Lorsque la pompe fonctionne, une pression hydraulique axiale agit sur la roue d'impulseur, tendant à déplacer l'arbre avec la roue montée dessus dans le sens opposé au sens de déplacement du fluide entrant dans la roue.
La pression du côté aspiration dans l'espace annulaire est toujours inférieure à la pression par le côté opposé disque de roue (2.13). Si du côté droit de la roue la force de pression P2 agit sur la surface annulaire du disque de rayon r2 et rd, alors du côté gauche son action est limitée à la surface annulaire de rayon r3 et Rt. D'où il s'ensuit que les forces de pression totale sur Roue de travail avec une entrée de liquide unidirectionnelle à droite et à gauche ne sont pas les mêmes.
De la formule () il s'ensuit que la pression axiale est dirigée de droite à gauche (P2> Px). En conséquence, une force est créée le long de l'axe de l'arbre, tendant
Déplacer la roue vers le côté aspiration. L'amplitude de la force axiale est d'autant plus plus grand diamètre entrée et plus la différence de pression (p2 pg) est grande ~ La formule (2.81) est approximative, car elle ne prend pas en compte la pression réactive du fluide lors du déplacement dans la roue, qui résulte du changement de direction du fluide écoulement d'axial à radial.
La pression axiale dans la pompe même sur une roue peut être importante, et dans les pompes à plusieurs étages, la suppression de la force axiale nécessite des dispositifs spéciaux. La pression axiale déplace la roue, qui est montée rigidement sur l'arbre de la pompe, ce qui entraîne un échauffement des roulements, et avec un déplacement important du rotor de la pompe, la roue peut entrer en contact avec les parois fixes du boîtier. Cela peut provoquer l'abrasion des parois de la roue et une augmentation de la consommation d'énergie et, dans certains cas, endommager la pompe.
La poussée axiale peut être soulagée ou considérablement réduite comme suit :
l'utilisation d'une turbine à double aspiration ; en contournant le liquide de la cavité de dégagement du disque arrière dans le tuyau d'aspiration. Dans ce cas, la section transversale du tuyau de déchargement de dérivation doit être d'au moins 4 fois plus de zone jeu entre le joint de roue et le corps de pompe. Le presse-étoupe côté refoulement sera sous pression d'aspiration ;
le dispositif de trous dans le manchon de roue. Cette méthode réduit l'efficacité de la pompe de 4 à 6 %, il est donc préférable de décharger à l'aide d'un tuyau de dérivation ;
installation de nervures radiales sur le disque arrière de la roue (la méthode est largement utilisée dans la construction de roues pour acides);
Dans les pompes à plusieurs étages forces axialeséquilibrer des manières suivantes : installation contre-directionnelle des roues et un système approprié pour transférer le fluide de roue à roue ; à l'aide d'un disque de déchargement (talon hydraulique) (2.14).
Dans ce cas, l'équilibre du rotor est réalisé par l'action de la pression px dans le sens opposé à la charge axiale. A cet effet, la cavité devant le disque de déchargement est reliée par un système d'interstices, à travers lequel une petite partie du débit de la pompe Qy2 est détournée dans la conduite d'aspiration. Cela permet d'assurer un démarrage minimal du rotor dans le sens axial et de soulager les bagues d'étanchéité côté refoulement de l'action de la haute pression.
Souvent en agriculture, dans l'industrie et chez les particuliers, des équipements de pompage sont utilisés. Leur but est de se déplacer différents types liquides. C'est pourquoi les unités de pompage ont de nombreuses variétés, parmi lesquelles les pompes centrifuges occupent une place particulière.
Le principal élément de travail de cet équipement est la roue. Cet article traite en détail du concept d'une roue, le dispositif de ce élément structurel, ainsi que ses types.
1 Le concept de la roue et sa structure
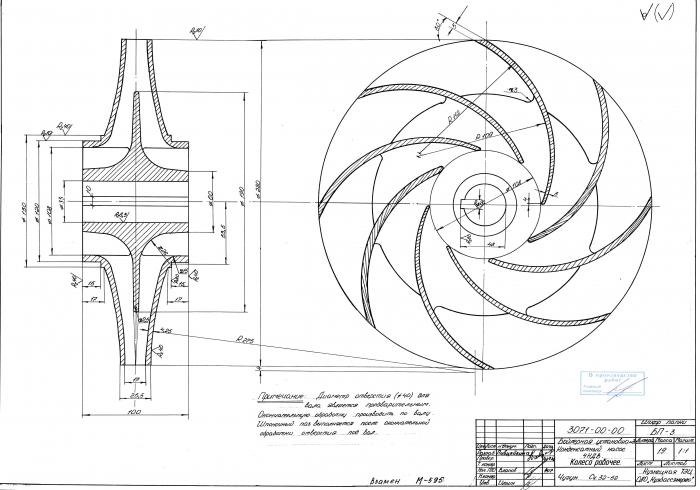
La roue (roue) de la pompe est le principal élément de travail de l'équipement de pompage, qui transfère l'énergie reçue du moteur. Les diamètres extérieur et intérieur des pales, la forme des pales, la largeur de la roue peuvent être déterminés à l'aide de calculs.
