O bancă de grădină, curbele netede ale porții de intrare, un pridvor decorat cu un decor din fier forjat și un arc de grădină, toate aceste elemente fac proprietatea unică și confortabilă, dau o senzație de liniște și liniște.
Dar acest lucru, numai atunci când ceea ce a fost deja conceput, a fost întruchipat într-o compoziție finită, dar când în procesul de creativitate se pune întrebarea - cum să îndoiți profilul la o dispoziție emoționantă este foarte, foarte departe.
Și, deși alte tehnologii, cum ar fi sudarea electrică sau tăierea metalelor, pot fi învățate prin simpla cumpărare a unui invertor obișnuit sau a unui polizor obișnuit cu un set de roți de tăiere și șmirghel, pentru ca o țeavă de profil să dobândească o îndoire elegantă, nu trebuie doar să-l ai în arsenalul tău echipament special- îndoitor de țevi, dar au și o anumită idee despre cum se schimbă profilul piesei de prelucrat.
Este destul de naiv să te aștepți că totul va decurge fără probleme și simplu prima dată, dar, pe de altă parte, numai optimiștii pot învăța din greșelile lor.
Atunci când lucrați cu un material, cum ar fi o țeavă de profil, este important nu numai să înțelegeți procesul de modificare a configurației în sine, ci și să vă imaginați ce schimbări apar în materialul în sine.
O țeavă de profil, și dacă vorbim despre o țeavă de profil cu o secțiune convențională dreptunghiulară sau pătrată, are o formă ușor diferită de o țeavă rotundă obișnuită:
- Prima este o caracteristică a producției, o țeavă de profil este practic o structură sudată realizată prin broșare la cald sau la rece, urmată de unirea marginilor piesei de prelucrat prin sudare.
- În al doilea rând, secțiunea în sine are o grosime neuniformă a peretelui. Pentru această formă este caracteristică o îngroșare semnificativă, de până la 30%, a metalului în colțurile dreptunghiului.
- În al treilea rând, prin simple eforturi de aplicare a forței la locul de îndoire, se poate rupe mai degrabă pur și simplu, deoarece în timpul deformării prin îndoire, într-o astfel de porțiune, una dintre laturi suferă compresie, una este întinsă, dar două laturi ale profilului au o deformare combinată - într-o secțiune îngustă, profilul este întins și se micșorează în același timp.
Și, prin urmare, înainte de a se îndoi tub în formă independent, pentru a obține dimensiunea și forma corectă, dorită a piesei de prelucrat, trebuie să aveți grijă cel puțin să folosiți cele mai primitive, dar extrem de echipamentul necesar pentru îndoirea țevilor.
Metode de bază de îndoire a unei țevi profilate
Înainte de a îndoi o țeavă de profil acasă, chiar și folosind unele mijloace de mecanizare sau simple Unelte de mana ar trebui să acordați atenție unor metode de lucru cu o țeavă de profil. Nu există niciun sens practic pentru un produs separat, de exemplu, o poartă sau cumpărarea de echipamente speciale, dar trebuie totuși să știi cum să dai unui profil un aspect neobișnuit.
Astăzi, atât pentru profil obișnuit, având un pătrat, dreptunghiular, complex și sectiune circularațevi, există mai multe metode de remodelare:
- aplecarea cu un șablon
- îndoit manual de țevi cu role
- îndoitor mecanic de țevi cu rază de îndoire reglabilă
- metoda de îndoire la cald
- metoda segmentelor
Utilizarea oricăreia dintre metodele de mai sus vă permite să obțineți forma profilului necesară, în timp ce calitatea unei astfel de forme se schimbă, posibilitatea de a corecta erorile depinde în mare măsură de calificările și capacitatea de a lucra cu metal.
Atenţie! Este foarte important să înțelegeți că, în cazul țevilor profilate, este necesar să cunoașteți proprietățile metalului de fabricație în sine, de exemplu, pentru țevi din oțelîndoirea este posibilă prin toate metodele, dar pentru cupru există, pe lângă toate metodele enumerate, încă două - metoda apei și îndoirea folosind un cablu flexibil.
În orice caz, experiența cum să îndoiți o țeavă de profil cu propriile mâini, o înțelegere a metodelor de lucru cu țevi de diferite secțiuni transversale și dimensiuni va veni cu timpul, precum și o înțelegere a greșelilor făcute și metode de corectare a acestora.
Erori la lucrul cu o conductă profilată
Procesul de îndoire a unei țevi de profil nu este altceva decât deformarea metalului pentru a-i da forma și necesarul. În același timp, după cum arată practica, în procesul când se întâmplă cel mai des pot apărea următoarele probleme:
- apariția unor pliuri mici pe suprafața interioară a profilului
- îndoire cu o încălcare a axei - torsiune a piesei, îndoire în mai multe planuri
- ruperea planului sau sudurii
- strivire sau îndoire, crăpare la cot
Astfel de dezavantaje apar în principal din mai multe motive:
- profil metalic de calitate scăzută
- alegerea greșită a razei de curbură
- depunând prea mult efort
- aplicarea incorectă, multidirecțională a eforturilor în timpul lucrului
Dar acestea sunt probleme comune atunci când utilizați mașini de îndoit și dispozitive de fixare. Dar cum să îndoiți o țeavă de profil fără cea mai mică experiență și echipament adițional merita considerat.
Într-adevăr, în acest caz, vor fi mult mai multe probleme, variind de la simple abraziuni și vânătăi, terminând cu un instrument spart și dezamăgire față de proiectul început. Prin urmare, înainte de a începe procesul de îndoire a profilului, ar trebui să luați în considerare foarte serios fezabilitatea utilizării elementelor îndoite în proiect.
De la simplu la complex
Folosind profil curbat trebuie avut în vedere faptul că se poate îndoi independent.
Înainte de a îndoi o țeavă de profil cu propriile mâini, ar trebui să vă evaluați critic capacitățile și să profitați la maximum soluție optimă, faceți singur munca sau găsiți o companie la care mașina va efectua acest proces.
Cel mai adesea, acasă, profilul de dimensiuni mici 15 * 15, 20 * 20, 20 * 40 mm este utilizat teoretic independent, fără a utiliza mașini și dispozitive, puteți îndoi profilul la o dimensiune de 60 mm, dar aceasta este doar teoretic. Dar cu ajutorul unei râșnițe, este destul de posibil să îndoiți o țeavă de dimensiunea și raza necesară.
În practică, acest proces arată astfel:
- un model de îndoire este decupat din hârtie
- segmentele sunt tăiate dintr-o bandă de hârtie egală cu grosimea țevii de profil, astfel încât, ca urmare a îndoirii, să se obțină raza șablonului necesară
- folosind un scrib sau un creion, șablonul de hârtie cu decupaje este transferat pe țeavă
- o râșniță cu roți de tăiere subțiri de 1,2 mm grosime face tăieturile corespunzătoare, îndepărtează segmentele
- conducta este îndoită, se verifică raza corectă
- dacă este necesar, sudarea electrică sau cu gaz este utilizată pentru a suda cusăturile la locul coturilor
Din punct de vedere tehnologic, este cel mai simplu și mai eficient mod de a da unui profil de secțiune mare raza de îndoire necesară. Pentru a face această operație, este suficient să aveți abilități inițiale în lucrul cu o unealtă electrică și să calculați corect locurile pentru tăieturi.
Utilizarea șabloanelor pentru a îndoi o țeavă de profil
Pentru a pune pe flux formarea mai multor părți identice, pentru producția lor la scară mică, de exemplu, pentru împrejmuirea unui balcon sau a unei terase, se recomandă utilizarea metodei șablon de îndoire a unei țevi de profil.
Pentru această operație, este suficient să aveți un număr minim de instrumente și materiale:
- viciu lăcătuș
- ciocan
- piesa de fabricat
Procesul general poate fi reprezentat astfel:
- se face un profil-şablon
- fixat într-o menghină
- piesa de prelucrat este fixată într-o clemă specială și apoi trece prin modelarea profilului

