiunile piesei de prelucrat. Este necesar doar să înțelegeți că este necesar să se țină cont nu numai de lungimea rafturilor (secțiuni drepte), ci și de lungimea secțiunilor curbe, rezultate din deformațiile plastice ale materialului în timpul îndoirii.
Mai mult, toate formulele au fost deduse de mult de „oameni deștepți”, ale căror cărți și resurse le indic constant la sfârșitul articolelor (de acolo, dacă doriți, puteți obține informații suplimentare).
Astfel, pentru a calcula lungimea corectă a piesei de prelucrat (desfășurarea piesei), care asigură obținerea dimensiunilor date după îndoire, este necesar, în primul rând, să înțelegem ce opțiune vom folosi pentru a calcula.
Îți reamintesc:
Astfel, dacă aveți nevoie de o suprafață de raft A fără deformații (de exemplu, pentru localizarea găurilor), atunci efectuați calculul prin Opțiunea 1... Dacă înălțimea totală a raftului este importantă pentru dvs A atunci fără îndoială varianta 2 mai bine.
Opțiunea 1 (cu alocație)
Avem nevoie:
c) Însumați lungimile acestor segmente. În acest caz, lungimile secțiunilor drepte sunt însumate fără modificare, iar lungimile secțiunilor curbe - ținând cont de deformarea materialului și deplasarea corespunzătoare a stratului neutru.
Deci, de exemplu, pentru un gol cu o singură îndoire, formula va arăta astfel:
Unde X1 - lungimea primei secțiuni drepte, Y1 - lungimea celei de-a doua secțiuni drepte, φ -coltul exterior, r- raza interioară de îndoire, k S- grosimea metalului.
Astfel, calculul va proceda după cum urmează.
Y1 + BA1 + X1 + BA2 +..t.d
Lungimea formulei depinde de numărul de variabile.
Opțiunea 2 (dedusă)

Din experiența mea, acesta este cel mai comun calcul pentru mașinile de îndoit swing. Prin urmare, să luăm în considerare această opțiune.
Avem nevoie și de:
a) Determinați factorul K (vezi tabelul).
b) Împărțiți conturul părții îndoite în elemente care sunt segmente de linie dreaptă și părți de cercuri;
Aici este necesar să se ia în considerare un nou concept - marginea exterioară a îndoirii.
Pentru a fi mai ușor de imaginat, vezi imaginea:

Granița exterioară a îndoirii este această linie punctată imaginară.
Deci, pentru a găsi lungimea deducerii, trebuie să scădeți lungimea secțiunii curbe din lungimea limitei exterioare.
Astfel, formula pentru lungimea piesei de prelucrat conform opțiunii 2:
Unde Y2 , X2 - rafturi, φ -coltul exterior, r- raza interioară de îndoire, k- coeficientul de poziție al liniei neutre (factor K), S- grosimea metalului.
Deducere de la noi ( BD), după cum vă puteți imagina:
Îndoirea marginii exterioare ( OS):
Și în acest caz, este, de asemenea, necesar să se calculeze succesiv fiecare operație. La urma urmei, lungimea exactă a fiecărui raft este importantă pentru noi.
Schema de calcul este următoarea:
(Y2 - BD1 / 2) + (X2 - (BD1 / 2 + BD2 / 2)) + (M2 - (BD2 / 2 + BD3 / 2)) +.. etc.
Grafic va arăta astfel:

Și totuși, valoarea deducerii ( BD) într-un calcul secvenţial, este necesar să se numere corect. Adică nu doar prescurăm două. În primul rând, numărăm întregul BD, și numai după aceea împărțim rezultatul rezultat la jumătate.
Sper că nu am jignit pe nimeni cu această remarcă a mea. Știu doar că matematica este uitată și chiar și calculele elementare pot fi pline de surprize inutile.
Asta e tot. Vă mulțumesc tuturor pentru atenție.
La pregătirea informațiilor, am folosit: 1. Articolul „BendWorks. Arta plastică a îndoirii tablei „Olaf Diegel, Servicii complete de proiectare, iulie 2002; 2. Romanovsky V.P. „Manual de forjare la rece” 1979; materiale ale resursei în limba engleză SheetMetal.Me (secțiunea „Formule de fabricație”, link:
Capitolul VII. Îndoirea metalului
Secțiunea 26. Informații generale
Îndoirea este o metodă de prelucrare a metalului prin presiune, în care piesei de prelucrat sau o parte din aceasta primește o formă curbată. Îndoirea lăcătușului se efectuează cu ciocane (de preferință cu lovitori moi) în menghină, pe o placă sau folosind dispozitive speciale. Tabla subțire este îndoită cu ciocane, produse din sârmă de până la 3 mm în diametru - cu clești sau clești cu vârf rotund. Doar materialul plastic este îndoit.