Le but principal de la roue de la pompe est de générer une force centrifuge., qui crée une pression, qui met le flux de fluide en mouvement.
La conception de la roue comprend les éléments principaux suivants :
- disque avant (principal) ;
- disque arrière (entraîné);
- roue, qui se compose d'aubes situées entre les disques.
Les aubes de turbine des équipements de pompage ont souvent une courbure du côté opposé à la direction vers laquelle elles se déplacent.
1.1 Fonctions de la roue de la pompe
Le principe de la roue : au début du cycle de travail, du fluide s'accumule entre les aubes en même temps que la roue commence à tourner. Sous l'influence de la rotation, une force centrifuge apparaît, contribuant à l'apparition de pression ; puis le liquide sort du milieu de la roue et se plaque progressivement contre les parois. Le fluide pompé, sous pression, est évacué vers l'extérieur par la buse de décharge, tandis qu'une pression minimale est créée au milieu de la roue, ce qui contribue à l'écoulement de la prochaine portion de liquide pour la roue.
Il convient également de noter que ce processus se produit de manière cyclique, grâce à laquelle le fonctionnement de l'équipement de pompage est stable et ininterrompu.
1.2 Types et différences
Les roues à aubes sont des types suivants :
- ouvert;
- fermé;
- semi-fermé.
Une pompe centrifuge à roue ouverte n'est pratiquement pas utilisée aujourd'hui, car leur efficacité< 40%. Но на немногих землесосных снарядах давней постройки такие колеса еще эксплуатируются. Но данный тип крыльчаток имеет и преимущества.Они гораздо менее подвержены засорению, и их весьма легко можно защитить от износа стальными накладками. Также отремонтировать данный тип колес можно очень просто.
Type semi-fermé a un disque du côté opposé au côté aspiration. Ces types ne sont pas utilisés dans les grosses machines de terre, mais sont utilisés dans les petites pompes pour lesquelles la question du colmatage est une pierre angulaire.
Types privés donnent la plus haute efficacité, ils sont utilisés sur tous les équipements de pompage modernes. Ils sont très durables, mais la protection contre l'usure et la réparation sont beaucoup plus difficiles que les roues semi-fermées et ouvertes.

La roue fermée a deux à six pales de rotor. Des saillies radiales sont généralement réalisées sur sa surface externe des disques. Ou des protubérances qui suivent le contour des omoplates.
Les roues à aubes sont le plus souvent réalisées en une seule pièce. Mais aux États-Unis d'Amérique, ils sont parfois fabriqués soudés, à partir de pièces moulées... Dans le cas de l'utilisation d'alliages durs difficiles à usiner, les roues sont parfois réalisées avec un moyeu amovible réalisé dans un matériau plus tendre.
1.3 Les types d'atterrissages les plus couramment utilisés
Ajustement conique (conique) - Permet une installation et un retrait faciles de la turbine de l'arbre de la pompe. L'inconvénient de cet ajustement est la position moins précise de la roue par rapport au corps de l'unité de pompe dans la direction longitudinale qu'avec un ajustement cylindrique. La roue est montée rigidement sur l'arbre, elle est donc immobilisée. De plus, un ajustement conique a tendance à produire un faux-rond important de la roue, ce qui, à son tour, affecte négativement la garniture du presse-étoupe et les joints mécaniques.
Ajustement cylindrique - Fournit un positionnement précis de la roue sur l'arbre. La roue est fixée sur l'arbre au moyen de 1 ou plusieurs clavettes. Cet ajustement est utilisé dans les pompes vortex et les pompes vortex submersibles. L'inconvénient d'un tel ajustement est la nécessité d'un usinage le plus précis à la fois de l'arbre de la pompe et du trou dans son moyeu lui-même.
Ajustement hexagonal (cruciforme) - généralement utilisé dans équipement de pompage pour les puits. Cet ajustement permet une installation et un retrait faciles de la turbine. Il le fixe solidement sur l'arbre dans l'axe de sa rotation. Les écarts dans les roues des diffuseurs sont ajustés au moyen de rondelles spéciales.