Din punctul de vedere al modului de îndoire a unei țevi de profil acasă, această metodă vă permite să formați suma necesară de același tip de semifabricate.
Cel mai adesea, această metodă este utilizată pentru a forma piese dintr-o țeavă de profil cu pereți subțiri de dimensiuni mici de la 15 la 40 mm.
Îndoitor universal pentru țevi pentru raze mari
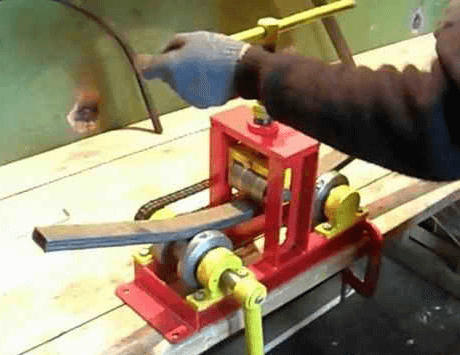
Din punct de vedere al productivității, un îndoit de țevi cu trei role este cel mai potrivit pentru a obține o rază mare de îndoire a unei țevi de profil.
Un astfel de dispozitiv mecanic vă permite să obțineți piese de prelucrat de orice lungime și dimensiune. Dispozitivul simplu și eficient are o bază de cadru în design, trei arbori fixați rigid pe rulmenți cu un lanț de transmisie.
Două arbori sunt amplasați pe bază, iar arborele din mijloc, care are o poziție superioară, este situat pe un tobogan mobil. Pentru formarea profilului, glisa are un șurub care reglează gradul de prindere a piesei de prelucrat.
Tubul de profil este tras prin arbori, formând treptat raza de îndoire dorită. Prin apăsarea arborelui superior se formează cotul dorit al profilului.
Dintre modalitățile de îndoire a unei țevi de profil, aceasta este cea mai eficientă și de înaltă calitate metodă.
Videoclipul arată cum să îndoiți o țeavă de profil acasă:
Ai observat o greșeală? Evidențiați-l și apăsați Ctrl + Enter sa ne anunte.
Sera se bazează pe cadrul ei. Dobândi cadru finit sau fă-o singur. Pentru a îndoi o țeavă de profil pentru o seră, este suficient să aveți un singur instrument - un îndoit de țevi. Nevoia de îndoire a profilului devine deosebit de evidentă atunci când vine vorba de o versiune pe tot parcursul anului a versiunii arcuite a serei, echipată cu funcție de încălzire.
Cum să faci un arc pentru o seră cu propriile mâini? În ceea ce privește realizarea cadrului, mulți locuitori de vară preferă un astfel de material precum aluminiul. Se caracterizează prin durabilitate, fiabilitate și întreținere fără pretenții. Cadrul din aluminiu poate fi ușor asamblat și fixat cu propriile mâini.
Aluminiul este considerat materiale optime pentru a face o seră cu propriile mâini. Oferă un cadru de seră ușor, durabil și de încredere.
Pentru a asigura topirea rapidă a zăpezii și a altor precipitații atmosferice de pe acoperișul serei, se realizează cu una sau două pante. Cadrul de seră se realizează:
- Formov;
- Forjat;
- Katanym.
Materialul este livrat la șantier ca parte a golfurilor. Dacă este necesar, materialul cadrului este supus unei prelucrari suplimentare:
- Răsucire;
- Foraj;
- Decuparea.
Meșterii fixează elementele profilului folosind șuruburi, nituri sau rășini sintetice. Cel din urmă material este considerat mai preferabil, deoarece poate fi îndoit, găurit și tăiat cu propriile mâini pentru a crea sere unice pentru cerințele dumneavoastră.
Soiuri de seră
La autoproducție sere, calculăm durata de viață aproximativă a unui sfert de secol. Din acest motiv, atunci când creați o seră cu propriile mâini, trebuie să utilizați metal galvanizat.
În timpul construcției unei sere cu propriile mâini, adesea trebuie să îndoiți metalul. Acest lucru este valabil mai ales când vine vorba de structuri arcuite. Elementul arcuit va rula de la baza serei într-o direcție verticală și se va îndoi în jumătate.
Serele lui Mitlider sunt deosebit de populare printre rezidenții moderni de vară. Cadrul lor trebuie să aibă o rezistență sporită. Acest indicator se realizează folosind un profil pătrat pentru fixarea pieselor. La ridicarea unei sere cu cupolă, se folosesc cadre din aluminiu cu o secțiune transversală poligonală, dar este potrivit și un alt metal. Toate metalele pentru cadru sunt selectate ținând cont de dimensiunea și caracteristicile de design ale serei. Sera cu cupolă este considerată una dintre cele mai dificile în ceea ce privește amenajarea DIY.
Când se efectuează lucrări la construcția unei sere de tip arcuit, se pregătesc o duzină de tije flexibile. Ele trebuie să aibă o secțiune transversală circulară. Lungimea tijelor este de un metru și jumătate. Dacă structura serei are o înălțime semnificativă (mai mult de 1,8 m), atunci zece tije cu un diametru de 3 cm și o lungime de 2,9 m vor fi suficiente.
Numărul și parametrii tijelor pentru aranjarea cadrului sunt selectați individual. În timpul lucrărilor, se iau în considerare dimensiunile structurii.
Construcția bazei
La aranjarea cadrului, primul pas este stabilirea locației viitoarelor găuri pentru instalarea tijelor flexibile. În primul rând, numărul necesar de găuri este forat pentru a pregăti porii în cursul lucrărilor ulterioare. Pentru a îndoi tije de diferite secțiuni cu propriile mâini, puteți construi un îndoit de țevi.
Dacă vorbim despre un dispozitiv de seră din policarbonat, atunci devine necesar să se îndoaie țevile pătrate. Laturile sale ar trebui să fie de 20x20 mm. Diametrul dintre capetele conductelor trebuie să fie de 3 metri.
Cum să îndoiți o țeavă de seră? Pentru a efectua lucrarea, trebuie pregătit în prealabil un set de următoarele instrumente:
- Ruletă;
- Mașină de îndoit și țevi;
- Polizor;
- Creion;
- Aparat de sudura.
Cum să îndoiți un profil pentru o seră cu propriile mâini? Puteți îndoi țeava pe o mașină specială. Este derulat cu un mâner special. Dacă capacitatea de a lucra la mașină nu este disponibilă, puteți utiliza două țevi. Ele sunt așezate în paralel, fixându-se între ele în prealabil. Un arc este desenat pe site cu o rază adecvată. Un element curbat este aplicat arcului și îndoit, astfel încât originalul să coincidă absolut cu desenul pregătit. Al doilea arc este îndoit într-un mod similar. Puteți obține rezultatul dorit fără încălzire suplimentară.
Pentru a da țevii raza dorită, aceasta este pre-împărțită în mai multe intervale egale. În aceste puncte, metalul este pilit cu o polizor pentru a-l îndoi conform șablonului existent. În punctele crestăturilor, metalul este prelucrat cu un aparat de sudură pentru a conferi structurii rigiditatea necesară. Principiul de funcționare este simplu, iar un neprofesionist se poate ocupa de sarcină. Profilul serei se caracterizează prin greutate redusă și rezistență crescută, prin urmare poate rezista la sarcini laterale semnificative.