Îndoirea pieselor este una dintre cele mai frecvente operațiuni de lăcătuș. Fabricarea pieselor flexibile este posibilă atât manual pe un instrument de sprijin și dornuri, cât și pe mașini de îndoit (prese).
Esența îndoirii constă în faptul că o parte a piesei de prelucrat este îndoită în raport cu cealaltă la un unghi dat. Acest lucru se întâmplă astfel: asupra piesei de prelucrat acționează o forță de încovoiere, care se află liber pe două suporturi, ceea ce provoacă tensiuni de încovoiere în piesa de prelucrat, iar dacă aceste solicitări nu depășesc limita elastică a materialului, deformația primită de piesa de prelucrat este elastic, iar la îndepărtarea sarcinii, piesa de prelucrat capătă vederea inițială (se îndreaptă).
Cu toate acestea, la îndoire, este necesar să se asigure că piesa de prelucrat își păstrează forma după îndepărtarea sarcinii, prin urmare tensiunile de încovoiere trebuie să depășească limita elastică, iar deformarea piesei de prelucrat în acest caz va fi plastică, în timp ce straturile interioare ale piesei de prelucrat sunt comprimate și scurtate, straturile exterioare sunt întinse și lungimea lor crește. ... În același timp, stratul mijlociu al piesei de prelucrat - linia neutră - nu suferă nici compresie, nici tensiune, iar lungimea sa înainte și după îndoire rămâne constantă (Fig. 93, a). Prin urmare, determinarea dimensiunilor semifabricatelor de profile se reduce la calcularea lungimii secțiunilor drepte (rafturi), a lungimii de scurtare a semifabricatului în cadrul rotunjirii sau a lungimii liniei neutre în cadrul rotunjirii.
La îndoirea pieselor în unghi drept fără rotunjire pe interior, toleranța de îndoire este luată de la 0,5 la 0,8 din grosimea materialului. Adăugând lungimea laturilor interioare ale pătratului sau capsei, obținem lungimea piesei de prelucrat.

Exemplul 1... În fig. 93, c, d prezintă un pătrat și o paranteză cu colțurile interioare drepte.
Dimensiunile pătratului (Fig. 93, c): a = 30 mm, b = 70 mm, t = 6 mm. Lungimea măturarii
L = a + b + 0,5t = 30 + 70 + 3 = 103 mm.
Dimensiunile capsei (Fig. 93, d): a = 70 mm, b = 80 mm, c = 60 mm, t = 4 mm. Lungimea de dezvoltare a capsei goale
L = 70 + 80 + 60 + 2 = 212 mm.
Împărțim pătratul în secțiuni conform desenului. Le substituim dimensiunile a = 50 mm, b = 30 mm, t = 6 mm, r = 4 mm în formula
L = a + b + π / 2 (r + t / 2)
Atunci obținem:
L = 50 + 30 + 3,14 / 2 (4 + 6/2) = 50 + 30 + 1,57⋅7 = 90,99 91 mm.
Împărțim suportul în secțiuni, așa cum se arată în desen. Dimensiunile acestora sunt: a = 80 mm, h = 65 mm, c = 120 mm, t = 5 mm, r = 2,5 mm.
L = a + h + c + π (r + t / 2) = 80 + 65 + 120 + 3,14 (2,5 + 5/2),
prin urmare,
L = 265 4 + 15,75 = 280,75 mm.
Îndoind această bandă într-un cerc, obținem un inel cilindric, iar partea exterioară a metalului se va întinde oarecum, iar cea interioară se va micșora. În consecință, lungimea piesei de prelucrat va corespunde cu lungimea liniei mediane a cercului, trecând la mijloc între circumferințele exterioare și interioare ale inelului.
Lungimea piesei de prelucrat
Cunoscând diametrul cercului din mijloc al inelului și înlocuind valoarea sa numerică în formulă, găsim lungimea piesei de prelucrat:
L = πD = 3,14 108 = 339,12 mm.
Ca rezultat al calculelor preliminare, puteți face o parte din dimensiunile specificate.

În timpul procesului de îndoire, în metal apar tensiuni și deformații semnificative. Ele sunt vizibile mai ales atunci când raza de îndoire este mică. Pentru a preveni apariția fisurilor în straturile exterioare, raza de îndoire nu trebuie să fie mai mică decât raza minimă admisă, care este selectată în funcție de grosimea și tipul materialului îndoit (Fig. 95).
Calcularea suprafeței sau a secțiunii transversale a conductei este ajutată de formula pentru lungimea semifabricatului de conductă desfășurat. Calculul se bazează pe dimensiunea rutei viitoare și pe diametrul structurii planificate. În ce cazuri sunt necesare astfel de calcule și cum sunt făcute, acest articol vă va spune.
Când sunt necesare calcule
Parametrii sunt calculați pe un calculator sau folosind programe online
Ce suprafață ar trebui să aibă suprafața conductei, este important de știut în următoarele cazuri.
- Când se calculează transferul de căldură al unei podele sau al unui registru „cald”. Aici se calculează suprafața totală, care degajă căldură în cameră, emanată de lichidul de răcire.
- Când se determină pierderile de căldură pe parcurs de la sursa de energie termică la elementele de încălzire - radiatoare, convectoare etc. Pentru a determina numărul și dimensiunea unor astfel de dispozitive, trebuie să știți cantitatea de calorii pe care trebuie să o avem și este afișată ținând cont de măturarea țevii.
- Pentru a determina cantitatea necesară de material termoizolant, acoperire anticoroziune și vopsea. Când construiți autostrăzi cu o lungime de kilometri, calculul precis economisește companiei mulți bani.
- La determinarea unei secțiuni transversale justificată rațional a profilului, care ar putea asigura conductivitatea maximă a rețelei de alimentare cu apă sau de încălzire.
Definirea parametrilor conductei
Arie a secțiunii transversale