L'atterrissage en forme d'étoile hexagonale est utilisé dans les unités de pompage haute pression multicellulaires verticales et horizontales dans lesquelles les roues sont en acier inoxydable. Cette conception est la plus complexe, elle nécessite la classe la plus élevée traitant à la fois l'arbre et la roue. Il fixe fermement la roue sur l'axe de rotation de l'arbre. Les écarts dans les diffuseurs sont ajustés au moyen de bagues.
2 Causes et symptômes de bris de roue des pompes centrifuges
La cause la plus fréquente des pannes de la roue est la cavitation - vaporisation et l'apparition de bulles de vapeur dans le liquide, ce qui conduit à l'érosion du métal, en raison de la présence d'une forte agressivité chimique du gaz dans les bulles de liquide.
Les principales raisons de l'apparition de la cavitation:
- Température> 60°C
- Tête d'aspiration longue et pas assez grande.
- Connexions de la tête d'aspiration desserrées.
- Tête d'aspiration sale.
Signes de rupture :
- Vibration.
- Craquement lors de l'aspiration.
- Des bruits.
Conseil : si les signes ci-dessus sont présents dans la pompe, il vaut mieux arrêter de l'utiliser. Étant donné que la cavitation réduit l'efficacité de l'appareil, sa pression et sa productivité, les pièces de l'unité de pompe deviennent rugueuses et une réparation ou l'achat ultérieur d'un nouvel appareil sera nécessaire.
2.1 Réparation
Si l'appareil refuse toujours de fonctionner, vous pouvez le réparer vous-même. Pour réparer l'appareil, vous devez le démonter :
- La première étape consiste à retirer le demi-accouplement avec l'aide d'un loueur spécialisé.
- L'étape suivante consiste à diriger le rotor vers le côté qui produit l'aspiration jusqu'à ce qu'il s'arrête.
- Marquez l'emplacement de la flèche de décalage de l'axe.
- Démonter les roulements, retirer les chemises.
- Le disque de déchargement est retiré au moyen d'un extracteur.
- A l'aide des vis de force, retirer la roue de l'arbre.
Si le matériau est de l'acier, si la roue est usée, elle est d'abord guidée, puis meulée sur tour... Si les roues sont très usées, elles sont retirées, après quoi une nouvelle est soudée.
Si le matériau est en fonte, si la roue est usée, les emplacements nécessaires sont coulés avec du cuivre, puis rectifiés, mais les roues en fonte sont généralement simplement changées.

Lors de la dernière étape, la pompe est assemblée dans l'ordre suivant :
- Essuyez les détails de la pompe centrifuge.
- S'il y a des bavures ou des entailles, elles sont supprimées.
- La roue est montée sur l'arbre.
- Remplacez le disque de décharge.
- Installez une garniture de presse-étoupe souple.
- Serrez les écrous.
- Le joint d'huile est enroulé.
- Le rotor est alimenté dans le talon jusqu'à la butée du disque de déchargement.
3 Principales caractéristiques des pompes centrifuges modernes
Les meilleurs représentants des pompes modernes sont : pompe submersible avec une roue périphérique Calpeda de la série B-VT, ainsi qu'un groupe motopompe auto-amorçant 1SVN-80A et une pompe électrique 1ASVN-80A.
3.1 Objectif des pompes CALPEDA B-VT
Les pompes CALPEDA B-VT sont utilisées pour le pompage propre (pour les liquides contaminés, vous pouvez utiliser pompes semi-submersibles Calpeda VAL ou Calpeda SC) liquides non explosifs, dans lesquels il n'y a pas de particules abrasives, en suspension ou hautement corrosives pour les matériaux à partir desquels la pompe est fabriquée.
En raison de leur petite taille, ces pompes sont très bien adaptées pour une installation dans différents appareils et appareils pour systèmes de refroidissement, de circulation et de climatisation.
Limitations opérationnelles des unités de pompage CALPEDA B-VT
- Température du liquide : pour l'eau<90 °C, для масла < 150°C.
- Température ambiante< 40°C.
- Mode d'utilisation continu.

Équipement de pompage auto-amorçant 1SVN-80A et 1ASVN-80A. Il est utilisé pour pomper des liquides non contaminés : eau, alcool, carburant diesel, essence, kérosène et liquide neutre similaire avec une viscosité<2⋅10-5 м 2 /с температурой -40 – 50 °Cи плотностью <1000 кг/м 3 .