Asamblarea structurii
Înainte de a îndoi profilul pentru seră cu propriile mâini, ar trebui să vă pregătiți pentru operația laborioasă. În câmp, este posibil să îndoiți un profil pentru o seră prin încălzire cu o flacără deschisă. În acest scop este potrivită o lanternă cu propan sau o pistoletă. După încălzirea unei părți, metalul arcului pentru seră este doborât în unghi folosind o pârghie. Principalul dezavantaj al acestei metode este necesitatea unor eforturi semnificative. La sfârșitul procesării, metalul capătă un aspect inestetic.
Metoda de prelucrare pe o mașină de îndoit țevi vă permite să obțineți un rezultat mai bun. Metalul acceptă mai repede diametrul necesar, iar exteriorul țevii arată mai îngrijit. Metalul este tras prin mașină folosind mânere. O rolă ar trebui să fie sub țeavă, iar a doua ar trebui să apese pe metal pentru a se deforma. Metalul trece prin mașină, rezultând un arc cu o rază dată. Un astfel de dispozitiv vă permite să obțineți o îndoire la unghiuri de la 30 la 180 de grade. Cel mai adesea, un profil de seră este prelucrat pe o mașină de mână atunci când este necesar pentru a asigura încălzirea serei pe vreme rece sau pentru a crea condiții pentru instalarea echipamentelor de ventilație.
Folosind îndoit de țevi de casă
Pentru a construi mașini auto-fabricate, este suficient să aveți două țevi cu un diametru de 70-150 mm. Se fixează în placă cu mortar de beton. Există o altă modalitate de fixare - sudarea pe suprafața canalului. Pentru ca metoda să funcționeze, între țevi se menține o distanță de 600 mm. Conducta este fixată între rafturi și apoi se execută îndoirea.
Este important să vă asigurați că fiecare rolă este poziționată pe axe. O rolă trebuie să fie la același nivel cu cea adiacentă. Între ele se menține o distanță de aproximativ 50 cm.Ultimul rolă se instalează în centru și se ridică deasupra planului cu 100 mm. Aceasta metoda este destul de simplu și presupune reglarea razei de îndoire a țevii prin ridicarea rolei pe un cric.
Dacă este necesar să îndoiți un tub cu pereți subțiri, atunci este logic să umpleți un capăt al acestuia cu nisip. Abia atunci produsul este introdus în mașină. La sfârșitul operațiunii, nisipul trebuie îndepărtat. Metoda este destul de simplă. Este necesar doar să vă asigurați că țeava are un diametru constant pe toată lungimea sa.