Țeava este un cilindru, deci nu este dificil să faci calcule
Secțiunea unui profil circular este un cerc, al cărui diametru este determinat ca diferența dintre valoarea diametrului exterior al produsului minus grosimea peretelui.
În geometrie, aria unui cerc se calculează după cum urmează:
S = π R ^ 2 sau S = π (D / 2-N) ^ 2, unde S este aria secțiunii interne; π - numărul „pi”; R este raza secțiunii; D este diametrul exterior; N este grosimea peretelui conductei.
Notă! Dacă în sistemele sub presiune lichidul umple întregul volum al conductei, atunci într-o canalizare gravitațională numai o parte a pereților este umezită în mod constant. În astfel de colectoare, se utilizează conceptul de secțiune transversală liberă a țevii.
Suprafata exterioara
Suprafața cilindrului, care este profilul rotund, este un dreptunghi. O parte a figurii este lungimea segmentului conductei, iar cealaltă este circumferința cilindrului.
Calculul măturarii țevii se efectuează după formula:
S = π D L, unde S este aria țevii, L este lungimea produsului.
Suprafata interioara
Un astfel de indicator este utilizat în procesul de calcule hidrodinamice, atunci când se determină suprafața țevii, care este constant în contact cu apa.
Atunci când determinați acest parametru, trebuie să luați în considerare:
- Cu cât diametrul conductelor de apă este mai mare, cu atât debitul depinde mai puțin de rugozitatea pereților structurii.
Pe o notă! Dacă conductele cu un diametru mare sunt caracterizate de o lungime scurtă, atunci valoarea rezistenței peretelui poate fi neglijată.
- În calculele hidrodinamice, rugozității suprafeței peretelui i se acordă nu mai puțină importanță decât suprafața acestuia. Dacă apa trece printr-o conductă de apă ruginită în interior, atunci viteza acesteia este mai mică decât viteza lichidului, care curge printr-o structură de polipropilenă relativ netedă.
- Rețelele, care sunt montate din oțel nezincat, au o suprafață interioară variabilă. În timpul funcționării, ele devin acoperite cu rugină și devin acoperite cu depozite minerale, ceea ce îngustează lumenul conductei.
Important! Acordați atenție acestui fapt dacă doriți să faceți alimentarea cu apă rece din material oțel. Debitul unui astfel de sistem de alimentare cu apă va fi redus la jumătate după zece ani de funcționare.
Calculul măturarii țevii în acest caz se face ținând cont de faptul că diametrul interior al cilindrului este determinat ca diferență între diametrul exterior al profilului și grosimea dublată a pereților acestuia.
Ca rezultat, aria suprafeței cilindrului este determinată de formula:
S = π (D-2N) L, unde la parametrii deja cunoscuți se adaugă indicatorul N, care determină grosimea peretelui.

Formula de desfășurare a piesei de prelucrat ajută la calcularea cantității de izolație termică necesară
Pentru a ști cum să calculezi desfășurarea unei țevi, este suficient să ne amintim cursul de geometrie, care este stăpânit la gimnaziu. E bine că programa școlară își găsește aplicație în viața de adult și ajută la rezolvarea unor probleme serioase legate de construcții. Să-ți fie de folos și ție!
După cum am promis în comentariile articolului, astăzi vom vorbi despre calcularea lungimii măturarii unei părți îndoite din tablă. Desigur, nu numai piesele din tablă trec prin procesul de îndoire. Detaliile rundei și...
Secțiuni pătrate, îndoite și toate profilele laminate - unghiuri, canale, grinzi în I, țevi. Cu toate acestea, îndoirea la rece a pieselor din tablă este de departe cea mai comună.
Pentru a asigura razele minime, piesele sunt uneori încălzite înainte de îndoire. Acest lucru crește plasticitatea materialului. Folosind îndoirea cu impact de calibrare, se realizează ca raza interioară a piesei să devină absolut egală cu raza poansonului. Cu îndoirea liberă în V pe un listogib, raza interioară se obține în practică mai mare decât raza poansonului. Cu cât sunt mai pronunțate proprietățile de arc ale materialului piesei, cu atât raza interioară a piesei și raza poansonului diferă una de cealaltă.
Figura de mai jos prezintă o foaie pliată cu o grosime sși lățimea b colţ. Trebuie să găsiți lungimea măturii.

Calculul de baleiaj va fi efectuat în MS Excel.
În desenul piesei se precizează: valoarea razei interioare R, injecție Ași lungimea secțiunilor drepte L1și L2... Totul pare a fi simplu - geometrie elementară și aritmetică. În procesul de îndoire a piesei de prelucrat, are loc deformarea plastică a materialului. Fibrele metalice exterioare (față de poanson) sunt întinse, iar cele interioare sunt comprimate. În mijlocul secțiunii există o suprafață neutră ...
Dar toată problema este că stratul neutru nu este situat în mijlocul secțiunii metalice! Pentru referință: stratul neutru este suprafața locației fibrelor metalice convenționale care nu se întind și nu se comprimă în timpul îndoirii. Mai mult, această suprafață (un fel de) nu este suprafața unui cilindru circular. Unele surse sugerează că acesta este un cilindru parabolic...
Sunt mai înclinat să am încredere în teoriile clasice. Pentru o secțiune dreptunghiulară conform materialului de rezistență clasic, stratul neutru este situat pe suprafața unui cilindru circular cu o rază. r .
r = s / ln(1+ s / R )
Pe baza acestei formule, a fost creat un program de calcul al desfășurării pieselor de tablă din oțel de clase St3 și 10 ... 20 în Excel.
În celulele cu umplutură verde deschis și turcoaz, scrieți datele inițiale. Într-o celulă cu umplere galben deschis, citim rezultatul calculului.