Les unités de pompage 1SVN-80A sont produites avec une rotation droite et gauche, lorsqu'elles sont vues du côté de l'extrémité de l'arbre. Dans le dispositif de rotation à gauche, l'extrémité d'entraînement de l'arbre est située du côté de l'entrée d'aspiration, le sens de déplacement de l'arbre est dans le sens inverse des aiguilles d'une montre.
Dans un dispositif de rotation à droite, l'extrémité de l'arbre d'entraînement est située du côté du tuyau de refoulement, l'arbre tourne dans le sens des aiguilles d'une montre. Il est nécessaire que le sens de déplacement de l'arbre coïncide avec le sens de la flèche sur la section de pression de l'équipement de pompage (vérifié au moyen d'un court essai de l'entraînement de l'appareil).
3.2 Simulation de turbine dans FlowVision (vidéo)
Envoyez votre bon travail dans la base de connaissances est simple. Utilisez le formulaire ci-dessous
Les étudiants, les étudiants diplômés, les jeunes scientifiques qui utilisent la base de connaissances dans leurs études et leur travail vous seront très reconnaissants.
Posté sur http://www.allbest.ru/
Ministère de l'Éducation et des Sciences de la Fédération de Russie
Branche de l'État fédéral budgétaire de l'éducation
établissements d'enseignement professionnel supérieur
« UNIVERSITÉ TECHNIQUE DU PÉTROLE D'ÉTAT UFA »
dans la ville d'OCTOBRE
Département des machines et équipements des champs pétrolifères
Projet de cours
Réparation de roue de pompe centrifuge
par discipline : « Exploitation et réparation de machines et d'équipements de champs de pétrole et de gaz »
Terminé: senior gr. MP-06-11 R.R. Sharifullin
octobre 2013
introduction
1.1 Caractéristiques techniques du groupe motopompe
1.2 Conception et principe de fonctionnement du groupe motopompe
2. La structure du processus technologique de révision du type d'unité de pompage NPV-1250-60
2.1 Organisation de la réparation du groupe de pompage. Caractéristiques de la réparation travaux
2.2 Centralisation et spécialisation des travaux de réparation
3.1 Démontage de la pompe
3.2 Surveillance de l'arbre
5.1 Généralités
5.2 Assemblage des liaisons d'arbre
5.2.1 Assemblage des liaisons de l'arbre de la presse
5.2.5 Assemblage des raccords filetés de l'arbre
5.3 Assemblage de la pompe
5.3.1 Assemblage du rotor
5.3.4 Assemblage des tronçons
5.3.5 Assemblage final de la pompe
5.4 Alignement de la pompe
6.1 Dispositions générales
6.2 Méthodes d'essai
7. Protection du groupe de pompage type NPA-1250-60 contre la corrosion
8. Règles d'entretien et de fonctionnement du groupe motopompe type NPV-1250-60
Bibliographie
introduction
Une variété d'équipements de pompage est utilisée dans divers processus technologiques de l'industrie pétrolière et gazière, la production, la collecte, la préparation et le transport de produits de puits de pétrole, le transport du pétrole principal, les processus améliorés de récupération du pétrole, le maintien de la pression des réservoirs et l'approvisionnement en eau, ainsi que dans diverses unités technologiques d'usines de traitement de gaz et de stations de compression, une variété d'équipements de pompage est utilisée, différant par leur principe de fonctionnement, leur conception, leur entraînement et les caractéristiques du liquide pompé.
Les pompes centrifuges à huile, conçues pour fonctionner dans des conditions de formation possible de mélanges explosifs de gaz et de vapeurs avec l'air, sont utilisées dans les systèmes de collecte sur le terrain, la préparation et le transport de pétrole, les installations technologiques de raffinage du pétrole et les industries pétrochimiques pour le pompage de pétrole, de gaz d'hydrocarbures liquéfiés , produits pétroliers et autres liquides similaires avec les propriétés physiques spécifiées (densité, viscosité, etc.) et l'effet corrosif sur le matériau des pièces de la pompe. La teneur maximale en matières solides en suspension dans le liquide pompé ne doit pas dépasser 0,2 % (en poids). La taille des particules ne doit pas dépasser 0,2 mm.
Des pompes des types suivants sont fabriquées : K en porte-à-faux horizontal à un et deux étages ; Avec carter inter-supports à section horizontale fendue axialement ; SD inter-support sectionnel horizontal double coque ; VM verticale, intégrée au pipeline.
La fabrication des types suivants est envisagée : stations de pompage d'huile pour le pompage des fuites ; LPV de rétention d'huile verticale ; Lignes principales de pétrole NM.