Prelucrare profil pătrat
Chiar și o privire scurtă va dezvălui diferențele dintre profilele rotunde și pătrate. La prelucrarea produselor cu secțiune pătrată, se folosesc mașini manuale de îndoit. Pentru a crea o îndoire lină a produsului, pe o parte este acoperit cu nisip și înfundat cu un dop.
Pentru a face îndoirea cât mai precisă posibil, se folosesc mașini cu accent. Profilele pătrate au latura de 14-16 mm, iar grosimea peretelui țevii poate fi de până la 5 mm. Principiul de lucru pe mașină este simplu și oricine îl poate înțelege. Pentru a obține cea mai netedă rază la cot, metalul este preîncălzit.
Dacă asamblați un cadru pentru o seră din cupru timp de iarna, atunci curba se poate obtine la umplerea profilului cu apa incalzita. Similar cu tehnologia anterioară, un capăt al profilului este acoperit cu nisip și astupat.
După cum ați observat, atunci când lucrați cu orice material de cadru, principiul de a face îndoituri este destul de simplu. Este suficient să aveți un set minim de instrumente și cunoștințe limitate.
- Procesul de realizare a unui îndoit de țevi de casă
- Cum pot fi îndoite (fierbinte) un profil pătrat și un tub în formă?
Designul serei trebuie să aibă în mod necesar nu doar un aspect estetic, ci și să fie funcțional. O seră care a fost construită cu propriile mâini sau a fost cumpărată formă terminată, ar trebui să genereze venituri indiferent de sezon. Dacă aveți un gând pe cont propriu, atunci poate apărea întrebarea despre cum să îndoiți un profil pentru o seră cu propriile mâini fără a utiliza dispozitive speciale.

Rama pentru sera poate fi cumparata sau realizata manual. Pentru a îndoi cadrul, ai nevoie de specialități. dispozitive - îndoit țevi sau mașină.
De exemplu, o seră de iarnă de tip arcuit, care are încălzire, transformă nevoia de a îndoi un profil pentru o anumită structură într-o nevoie urgentă.
Cadrul din profile de aluminiu este rezistent, usor, are nevoie îngrijire minimă, in plus, se poate asigura usor cu propriile maini.
Sere care folosesc modele de profil

Cadrul serei din profil de aluminiu cu acoperiș înclinat este o construcție solidă, fiabilă și ușoară.
Elementele care sunt realizate din profile sunt utilizate în multe tipuri. Acoperișul înclinat al serei cu 8 colțuri are o structură robustă. În acest caz, materialul pentru cadru va fi un profil de aluminiu.
Profilul poate fi forjat, turnat, laminat. Se pliază în golfuri. Profilul de aluminiu poate fi prelucrat mecanic: răsucire, găurire, tăiere. Structurile din acest tip de profil pot fi conectate cu rășini baza sintetica sau fixate cu nituri, șuruburi.
Profilul poate fi modelat, plin, destinat fabricării de sere, rafturi, rafturi. Profilul modelat are capacitatea de a îndoi, găuri, tăia, astfel încât să poată fi utilizat la fabricarea unei structuri.