1. Notăm grosimea foii semifabricate sîn milimetri
la celula D 3: 5,0
2. Lungimea primei secțiuni drepte L1 in milimetri intram
la celula D 4: 40,0
3. Raza de curbură interioară a primei secțiuni R1 scrie in milimetri
la celula D 5: 5,0
4. Unghiul de îndoire al primei secțiuni A1 în grade scriem
la celula D 6: 90,0
5. Lungimea celei de-a doua secțiuni drepte a piesei L2 in milimetri intram
la celula D 7: 40,0
6. Asta e, rezultatul calculului este lungimea părții desfăcute Lîn milimetri
în celula D 17: = D4 + IF (D5 = 0; 0; PI () / 180 * D6 * D3 / LN ((D5 + D3) / D5)) + + D7 + IF (D8 = 0; 0; PI () / 180 * D9 * D3 / LN ((D8 + D3) / D8)) + D10 + + IF (D11 = 0; 0; PI () / 180 * D12 * D3 / LN ((D11 + D3) / D11)) + D13 + + IF (D14 = 0; 0; PI () / 180 * D15 * D3 / LN ((D14 + D3) / D14)) + D16=91.33
L = ∑ (Li +3.14/180* ai * s / ln((Ri + s )/ Ri )+ L(i +1))
Folosind programul propus, puteți calcula lungimea măturarii pentru piesele cu o singură îndoire - colțuri, cu două coturi - canale și profile Z, cu trei și patru îndoituri. Dacă este necesar să se calculeze desfășurarea unei piese cu un număr mare de coturi, atunci programul este foarte ușor de modificat, extinzând posibilitățile.
Un avantaj important al programului propus (spre deosebire de multe altele similare) este capacitatea de a seta la fiecare pas diferite unghiuri și raze de îndoire.
Rezultatele „corecte” sunt date de program? Să comparăm rezultatul obținut cu rezultatele calculelor conform metodologiei expuse în „Manualul unui inginer mecanic” de V.I. Anuryev și în „Manualul Designerului de timbre” de L.I. Rudman. Mai mult, vom lua în considerare doar secțiunea curbilinie, întrucât secțiunile rectilinii, sper, sunt considerate la fel.
Să verificăm exemplul de mai sus.
„Conform programului”: 11,33 mm - 100,0%
„Conform lui Anuriev”: 10,60 mm - 93,6%
„După Rudman”: 11,20 mm - 98,9%
Să creștem raza de îndoire în exemplul nostru R1 de două ori - până la 10 mm. Încă o dată, să facem un calcul folosind trei metode.
„Conform programului”: 19,37 mm - 100,0%
„Conform lui Anuriev”: 18,65 mm - 96,3%
Rudman: 19,30 mm - 99,6%
Astfel, metoda de calcul propusă dă rezultate cu 0,4%... 1,1% mai mult decât „după Rudman” și cu 6,4%... 3,7% mai mult decât „după Anuryev”. Este clar că eroarea va scădea semnificativ atunci când adăugăm secțiuni drepte.
„Conform programului”: 99,37 mm - 100,0%
„Conform lui Anuriev”: 98,65 mm - 99,3%
Rudman: 99,30 mm - 99,9%
Poate că Rudman și-a compilat tabelele după aceeași formulă pe care o folosesc eu, dar cu o eroare a unei reguli de calcul... Desigur, astăzi este secolul XXI „în curte” și nu este cumva ușor de cutreierat mesele!
În încheiere, voi adăuga o „muscă în unguent”. Lungimea de măturare este un punct foarte important și „delicat”! Dacă proiectantul unei piese îndoite (în special una de înaltă precizie (0,1 mm)) speră să o calculeze cu precizie și să o determine prima dată, atunci speră în zadar. În practică, o mulțime de factori interferează cu procesul de îndoire.- direcția de rulare, toleranța pentru grosimea metalului, subțierea secțiunii la cot, „secțiunea trapezoidală”, temperatura materialului și a sculei, prezența sau absența lubrifierii în zona de îndoire, starea de spirit a lucrătorului îndoit... În pe scurt, dacă lotul de piese este mare și scump - verificați cu experiență practică lungimea de măturare pe mai multe mostre... Și numai după ce ați primit o piesă potrivită, tăiați semifabricatele pentru întregul lot. Iar pentru fabricarea semifabricatelor pentru aceste probe, acuratețea oferită de programul de calcul al baleiajului este mai mult decât suficientă!
Programele de calcul „după Anuryev” și „după Rudman” în Excel pot fi găsite pe web.
Aștept cu nerăbdare comentariile dumneavoastră, colegi.
În rest - îl poți descărca chiar așa...
Continuarea subiectului - în articolul despre.
Citiți despre calculul alezei atunci când îndoiți țevi și tije.
După cum am promis în comentariile articolului, astăzi vom vorbi despre calcularea lungimii măturarii unei părți îndoite din tablă. Desigur, nu numai piesele din tablă trec prin procesul de îndoire. Detaliile rundei și...
Secțiuni pătrate, îndoite și toate profilele laminate - unghiuri, canale, grinzi în I, țevi. Cu toate acestea, îndoirea la rece a pieselor din tablă este de departe cea mai comună.
Pentru a asigura razele minime, piesele sunt uneori încălzite înainte de îndoire. Acest lucru crește plasticitatea materialului. Folosind îndoirea cu impact de calibrare, se realizează ca raza interioară a piesei să devină absolut egală cu raza poansonului. Cu îndoirea liberă în V pe un listogib, raza interioară se obține în practică mai mare decât raza poansonului. Cu cât sunt mai pronunțate proprietățile de arc ale materialului piesei, cu atât raza interioară a piesei și raza poansonului diferă una de cealaltă.
Figura de mai jos prezintă o foaie pliată cu o grosime sși lățimea b colţ. Trebuie să găsiți lungimea măturii.