Les pompes à pression d'huile verticales, de type NPV, sont conçues pour fournir de l'huile avec des températures allant de moins 5 0 C à plus 80 0 C, viscosité cinématique 1-3x10 -4 cm 2 / s, densité 830-900 kg / m 3.
la corrosion de l'arbre de réparation de la pompe
1. Conception, destination et conditions de fonctionnement d'une unité de pompage de type NPV-1250-60
La cavitation est une violation de la continuité d'un écoulement liquide causée par l'apparition de bulles ou de cavités remplies de vapeur ou de gaz. La cavitation se produit lorsque la pression chute, à la suite de laquelle le liquide bout ou du gaz dissous s'en dégage. Dans un écoulement liquide, cette chute de pression se produit généralement dans la région des vitesses plus élevées. Dans la plupart des cas, la libération de gaz de la solution ne joue pas un rôle existant. Dans ce cas, la cavitation est souvent appelée cavitation à la vapeur. La cavitation vapeur s'accompagne des principaux phénomènes suivants :
1) Condensation de bulles de vapeur, qui est emportée par le flux dans la zone de pression accrue.
2) Érosion du métal des parois des canaux. Lorsque les bulles de vapeur se condensent, la pression à l'intérieur de la bulle reste constante et égale à l'élasticité de la vapeur saturée, tandis que la pression du liquide augmente au fur et à mesure que la bulle se déplace. Les particules liquides entourant la bulle sont sous l'action de la différence entre la pression du liquide et la pression à l'intérieur de la bulle et se déplacent vers son centre à une vitesse accélérée. Avec la condensation complète de la bulle, une collision de particules liquides se produit, accompagnée d'une augmentation locale instantanée de la pression, atteignant des milliers d'atmosphères. Cela conduit à un écaillage du matériau de la paroi du canal, apparemment causé par la fatigue. Le processus mécanique décrit de destruction des parois du canal est appelé érosion et est la conséquence la plus dangereuse de la cavitation.
3) Phénomènes sonores (bruits, crépitements, chocs) et vibrations de l'installation, qui sont le résultat des vibrations des fluides, qui sont provoquées par la fermeture des cavités remplies de vapeur.
4) Dans les pompes à palettes, la cavitation s'accompagne d'une baisse du débit, de la pression, de la puissance et du rendement.
Dans une pompe à palettes, la cavitation de la vapeur se produit sur la pale de la turbine, généralement près de son bord d'attaque. La pression est ici très inférieure à la pression dans la tubulure d'admission de la pompe en raison d'une augmentation locale de la vitesse à l'impact sur l'aube et en raison des pertes hydrauliques dans l'alimentation.
Pour éliminer le phénomène de cavitation sur les pompes sectionnelles centrifuges de canalisation principale lors du pompage de produits pétroliers d'un parc de produits dans une raffinerie de pétrole, des pompes de surpression sont utilisées qui créent une pression au niveau du tuyau d'admission de la pompe de canalisation principale.
Figure 1 Groupe de pompage NPV-1250-60 1 moteur électrique ; 2 lanternes ; 3 tuyaux de dérivation de décharge ; 4 tuyaux d'admission; 5 verres avec pompe
Les unités de pompage d'huile électriques verticales verticales (Figure 1) sont conçues pour fournir de l'huile avec une température de 268..353K (-5 .. + 80C), densité = 830..900 kg / m2 aux pompes principales d'huile conformément à GOST 12124 -80 et créer le support nécessaire à leur travail de non-cavitation.
Les unités sont conçues pour fonctionner dans des zones explosives de classe V-1G (conformément aux règles des installations électriques) et pour pomper de l'huile dont les vapeurs forment des mélanges explosifs avec l'air de catégorie II A et de groupe T3 conformément à GOST 12.1 .011-78.
Les pompes sont fabriquées selon le premier groupe de fiabilité GOST 6134-71 en version climatique V, catégorie de placement I conformément à GOST 15150-69, et sont destinées à fonctionner dans des zones ouvertes à une valeur inférieure de la température ambiante limite de - 50C.
Dans le symbole du groupe électropompe (pompe), les chiffres et les lettres signifient :
Tête de pression d'huile verticale
1250 débit, m3/h
60 têtes, m
Les unités sont fabriquées en exécution pour les industries explosives et dangereuses d'incendie.
1.1 Spécifications techniques
La pompe NPV-1250-60 présente les caractéristiques techniques suivantes :
Débit 1250 m 3 / h
Tête 60 m
Vitesse du rotor 1500 tr/min
Marge de cavitation admissible sur l'axe de la roue (sur l'eau), pas plus de 2,2 m
Efficacité (sur l'eau), pas moins de 76%
Fuite de joint de pompe externe 0,3 * 10
Dimensions hors tout 6155x2361 mm
Poids, pas plus de 11940 kg
Il est permis de faire tourner les roues sur le diamètre extérieur de 5 et 10 % de la valeur nominale selon les recommandations du fabricant.