Cadrul din profil de aluminiu este usor, durabil, necesita intretinere minima, poate fi intarit cu propriile maini.
Sera are o perioadă lungă de funcționare (20-25 de ani). Un dezavantaj semnificativ al unei sere este că este prea scumpă pentru a o construi cu propriile mâini.
Ocupă o poziție de lider pe piață. Produsele realizate din acesta sunt durabile, confortabile și ieftine.
Înapoi la cuprins
Sere care folosesc profile laminate

În timpul construcției, profilul trebuie să fie îndoit.
Profilul va trebui să fie îndoit în timpul construcției unei sere arcuite multifuncționale. Va fi necesar să îndoiți profilul pentru un arc care merge vertical în sus de la bază și este îndoit la mijloc. Se folosește un cadru, a cărui rezistență poate fi asigurată prin conectarea rafturilor și grinzilor. Sera cu cupolă are o structură din rame poligonale (metal sau aluminiu) și este dificil de asamblat cu propriile mâini. Toate materialele cadrului trebuie selectate în funcție de dimensiunile sale.
Când se construiesc sere arcuite, este necesar să se pregătească 12 tije flexibile pentru jumătate de arc. Lungimea lor ar trebui să fie de 1,5 m. Pentru o seră înaltă (1,8 m înălțime), va trebui să pregătiți 10 tije, care au un diametru de 30 mm și o lungime de 2,9 m.
Încadrarea începe prin definirea găurilor pentru barele flexibile. Acestea sunt găurite, după care sunt pregătite suporturile. Când instalați cadrul principal cu propriile mâini, poate fi necesar să îndoiți cu atenție tijele metalice într-un arc.
Înapoi la cuprins
Cum poți îndoi un tub pătrat pentru un arc de seră din policarbonat?

Pentru a îndoi țeava, puteți folosi un îndoit de țevi de casă.
Cu policarbonat, este nevoie să se îndoaie într-un arc tub pătrat, care are o secțiune de 20x20 mm. Diametrul dintre capete este de 3 m.
Instrumentele vor trebui pregătite în prealabil:
- rigla;
- mașină de indoit;
- îndoirea țevilor (profil);
- Bulgară;
- creion;
- sudare.
Țeava poate fi îndoită pe o mașină de îndoit făcută de tine. Mașina este rotită de mâner, dar lucrul necesită mai mult efort dacă peretele său este de 1–2 mm. Fără a folosi o mașină, puteți îndoi manual folosind țevi paralele și va trebui mai întâi să le fixați împreună. Pe sol este desenat un arc cu raza corespunzătoare. Ar trebui să atașați un produs curbat la el, să-l îndoiți astfel încât originalul să se potrivească pe deplin cu desenul desenat. Al doilea arc se îndoaie în același mod ca primul.
Țeava este împărțită preliminar în mai multe intervale egale, tăiată cu o polizor și se îndoaie în continuare conform șablonului existent. Crestăturile sunt sudate la puncte.
Profilul este ușor și durabil, se conectează bine la absolut orice plan, rezistă la sarcini laterale mari.
Înapoi la cuprins
Îndoirea profilului cu ajutorul unei mașini

Durata de viață a unei sere de profil poate fi de până la 20-25 de ani. Prin urmare, ar trebui să aveți grijă de asamblarea de înaltă calitate a cadrului.
Dezvoltatorul care îndoaie profilul știe că această operațiune este destul de complicată. Se poate face folosind o mașină de îndoit țevi fabricată din fabrică sau o face-o singur. Una dintre metodele posibile de îndoire a profilului este utilizarea unei surse de foc - o lanternă cu propan, o lanternă cu acetilenă sau o lanternă. O parte este încălzită, după care pârghia este îndoită într-un unghi. Dezavantajele acestui tip de muncă: sunt necesare eforturi fizice mari, ca urmare, după prelucrarea produsului se va obține un aspect inestetic.
Operația de îndoire a profilului pe o mașină de îndoit țevi este efectuată mai precis și mai rapid. Profilul cu ajutorul mânerului este tras de-a lungul rolelor îndoitorului de țevi, în timp ce cealaltă rolă apasă pe țeavă și o deformează. Îndoitorul de țevi trece țeava prin ea însăși și face din ea un arc cu raza necesară. Îndoirea se efectuează la un unghi de 30-180 ° (la îndoitoarele de țevi cu o acționare hidraulică). Pe un îndoit manual de țevi, puteți îndoi țevi pentru a efectua perioada de iarna timp sau pentru a efectua instalarea dispozitivelor de ventilare.
Instrumente de care aveți nevoie pentru a face un îndoit de țevi:
- șurub de plumb;
- 3 role;
- gol;
- suport cu ax de prindere;
- probă;
- canal;
- țevi de oțel cu diametrul de 70-150 mm;
- sudare;
- soluție concretă;
- masa metalica.
Îndoirea unei țevi de profil poate fi efectuată independent, fără utilizarea de mașini scumpe și voluminoase. Sub rezerva tuturor regulilor, munca se va dovedi a nu mai puțin calitativă. Luați în considerare mai multe opțiuni care vă permit să îndoiți singur țevile.
Îndoirea țevii cu o râșniță
Pentru a finaliza această procedură, veți avea nevoie de o polizor (polizor unghiular) și un aparat de sudură. Să trecem la procesul de lucru:
- Înainte de îndoire, se recomandă fixarea țevii (de exemplu, într-o menghină). Acest lucru îl va menține într-un singur plan. Dacă există o sudură pe țeavă, aceasta trebuie poziționată in afaraîndoiți astfel încât metalul să nu se destrame.
- Calculați raza de îndoire și marcați curba. Luați o râșniță și faceți tăieturi transversale pe lungimea semnului (pe 3 părți). După aceea, puteți îndoi produsul fără dificultate.
- Fisurile rezultate trebuie sudate și curățate. Încercați să faceți treaba încet și cu atenție - acest lucru vă va permite să obțineți o calitate bună și să nu ruinați țeava.
Îndoirea țevii cu un arc și un pistol
Vei avea nevoie sârmă de oțel cu diametrul de 2 mm. Faceți un arc din el, astfel încât să poată intra în interiorul țevii, dar să nu atârne. De asemenea, puteți achiziționa un arc gata făcut pentru îndoirea țevilor. Introduceți-l în țeavă, marcați cotul și încălziți-l cu un pistol. Apoi puteți îndoi cu ușurință țeava folosind un semifabricat rotunjit. Dacă nu sunteți mulțumit de rezultat, puteți relua munca, dar este de preferat să faceți toți pașii cu atenție deodată.