Calculul de baleiaj va fi efectuat în MS Excel.
În desenul piesei se precizează: valoarea razei interioare R, injecție Ași lungimea secțiunilor drepte L1și L2... Totul pare a fi simplu - geometrie elementară și aritmetică. În procesul de îndoire a piesei de prelucrat, are loc deformarea plastică a materialului. Fibrele metalice exterioare (față de poanson) sunt întinse, iar cele interioare sunt comprimate. În mijlocul secțiunii există o suprafață neutră ...
Dar toată problema este că stratul neutru nu este situat în mijlocul secțiunii metalice! Pentru referință: stratul neutru este suprafața locației fibrelor metalice convenționale care nu se întind și nu se comprimă în timpul îndoirii. Mai mult, această suprafață (un fel de) nu este suprafața unui cilindru circular. Unele surse sugerează că acesta este un cilindru parabolic...
Sunt mai înclinat să am încredere în teoriile clasice. Pentru o secțiune dreptunghiulară conform materialului de rezistență clasic, stratul neutru este situat pe suprafața unui cilindru circular cu o rază. r .
r = s / ln(1+ s / R )
Pe baza acestei formule, a fost creat un program de calcul al desfășurării pieselor de tablă din oțel de clase St3 și 10 ... 20 în Excel.
În celulele cu umplutură verde deschis și turcoaz, scrieți datele inițiale. Într-o celulă cu umplere galben deschis, citim rezultatul calculului.

1. Notăm grosimea foii semifabricate sîn milimetri
la celula D 3: 5,0
2. Lungimea primei secțiuni drepte L1 in milimetri intram
la celula D 4: 40,0
3. Raza de curbură interioară a primei secțiuni R1 scrie in milimetri
la celula D 5: 5,0
4. Unghiul de îndoire al primei secțiuni A1 în grade scriem
la celula D 6: 90,0
5. Lungimea celei de-a doua secțiuni drepte a piesei L2 in milimetri intram
la celula D 7: 40,0
6. Asta e, rezultatul calculului este lungimea părții desfăcute Lîn milimetri
în celula D 17: = D4 + IF (D5 = 0; 0; PI () / 180 * D6 * D3 / LN ((D5 + D3) / D5)) + + D7 + IF (D8 = 0; 0; PI () / 180 * D9 * D3 / LN ((D8 + D3) / D8)) + D10 + + IF (D11 = 0; 0; PI () / 180 * D12 * D3 / LN ((D11 + D3) / D11)) + D13 + + IF (D14 = 0; 0; PI () / 180 * D15 * D3 / LN ((D14 + D3) / D14)) + D16=91.33
L = ∑ (Li +3.14/180* ai * s / ln((Ri + s )/ Ri )+ L(i +1) )
Folosind programul propus, puteți calcula lungimea măturarii pentru piesele cu o singură îndoire - colțuri, cu două coturi - canale și profile Z, cu trei și patru îndoituri. Dacă este necesar să se calculeze desfășurarea unei piese cu un număr mare de coturi, atunci programul este foarte ușor de modificat, extinzând posibilitățile.
Un avantaj important al programului propus (spre deosebire de multe altele similare) este capacitatea de a seta la fiecare pas diferite unghiuri și raze de îndoire.
Rezultatele „corecte” sunt date de program? Să comparăm rezultatul obținut cu rezultatele calculelor conform metodologiei expuse în „Manualul unui inginer mecanic” de V.I. Anuryev și în „Manualul Designerului de timbre” de L.I. Rudman. Mai mult, vom lua în considerare doar secțiunea curbilinie, întrucât secțiunile rectilinii, sper, sunt considerate la fel.
Să verificăm exemplul de mai sus.
„Conform programului”: 11,33 mm - 100,0%
„Conform lui Anuriev”: 10,60 mm - 93,6%
„După Rudman”: 11,20 mm - 98,9%
Să creștem raza de îndoire în exemplul nostru R1 de două ori - până la 10 mm. Încă o dată, să facem un calcul folosind trei metode.
„Conform programului”: 19,37 mm - 100,0%
„Conform lui Anuriev”: 18,65 mm - 96,3%
Rudman: 19,30 mm - 99,6%
Astfel, metoda de calcul propusă dă rezultate cu 0,4%... 1,1% mai mult decât „după Rudman” și cu 6,4%... 3,7% mai mult decât „după Anuryev”. Este clar că eroarea va scădea semnificativ atunci când adăugăm secțiuni drepte.
„Conform programului”: 99,37 mm - 100,0%
„Conform lui Anuriev”: 98,65 mm - 99,3%
Rudman: 99,30 mm - 99,9%
Poate că Rudman și-a compilat tabelele după aceeași formulă pe care o folosesc eu, dar cu o eroare a unei reguli de calcul... Desigur, astăzi este secolul XXI „în curte” și nu este cumva ușor de cutreierat mesele!
În încheiere, voi adăuga o „muscă în unguent”. Lungimea de măturare este un punct foarte important și „delicat”! Dacă proiectantul unei piese îndoite (în special una de înaltă precizie (0,1 mm)) speră să o calculeze cu precizie și să o determine prima dată, atunci speră în zadar. În practică, o mulțime de factori interferează cu procesul de îndoire.- direcția de rulare, toleranța pentru grosimea metalului, subțierea secțiunii la cot, „secțiunea trapezoidală”, temperatura materialului și a sculei, prezența sau absența lubrifierii în zona de îndoire, starea de spirit a lucrătorului îndoit... În pe scurt, dacă lotul de piese este mare și scump - verificați cu experiență practică lungimea de măturare pe mai multe mostre... Și numai după ce ați primit o piesă potrivită, tăiați semifabricatele pentru întregul lot. Iar pentru fabricarea semifabricatelor pentru aceste probe, acuratețea oferită de programul de calcul al baleiajului este mai mult decât suficientă!