1.2 Appareil et principe de fonctionnement
Chaque groupe de pompage électrique se compose d'une pompe de surpression à huile verticale, d'un moteur électrique asynchrone vertical antidéflagrant, type VAOV, d'un accouplement, d'un système d'automatisation et d'une instrumentation.
Pompe centrifuge, verticale, monocellulaire avec alimentation en fluide axiale. Roue d'entrée double face, pour augmenter la capacité d'aspiration de la roue, des roues en amont sont utilisées.
La partie stator de la pompe se compose de deux entrées axiales, d'une dérivation, de canaux de transfert, de deux sections de pression, d'un couvercle avec une sortie de pression et d'une contre-bride, et une lanterne pour le moteur électrique.
La partie inférieure de la pompe est placée dans un verre métallique avec un fond, un tuyau d'admission et une plaque de base soudés. Le verre avec la partie de support de la dalle est installé sur la fondation et fixé à celle-ci avec des boulons de fondation. Pour évacuer l'air lors du remplissage, un tuyau et un tuyau sont prévus dans la cuvette pour vider la pompe. Le couvercle est installé sur la plaque de base du verre. Une lanterne est installée sur la bride supérieure du couvercle pour le montage du moteur électrique.
Le rotor de la pompe se compose de l'arbre des roues de travail et d'amont, des bagues d'étanchéité, des clavettes, etc. Le sens de rotation du rotor est dans le sens des aiguilles d'une montre, vu de l'extrémité d'entraînement de l'arbre.
La force axiale hydraulique du rotor est soulagée par l'utilisation d'une roue à double entrée.
La masse du rotor et la poussée axiale hydraulique résiduelle du rotor sont absorbées par un roulement à billes à double contact oblique, qui constitue le support supérieur. Graisse pour roulements à billes consistante CATIM-202 GOST11110-75 ou Litol-24 TU 38-101139-71.
Pour la perception des forces radiales dans la conception de la pompe, il existe deux paliers lisses radiaux, d'extrémité (à l'extrémité inférieure de l'arbre) et intermédiaire, lubrifiés par le produit pétrolier pompé.
Joint d'extrémité du rotor type TM120M TU 26-06-968-75. Un collecteur des fuites d'huile de la garniture mécanique est organisé dans la cavité du couvercle. Pour chauffer la garniture mécanique et le collecteur de fuite d'huile à basse température ambiante, le couvercle de la pompe est équipé d'une résistance électrique. Afin d'éviter des pertes de chaleur importantes, la surface extérieure du couvercle de la pompe doit être isolée thermiquement sur le lieu de fonctionnement de la pompe.
Le collecteur de fuite d'huile doit être vidé tous les 1,5 à 2 mois s'il y a une fuite normale de la garniture mécanique. Pour contrôler le niveau, des indicateurs de niveau de liquide SUZH-3 sont utilisés.
2. La structure du processus technologique de révision d'une unité de pompage de type NPV-1250-60
Le processus technologique de révision est un complexe d'opérations technologiques et auxiliaires visant à restaurer le fonctionnement de l'équipement, effectué dans un certain ordre, et comprend l'acceptation de l'équipement pour les opérations de réparation, de lavage et de nettoyage, le démontage de l'équipement en unités, unités d'assemblage et pièces, contrôle, tri des pièces et pièces de rechange, de leur ensemble complet, assemblage des unités d'assemblage, des unités et des équipements en général, rodage et test des équipements après assemblage, peinture et livraison des équipements après réparation.
Dans les entreprises de réparation de l'industrie pétrolière et gazière, en fonction de la quantité d'équipements du même type et des conditions de réparation, deux méthodes de réparation principales sont utilisées: individuelle et globale (nodale). Selon la méthode utilisée, le contenu et la séquence des opérations du processus technologique de réparation changent. Avec une méthode de réparation individuelle, les pièces, les unités d'assemblage et les ensembles d'équipements sont marqués et, après réparation, sont installés sur le même équipement. Par conséquent, l'assemblage des équipements ne commence que lorsque toutes les pièces sont réparées, ce qui allonge considérablement le temps total de réparation.
Une méthode de réparation individuelle est utilisée dans les cas où une petite quantité du même type d'équipement arrive à l'entreprise de réparation. Avec une méthode de réparation individuelle, une machine ou un mécanisme est réparé par une équipe complexe, composée de travailleurs hautement qualifiés.