Îndoirea țevii cu nisip și un arzător cu gaz
Această metodă vă va permite să oferiți țevii o îndoire adecvată, fără riscul de fisurare și aplatizare. Veți avea nevoie de cuarț sau nisip rafinat, sudare cu gaz (torță), două dopuri de lemn și un burghiu. Să aruncăm o privire asupra procesului în ordine:
- In loc de nisip de cuarț il poti folosi si pe cel obisnuit. Dar mai întâi trebuie curățat. Cerneți nisipul și uscați-l bine încălzindu-l pe foc sau arzător. Nisipul trebuie încălzit până când nu mai fumează. Când este gata, turnați nisipul răcit într-un recipient curat.
- Introduceți un dop de lemn într-un capăt al țevii de profil (la o adâncime de cel mult 10-20 cm). Umpleți țeava complet cu nisip de cuarț (sau rafinat) și închideți celălalt capăt cu un dop. Această umplutură va preveni distrugerea în timpul procesului de îndoire. Dacă nu există nisip, materialul se va deteriora pur și simplu.
- Faceți o gaură mică într-unul dintre dopuri. În timpul incandescenței, aerul va scăpa din ea.
- Marcați locul de pliat și încălziți-l cu un arzător. Apoi modelați țeava după forma dorită. Încercați să nu supraîncălziți metalul - acest lucru poate duce la formarea de zgură și la pierderea calității materialului.
- Când țeava a ajuns la forma dorită, scoateți dopurile de lemn și turnați nisipul. Se recomandă încălzirea capetelor țevii profilate - astfel dopurile pot fi scoase mai repede.

Metode suplimentare de îndoire
Există metode pentru țevi din materiale specifice pe care le puteți folosi și:
- Pentru îndoire teava de cupru(precum și alamă și duraluminiu) aveți nevoie de apă și temperaturi de îngheț. Astupați un capăt al țevii cu un dop, apoi umpleți țeava cu apă și închideți celălalt capăt. Puneți produsul în îngheț și lăsați-l acolo până se formează gheață. După aceea, produsul poate lua cu ușurință forma dorită. De asemenea, puteți utiliza ceară de parafină topită, colofoniu sau plumb ca umplutură.
- Pentru îndoire teava metal-plastic puteți folosi sare de masă. Mai întâi trebuie încălzit într-o tigaie (până când cristalele de sare încep să explodeze) și turnat în țeavă. Când materia primă fierbinte este înăuntru, țeava poate fi îndoită fără prea mult efort.