Calcularea suprafeței sau a secțiunii transversale a conductei este ajutată de formula pentru lungimea semifabricatului de conductă desfășurat. Calculul se bazează pe dimensiunea rutei viitoare și pe diametrul structurii planificate. În ce cazuri sunt necesare astfel de calcule și cum sunt făcute, acest articol vă va spune.
Când sunt necesare calcule
Parametrii sunt calculați pe un calculator sau folosind programe online
Ce suprafață ar trebui să aibă suprafața conductei, este important de știut în următoarele cazuri.
- Când se calculează transferul de căldură al unei podele sau al unui registru „cald”. Aici se calculează suprafața totală, care degajă căldură în cameră, emanată de lichidul de răcire.
- Când se determină pierderile de căldură pe parcurs de la sursa de energie termică la elementele de încălzire - radiatoare, convectoare etc. Pentru a determina numărul și dimensiunea unor astfel de dispozitive, trebuie să știți cantitatea de calorii pe care trebuie să o avem și este afișată ținând cont de măturarea țevii.
- Pentru determinare suma necesară material termoizolant, acoperire și vopsea anticoroziune. Când construiți autostrăzi cu o lungime de kilometri, calculul precis economisește companiei mulți bani.
- La determinarea unei secțiuni transversale justificată rațional a profilului, care ar putea asigura conductivitatea maximă a rețelei de alimentare cu apă sau de încălzire.
Definirea parametrilor conductei
Arie a secțiunii transversale
Țeava este un cilindru, deci nu este dificil să faci calcule
Secțiunea unui profil circular este un cerc, al cărui diametru este determinat ca diferența dintre valoarea diametrului exterior al produsului minus grosimea peretelui.
În geometrie, aria unui cerc se calculează după cum urmează:
S = π R ^ 2 sau S = π (D / 2-N) ^ 2, unde S este aria secțiunii interne; π - numărul „pi”; R este raza secțiunii; D este diametrul exterior; N este grosimea peretelui conductei.
Notă! Dacă în sistemele sub presiune lichidul umple întregul volum al conductei, atunci într-o canalizare gravitațională numai o parte a pereților este umezită în mod constant. În astfel de colectoare, se utilizează conceptul de secțiune transversală liberă a țevii.
Suprafata exterioara
Suprafața cilindrului, care este profilul rotund, este un dreptunghi. O parte a figurii este lungimea segmentului conductei, iar cealaltă este circumferința cilindrului.
Calculul măturarii țevii se efectuează după formula:
S = π D L, unde S este aria țevii, L este lungimea produsului.
Suprafata interioara
Un astfel de indicator este utilizat în procesul de calcule hidrodinamice, atunci când se determină suprafața țevii, care este constant în contact cu apa.
Atunci când determinați acest parametru, trebuie să luați în considerare:
- Cu cât diametrul este mai mare țevi de apa, cu atât viteza fluxului de trecere depinde mai puțin de rugozitatea pereților structurii.
Pe o notă! Dacă conductele cu diametru mare sunt caracterizate de o lungime mică, valoarea rezistenței pereților poate fi neglijată.
- În calculele hidrodinamice, rugozității suprafeței peretelui i se acordă nu mai puțină importanță decât suprafața acestuia. Dacă apa trece printr-o conductă de apă ruginită în interior, atunci viteza acesteia este mai mică decât viteza lichidului, care curge printr-o structură de polipropilenă relativ netedă.
- Rețelele, care sunt montate din oțel nezincat, au o suprafață interioară variabilă. În timpul funcționării, ele devin acoperite cu rugină și devin acoperite cu depozite minerale, ceea ce îngustează lumenul conductei.
Important! Acordați atenție acestui fapt dacă doriți să faceți alimentarea cu apă rece din material oțel. Debitul unui astfel de sistem de alimentare cu apă va fi redus la jumătate după zece ani de funcționare.
Calculul măturarii țevii în acest caz se face ținând cont de faptul că diametrul interior al cilindrului este determinat ca diferență între diametrul exterior al profilului și grosimea dublată a pereților acestuia.
Ca rezultat, aria suprafeței cilindrului este determinată de formula:
S = π (D-2N) L, unde la parametrii deja cunoscuți se adaugă indicatorul N, care determină grosimea peretelui.