La méthode de réparation individuelle présente les inconvénients suivants :
1) il n'y a pas de spécialisation des travaux de réparation et la possibilité d'introduire la mécanisation est limitée, ce qui réduit considérablement la productivité du travail;
2) l'équipement est en réparation depuis longtemps, car les pièces finies sont inutilisées jusqu'à ce que toutes les pièces soient réparées;
Figure 2 - Schéma du processus technologique de remise en état des équipements par une méthode individuelle.
Avec la méthode de réparation des agrégats, l'inégalité suivante doit être observée :
Par conséquent, il est naturel que la durée de la réparation dans ce cas soit considérablement réduite.
2.1 Organisation de la réparation. Caractéristiques des travaux de réparation
Les pompes doivent être réparées dans les bases de réparation. La technologie de réparation de pompe dépend de la méthode de préparation et de planification de la réparation :
a) une méthode individuelle de réparation des pompes, sous réserve de la restauration des pièces usées ;
b) une méthode individuelle de réparation des pompes, à condition que les pièces usées soient remplacées par des pièces neuves provenant du stock stocké dans l'entrepôt ;
c) une méthode de réparation impersonnelle.
En cas de révision par une méthode individuelle, les pompes reçues pour réparation sont soumises à un lavage externe, un démontage séquentiel en unités et pièces, des lavages répétés de pièces, un contrôle, un tri (convient en conjonction avec une taille restaurée à réparer ou une pièce neuve, nécessitant réparation et inutilisable), marquage et détection des défauts des pièces. Les pièces appropriées sont transportées directement vers l'entrepôt de préparation de commandes et les pièces qui ne peuvent pas être remises à la ferraille.
En présence de pièces de rechange, la révision se réduit principalement aux opérations de monteur et d'assemblage et à un petit nombre de travaux de machines et de soudures qui nécessitent un équipement universel et des qualifications moyennes du personnel de réparation.
Toutes les pièces nécessitant une réparation et une restauration sont effectuées dans divers ateliers de l'entreprise selon le processus de réparation et, par conséquent, arrivent également à l'entrepôt d'assemblage, où les assemblages à assembler sont assemblés, puis l'assemblage et les tests eux-mêmes sont effectué.
Dans le même temps, la pièce de base est réparée, puis l'assemblage général, les tests, le rodage, la peinture et la livraison de la machine réparée au consommateur sont effectués.
L'assemblage de la pompe ne peut être démarré qu'après que la dernière pièce a été reconstruite.
Les exigences d'assemblage et d'essai pour une pompe révisée doivent être les mêmes que pour une pompe neuve.
2.2 Centralisation et spécialisation des travaux de réparation
La technologie de réparation diffère considérablement de la technologie existante chez le fabricant de pompes. La gamme de pompes réparées stipule l'équipement des ateliers de réparation en matériel universel, instruments, outillage, matériel réajustable.
La centralisation et la spécialisation créent les conditions de l'organisation des réparations industrielles et, par conséquent, de l'application des solutions technologiques et organisationnelles les plus avancées. La révision entièrement centralisée des pompes dans les usines spécialisées est efficace à une échelle de production qui offre la possibilité d'organiser des réparations dépersonnalisées en ligne et en présence d'un fonds d'échange.
La création d'un fonds d'échange permettra au consommateur, en remettant une pompe en réparation, de recevoir un exemplaire reconditionné de la même marque. Le nombre de pompes réservées pour l'échange dans un centre de réparation doit être de 4 % du nombre de pompes réparées annuellement. Les principaux avantages de la révision centralisée sont une diminution de son intensité de main-d'œuvre et de son coût de 1,5 à 2 fois, une augmentation de la qualité due à la spécialisation et à un meilleur équipement technique et, par conséquent, une augmentation des périodes de révision et une augmentation du taux d'utilisation des équipements en fonctionnement. Avec les réparations centralisées, la culture et la technique de la production de réparation augmentent, le nombre de réparateurs diminue, le métal est économisé, le nombre d'équipements technologiques utilisés pour les réparations est réduit, son facteur de charge augmente, la discipline technologique s'améliore et le cycle de production de la pompe les réparations sont réduites de 2 à 3 fois.
Dans tous les cas, le coût de la révision doit être
25 ... 35% du coût d'une pompe neuve et, dans les cas extrêmes, ne pas dépasser 60 ... 70% de sa valeur.