Varietatea metodelor de îndoire a țevilor în formă vă permite să efectuați această procedură acasă, fără a apela la ajutorul specialiștilor și a echipamentelor costisitoare. Încercați să urmați algoritmul de creare a curbelor și acționați încet. În acest caz, șansele de a crea un produs de calitate sunt mult crescute.
10:56, 23 februarie
Sectiunea generala
Realizarea de structuri metalice cu propriile mâini acasă sau în producție nu este adesea completă fără utilizarea elementelor curbate. Forma rotunjită a ramelor de țevi în construcțiile private se găsește peste tot: șoproane, hangare, sere, arcade de grădină, bănci, leagăne și multe altele. Toate acestea arată plăcut din punct de vedere estetic, ușor. Cel mai popular material pentru astfel de structuri este o țeavă de profil, este puternică, cântărește puțin, ușor de instalat și este rezistent la rupere și îndoire. Atunci apare întrebarea: cum să îndoiți o țeavă de profil?
Îndoirea țevilor de profil: cum se face corect?
Procesul de îndoire a unei țevi de profil și a uneia rotunde nu se desfășoară întotdeauna în aceleași moduri, ca urmare, puteți obține un rezultat diferit de cel așteptat. O secțiune pătrată (dreptunghiulară) este greu de îndoit, apar pliuri, fisuri, fracturi, aplatizare, răsucire de-a lungul axei și alte defecte. Pentru a evita acest lucru, luați în considerare toate subtilitățile întrebării: cum să îndoiți o țeavă de profil acasă?
Înainte de a continua cu îndoirea, trebuie măsurate înălțimea interioară și grosimea peretelui țevii de profil. Datorită faptului că raza de îndoire admisă a acestui sortiment de produse nu este reglementată, valoarea se consideră în general egală cu înălțimea peretelui interior al profilului minus de două ori grosimea peretelui. Aceste măsurători sunt, de asemenea, necesare pentru a determina cea mai mică lungime admisă a secțiunii țevii de îndoire:
- Dacă înălțimea profilului (A) este de până la 20 mm, aria minimă de îndoire ar trebui să fie de 2,5 * A mm;
- Dacă înălțimea profilului (A) este mai mare de 20 mm, aria minimă de îndoire ar trebui să fie de 3,5 * A mm.
Îndoirea unei țevi de profil de-a lungul unei raze se efectuează ținând cont de caracteristicile materialului și de grosimea peretelui. Nu se recomandă îndoirea produselor tubulare cu un spațiu mare, cu o grosime a peretelui de până la 2 mm; aplatizarea, cutele, ruperea cusăturii și alte deformări nu pot fi evitate. Acasă, este mai bine să folosiți sudarea pentru a forma o îndoire.
În procesul de îndoire a unei țevi pătrate (dreptunghiulare) cu propriile mâini, cusătura produsului trebuie plasată pe o parte sau pe partea convexă (nu și pe partea concavă), astfel încât forța de compresiune să nu acționeze direct asupra Cusătura.
Modalități de a îndoi o țeavă de profil cu propriile mâini
Proprietarii se descurcă adesea cu amenajarea teritoriului în jurul unei case private, construiesc sere, garduri, foișoare, șoproane, asamblarea cadrelor și structurilor din rularea țevilor în formă. Astfel de structuri pot consta dintr-un număr mare de părți curbe. Serviciul pentru formarea îndoirii necesare a pieselor poate fi comandat la întreprindere, unde cu ajutorul unui îndoit special de țevi (îndoit de profile) totul se va face rapid și eficient. Cu toate acestea, pentru mulți, îndoirea unei țevi de profil cu propriile mâini se dovedește a fi de o calitate nu mai mică și chiar și fără un îndoit de țevi, ceea ce este costisitor și nu va fi necesar în viitor. Există mai multe moduri de a face acest lucru acasă.

Cum să îndoiți o țeavă de profil prin sudare
Produsele tubulare cu secțiune transversală pătrată sau dreptunghiulară, a căror înălțime a peretelui este de 30 - 40 mm sau mai mult, sunt dificil de îndoit, în special la raze mici. Pentru a forma o îndoire frumoasă de 90 de grade dintr-un astfel de material cu propriile mâini, fără o râșniță și aparat de sudura insuficient.
Procedură:
- Faceți un model de îndoire care ușurează realizarea mai multor piese identice;
- De-a lungul țevii cu o râșniță, faceți crestături din trei pereți, lăsând unul solid. Cu cât mai multe crestături, cu atât mai rotundă va fi îndoirea;
- Fixați în siguranță un capăt al profilului;
- Aplicând forță, apucând celălalt capăt, îndoiți treptat țeava de-a lungul modelului, astfel încât tăieturile să formeze o parte concavă a îndoirii. Planul de îndoire nu trebuie deranjat, puteți folosi un ciocan;
- Sudați tăieturile, șlefuiți îmbinările sudate.

Cum să îndoiți o țeavă de profil folosind materiale de umplutură
Umplutura este utilizată pentru a obține îndoituri uniforme fără aplatizare și pliuri (ondulări pe partea concavă), umplând spațiul interior, distribuie forțele de compresiune și tracțiune pe întreaga suprafață a secțiunii îndoite a profilului. Cel mai testat material de umplutură este considerat a fi nisip fin, uscat, bine cernut.
Această metodă poate fi însoțită de încălzirea conductei lampă de benzină sau prin incandescență pe cărbune, la încălzire, metalul capătă plasticitate, ceea ce facilitează îndoirea. Produse de conducte curbate la cald cu o înălțime a peretelui de 30 mm și mai mult.
Țevile laminate cu o înălțime a peretelui de până la 20 mm se îndoaie fără încălzire și cu o rază de îndoire mai mică de 50 mm, umplutura nu poate fi utilizată.
Procedura fierbinte:
- Recoaceți secțiunea de îndoire a țevii pregătite;
- Faceți dopuri din lemn sub formă de piramide cu lungimea de 10 baze, care sunt de 2 ori mai mari decât lumenul, faceți 4 caneluri longitudinale pe una pentru a scurge gazul în timpul încălzirii;
- Astupați un capăt al țevii, umpleți treptat nisipul cernut și calcinat până la refuz, compactându-l prin lovire. Înăbușiți cel de-al doilea capăt cu o cotlet canelat;
- Marcați zona de încălzire cu cretă, fixați profilul, plasând cusătura nu pe partea concavă față de șablon;
- Încălziți țeava la roșu, îndoiți-o cu mișcări de translație într-o singură abordare (reîncălzirea nu este de dorit) observând planul de îndoire conform șablonului. Respectați măsurile de siguranță;
- După răcire, scoateți sau ardeți dopurile.
Cu o înălțime a peretelui de până la 10 mm, îndoim cu îndrăzneală o țeavă de profil cu propriile mâini, fără încălzire și umplere. În alte cazuri, în loc de nisip, puteți aplica arc de oțel cu spire dense pătrate sau dreptunghiulare. În dimensiune, ar trebui să fie puțin mai mică decât dimensiunile interioare ale țevii, astfel încât să se potrivească strâns în cot. Arcul va preveni, de asemenea, formarea deformațiilor nedorite în timpul îndoirii la rece. Trageți-l afară de firul atașat la capătul spirelor și extinzându-se spre exterior.
Cum să îndoiți o țeavă de profil acasă pe o placă de îndoire
Aceasta este o altă opțiune pentru cum să îndoiți o țeavă de profil fără un îndoit de țevi, folosind dispozitive realizate pe cont propriu. Acestea includ metal orizontal sau placă de beton cu orificii, sablon plat stationar cu element de fixare, banc de lucru cu dorn. Aceste modele sunt bune pentru îndoirea la rece subțire produse pentru conducte... Principiul de funcționare este simplu: un capăt al profilului este prins, iar celălalt este presat sub acțiunea forței, îndoind în jurul formei pregătite. Îndoirea manuală necesită un efort semnificativ și nu garantează precizia.