Formula de desfășurare a piesei de prelucrat ajută la calcularea cantității de izolație termică necesară
Pentru a ști cum să calculezi desfășurarea unei țevi, este suficient să ne amintim cursul de geometrie, care este stăpânit la gimnaziu. E bine că programa școlară își găsește aplicație în viața de adult și ajută la rezolvarea unor probleme serioase legate de construcții. Să-ți fie de folos și ție!
Capitolul VII. Îndoirea metalului
Secțiunea 26. Informații generale
Îndoirea este o metodă de prelucrare a metalului prin presiune, în care piesei de prelucrat sau o parte din aceasta primește o formă curbată. Îndoirea lăcătușului se efectuează cu ciocane (de preferință cu lovitori moi) în menghină, pe o placă sau folosind dispozitive speciale. Tabla subțire este îndoită cu ciocane, produse din sârmă de până la 3 mm în diametru - cu clești sau clești cu vârf rotund. Doar materialul plastic este îndoit.

Îndoirea pieselor este una dintre cele mai frecvente operațiuni de lăcătuș. Fabricarea pieselor flexibile este posibilă atât manual pe un instrument de sprijin și dornuri, cât și pe mașini de îndoit (prese).
Esența îndoirii constă în faptul că o parte a piesei de prelucrat este îndoită în raport cu cealaltă la un unghi dat. Acest lucru se întâmplă astfel: asupra piesei de prelucrat acționează o forță de încovoiere, care se află liber pe două suporturi, ceea ce provoacă tensiuni de încovoiere în piesa de prelucrat, iar dacă aceste solicitări nu depășesc limita elastică a materialului, deformația primită de piesa de prelucrat este elastic, iar la îndepărtarea sarcinii, piesa de prelucrat capătă vederea inițială (se îndreaptă).
Cu toate acestea, la îndoire, este necesar să se asigure că piesa de prelucrat își păstrează forma după îndepărtarea sarcinii, prin urmare tensiunile de încovoiere trebuie să depășească limita elastică, iar deformarea piesei de prelucrat în acest caz va fi plastică, în timp ce straturile interioare ale piesei de prelucrat sunt comprimate și scurtate, straturile exterioare sunt întinse și lungimea lor crește. ... În același timp, stratul mijlociu al piesei de prelucrat - linia neutră - nu suferă nici compresie, nici tensiune, iar lungimea sa înainte și după îndoire rămâne constantă (Fig. 93, a). Prin urmare, determinarea dimensiunilor semifabricatelor de profile se reduce la calcularea lungimii secțiunilor drepte (rafturi), a lungimii de scurtare a semifabricatului în cadrul rotunjirii sau a lungimii liniei neutre în cadrul rotunjirii.
La îndoirea pieselor în unghi drept fără rotunjire pe interior, toleranța de îndoire este luată de la 0,5 la 0,8 din grosimea materialului. Adăugând lungimea laturilor interioare ale pătratului sau capsei, obținem lungimea piesei de prelucrat.

Exemplul 1... În fig. 93, c, d prezintă un pătrat și o paranteză cu colțurile interioare drepte.
Dimensiunile pătratului (Fig. 93, c): a = 30 mm, b = 70 mm, t = 6 mm. Lungimea măturarii
L = a + b + 0,5t = 30 + 70 + 3 = 103 mm.
Dimensiunile capsei (Fig. 93, d): a = 70 mm, b = 80 mm, c = 60 mm, t = 4 mm. Lungimea de dezvoltare a capsei goale
L = 70 + 80 + 60 + 2 = 212 mm.
Împărțim pătratul în secțiuni conform desenului. Le substituim dimensiunile a = 50 mm, b = 30 mm, t = 6 mm, r = 4 mm în formula
L = a + b + π / 2 (r + t / 2)
Atunci obținem:
L = 50 + 30 + 3,14 / 2 (4 + 6/2) = 50 + 30 + 1,57⋅7 = 90,99 91 mm.
Împărțim suportul în secțiuni, așa cum se arată în desen. Dimensiunile acestora sunt: a = 80 mm, h = 65 mm, c = 120 mm, t = 5 mm, r = 2,5 mm.
L = a + h + c + π (r + t / 2) = 80 + 65 + 120 + 3,14 (2,5 + 5/2),
prin urmare,
L = 265 4 + 15,75 = 280,75 mm.
Îndoind această bandă într-un cerc, obținem un inel cilindric, iar partea exterioară a metalului se va întinde oarecum, iar cea interioară se va micșora. În consecință, lungimea piesei de prelucrat va corespunde cu lungimea liniei mediane a cercului, trecând la mijloc între circumferințele exterioare și interioare ale inelului.
Lungimea piesei de prelucrat
Cunoscând diametrul cercului din mijloc al inelului și înlocuind valoarea sa numerică în formulă, găsim lungimea piesei de prelucrat:
L = πD = 3,14 108 = 339,12 mm.
Ca rezultat al calculelor preliminare, puteți face o parte din dimensiunile specificate.

În timpul procesului de îndoire, în metal apar tensiuni și deformații semnificative. Ele sunt vizibile mai ales atunci când raza de îndoire este mică. Pentru a preveni apariția fisurilor în straturile exterioare, raza de îndoire nu trebuie să fie mai mică decât raza minimă admisă, care este selectată în funcție de grosimea și tipul materialului îndoit (Fig. 95).
După cum am promis în comentariile articolului, astăzi vom vorbi despre calcularea lungimii măturarii unei părți îndoite din tablă... Desigur, nu numai piesele din tablă trec prin procesul de îndoire. Detaliile rundei și...
Secțiuni pătrate, îndoite și toate profilele laminate - unghiuri, canale, grinzi în I, țevi. Cu toate acestea, îndoirea la rece a pieselor din tablă este de departe cea mai comună.
Pentru a asigura razele minime, piesele sunt uneori încălzite înainte de îndoire. Acest lucru crește plasticitatea materialului. Folosind îndoirea cu impact de calibrare, se realizează ca raza interioară a piesei să devină absolut egală cu raza poansonului. Cu îndoirea liberă în V pe un listogib, raza interioară se obține în practică mai mare decât raza poansonului. Cu cât sunt mai pronunțate proprietățile de arc ale materialului piesei, cu atât raza interioară a piesei și raza poansonului diferă una de cealaltă.
Figura de mai jos prezintă o foaie pliată cu o grosime sși lățimea b colţ. Trebuie să găsiți lungimea măturii.

Calculul de baleiaj va fi efectuat în MS Excel.
În desenul piesei se precizează: valoarea razei interioare R, injecție Ași lungimea secțiunilor drepte L1și L2... Totul pare a fi simplu - geometrie elementară și aritmetică. În procesul de îndoire a piesei de prelucrat, are loc deformarea plastică a materialului. Fibrele metalice exterioare (față de poanson) sunt întinse, iar cele interioare sunt comprimate. În mijlocul secțiunii există o suprafață neutră ...
Dar toată problema este că stratul neutru nu este situat în mijlocul secțiunii metalice! Pentru referință: stratul neutru este suprafața locației fibrelor metalice convenționale care nu se întind și nu se comprimă în timpul îndoirii. Mai mult, această suprafață (un fel de) nu este suprafața unui cilindru circular. Unele surse sugerează că acesta este un cilindru parabolic...
Sunt mai înclinat să am încredere în teoriile clasice. Pentru o secțiune dreptunghiulară conform materialului de rezistență clasic, stratul neutru este situat pe suprafața unui cilindru circular cu o rază. r .
r = s / ln(1+ s / R )
Pe baza acestei formule, a fost creat un program de calcul al desfășurării pieselor de tablă din oțel de clase St3 și 10 ... 20 în Excel.
În celulele cu umplutură verde deschis și turcoaz, scrieți datele inițiale. Într-o celulă cu umplere galben deschis, citim rezultatul calculului.

1. Notăm grosimea foii semifabricate sîn milimetri
la celula D 3: 5,0
2. Lungimea primei secțiuni drepte L1 in milimetri intram
la celula D 4: 40,0
3. Raza de curbură interioară a primei secțiuni R1 scrie in milimetri
la celula D 5: 5,0
4. Unghiul de îndoire al primei secțiuni A1 în grade scriem
la celula D 6: 90,0
5. Lungimea celei de-a doua secțiuni drepte a piesei L2 in milimetri intram
la celula D 7: 40,0
6. Asta e, rezultatul calculului este lungimea părții desfăcute Lîn milimetri
în celula D 17: = D4 + IF (D5 = 0; 0; PI () / 180 * D6 * D3 / LN ((D5 + D3) / D5)) + + D7 + IF (D8 = 0; 0; PI () / 180 * D9 * D3 / LN ((D8 + D3) / D8)) + D10 + + IF (D11 = 0; 0; PI () / 180 * D12 * D3 / LN ((D11 + D3) / D11)) + D13 + + IF (D14 = 0; 0; PI () / 180 * D15 * D3 / LN ((D14 + D3) / D14)) + D16=91.33
L = ∑ (Li +3.14/180* ai * s / ln((Ri + s )/ Ri )+ L(i +1))
Folosind programul propus, puteți calcula lungimea măturarii pentru piesele cu o singură îndoire - colțuri, cu două coturi - canale și profile Z, cu trei și patru îndoituri. Dacă este necesar să se calculeze desfășurarea unei piese cu un număr mare de coturi, atunci programul este foarte ușor de modificat, extinzând posibilitățile.
Un avantaj important al programului propus (spre deosebire de multe altele similare) este capacitatea de a seta la fiecare pas diferite unghiuri și raze de îndoire.
Rezultatele „corecte” sunt date de program? Să comparăm rezultatul obținut cu rezultatele calculelor conform metodologiei expuse în „Manualul unui inginer mecanic” de V.I. Anuryev și în „Manualul Designerului de timbre” de L.I. Rudman. Mai mult, vom lua în considerare doar secțiunea curbilinie, întrucât secțiunile rectilinii, sper, sunt considerate la fel.
Să verificăm exemplul de mai sus.
„Conform programului”: 11,33 mm - 100,0%
„Conform lui Anuriev”: 10,60 mm - 93,6%
„După Rudman”: 11,20 mm - 98,9%
Să creștem raza de îndoire în exemplul nostru R1 de două ori - până la 10 mm. Încă o dată, să facem un calcul folosind trei metode.
„Conform programului”: 19,37 mm - 100,0%
„Conform lui Anuriev”: 18,65 mm - 96,3%
Rudman: 19,30 mm - 99,6%
Astfel, metoda de calcul propusă dă rezultate cu 0,4%... 1,1% mai mult decât „după Rudman” și cu 6,4%... 3,7% mai mult decât „după Anuryev”. Este clar că eroarea va scădea semnificativ atunci când adăugăm secțiuni drepte.
„Conform programului”: 99,37 mm - 100,0%
„Conform lui Anuriev”: 98,65 mm - 99,3%
Rudman: 99,30 mm - 99,9%
Poate că Rudman și-a compilat tabelele după aceeași formulă pe care o folosesc eu, dar cu o eroare a unei reguli de calcul... Desigur, astăzi este secolul XXI „în curte” și nu este cumva ușor de cutreierat mesele!
În încheiere, voi adăuga o „muscă în unguent”. Lungimea de măturare este un punct foarte important și „delicat”! Dacă proiectantul unei piese îndoite (în special una de înaltă precizie (0,1 mm)) speră să o calculeze cu precizie și să o determine prima dată, atunci speră în zadar. În practică, o mulțime de factori interferează cu procesul de îndoire.- direcția de rulare, toleranța pentru grosimea metalului, subțierea secțiunii la cot, „secțiunea trapezoidală”, temperatura materialului și a sculei, prezența sau absența lubrifierii în zona de îndoire, starea de spirit a lucrătorului îndoit... În pe scurt, dacă lotul de piese este mare și scump - verificați cu experiență practică lungimea de măturare pe mai multe mostre... Și numai după ce ați primit o piesă potrivită, tăiați semifabricatele pentru întregul lot. Iar pentru fabricarea semifabricatelor pentru aceste probe, acuratețea oferită de programul de calcul al baleiajului este mai mult decât suficientă!
Programele de calcul „după Anuryev” și „după Rudman” în Excel pot fi găsite pe web.
Aștept cu nerăbdare comentariile dumneavoastră, colegi.
În rest - îl poți descărca chiar așa...
Continuarea subiectului - în articolul despre.
Citiți despre calculul alezei atunci când îndoiți țevi și tije.