Trebuie reținut că rularea țevilor de oțel are un moment plastic de rezistență (efect de arc), astfel încât îndoirea trebuie ajustată de mai multe ori pentru a se potrivi cu șablonul.
Cum să îndoiți o țeavă de profil cu propriile mâini și să o aduceți la forma inițială este dificil. Pentru ca totul să funcționeze conform planului de la prima încercare, nu puteți face fără o mașină specială.
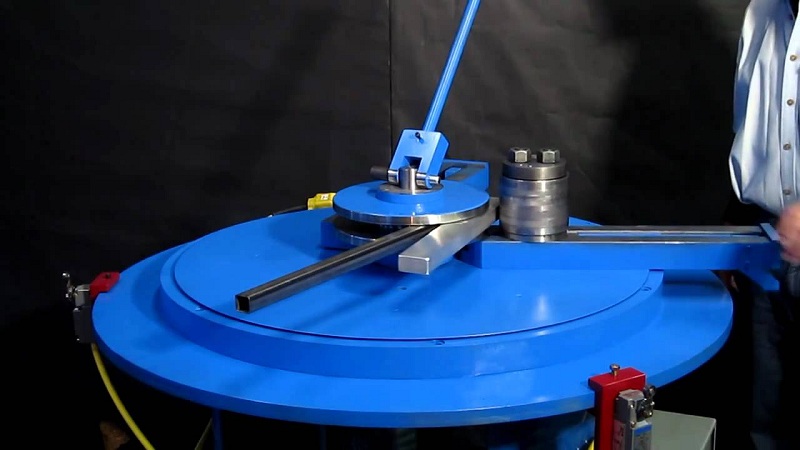
Îndoitor de tuburi pentru produse cu secțiuni pătrate și dreptunghiulare
O mașină de îndoit profile este un dispozitiv cu arbori, dintre care unul, cu o cursă liberă sub presiune, îndoaie uniform o țeavă de forma dorită pe toată lungimea sa. Arborele sunt prelucrate la o anumită secțiune. Presiunea se aplica treptat pana se ajunge la cotul dorit. Forța este aplicată manual sau cu ajutorul unei acționări electrice, hidraulice. Un îndoit de țevi de acasă este proiectat pentru un număr mic de produse de îndoire, unul profesional poate fi folosit pentru îndoirea în serie cu precizie garantată.
Datorită caracteristicilor de proiectare, mașina de îndoit profile îndoiește țeava de oțel fără încălzire atât într-o secțiune separată, cât și pe toată lungimea în diferite unghiuri și în planuri diferite.

De asemenea, este posibil să faci un dispozitiv de îndoire cu propriile mâini, va fi nevoie de mult efort, timp și bani, dar procesul de îndoire a țevilor va deveni mai ușor. Mașină manuală pentru indoirea profilului este usor de manevrat, are dimensiuni reduse, poate fi instalat intr-un garaj sau un mic atelier. Îndoitorul de tuburi trebuie să fie asigurat într-o poziție stabilă, lucrul trebuie făcut încet, verificând constant dacă se potrivește cu șablonul. Cea mai simplă opțiune, potrivită pentru țevi subțiri, este mașina cu role Volnov. Într-un anumit loc al piesei de prelucrat prinse într-o menghină, se formează o îndoire cu ajutorul unei role, dar este necesară o rezistență fizică bună.
Cum să îndoiți o țeavă de profil acasă nu este o întrebare ușoară. Ar trebui să țineți cont de multe nuanțe și să faceți totul corect pentru a nu strica materialul. Se acordă multă atenție dimensiunilor secțiunii, grosimii peretelui, calculului razei de îndoire, de asemenea, merită să decideți dacă folosiți încălzire, umplutură sau nu.