3. Technologie de démontage de pompe et de contrôle d'arbre
3.1 Démontage
La pompe est démontée sur un stand spécial dans l'ordre suivant (voir Figure 2) :
l'indicateur du décalage axial est supprimé ;
démontage des paliers lisses et enlèvement des bagues ;
le couvercle de décharge est retiré et le manchon de talon est démonté ;
les sections de travail de la pompe sont démontées;
le couvercle d'admission de la pompe est retiré.
Lors d'une révision majeure, les machines sont complètement décomposées selon le schéma technologique, qui indique la séquence des opérations, qui consiste d'abord à démonter la machine en blocs, unités, pour unités, puis à démonter chaque unité en pièces.
Lors des réparations de routine, seules les unités sont démontées, dont les pièces nécessitent une réparation ou un remplacement. Selon le volume des réparations, le démontage de l'équipement est effectué par une équipe sur un lieu de travail, ou des lieux de travail supplémentaires sont créés pour le démontage des unités individuelles.
Afin d'effectuer les opérations de démontage dans un délai plus court et en même temps de protéger les unités et les pièces contre les dommages, il est nécessaire d'organiser correctement leur pose. Les unités lourdes et encombrantes et les pièces de machines sont placées ou posées sur des supports et des planchers en bois sur le lieu de démontage de manière à ne pas gêner le travail de la brigade et à ne pas obstruer les allées. Les autres pièces retirées de la machine sont placées sur des supports spéciaux, qui peuvent être installés les uns au-dessus des autres sur des chariots pour transporter les pièces jusqu'à l'évier. Cette façon de placer les pièces exclut le contact et les chocs des pièces les unes contre les autres pendant le transport, et, par conséquent, leur endommagement. Les attaches qui sont légères et ne causent pas de dommages mutuels sont placées dans une boîte. Après lavage des pièces sur les mêmes supports, elles sont livrées pour inspection (détection des défauts). Lors du démontage de la pièce, la marque passe. Ceci est nécessaire pour toutes les pièces de réparation individuelles lorsque la machine est assemblée à partir de ses propres pièces remises à neuf. Avec la méthode de réparation globale, des marques sont nécessaires pour une paire de pièces usées (siège-valve) ou pour fixer la position relative correcte des pièces.
Il existe les moyens suivants pour marquer les pièces : avec un tampon fort (lettres, chiffres, poinçonnage), électrographe ou électrostatique, tampon acide et peinture. Les pièces non trempées sont marquées si le marquage n'altère pas la surface de travail et ne déforme pas la pièce. D'autres méthodes conviennent également pour les pièces collées. Le tampon acide est appliqué avec un tampon en caoutchouc humidifié avec de l'acide, avec une neutralisation supplémentaire avec une solution à 10% de carbonate de sodium.
Considérez les caractéristiques du démontage des pièces les plus courantes et les outils utilisés pour cela.
Connexions filetées. Si l'extrémité filetée est endommagée, avant le démontage, vous devez corriger le filetage avec une lime triangulaire, une lime, ou couper complètement le filetage bouché. Les connexions filetées fonctionnant dans des environnements agressifs se corrodent, ce qui les rend difficiles à démonter, car le moment de rupture devient trop élevé. Ces composés sont lavés avec du kérosène et, dans certains cas, l'unité est immergée pendant un certain temps dans un bain de kérosène. En pénétrant dans le fil, le kérosène réduit le coefficient de frottement. Avant de dévisser, s'assurer du sens de filetage (droit, gauche) afin de ne pas déformer les pièces vissées avec un couple inacceptable.
Le plus souvent, la séparation des pièces est facilitée par des coups légers et propres avec un marteau, et dans certains cas en chauffant l'appareil avec de l'eau chaude, de la vapeur ou (s'il n'y a pas de danger de gauchissement) avec la flamme nue d'un chalumeau ou d'un torche à gaz oxygène.
Avant de dévisser les pièces, il est nécessaire de déverrouiller l'agent anti-desserrage : dévisser la vis de blocage, plier la vrille de la rondelle frein, retirer la goupille fendue, dévisser le contre-écrou, etc. rupture de boulons et goujons. Pour retirer les goupilles cassées, les méthodes suivantes sont utilisées : si la goupille dépasse de la surface, une rainure est découpée dans sa partie supérieure pour un tournevis ou un écrou est soudé à la face d'extrémité cassée le long du diamètre intérieur ; si l'épingle à cheveux est cachée dans la douille, un trou y est percé, un filetage à gauche est coupé et un extracteur est vissé, faisant tourner l'épingle à cheveux qui est dévissé. S'il est impossible de dévisser la goupille avec les méthodes indiquées, elle est percée. Des méthodes similaires peuvent être utilisées pour retirer les vis avec une fente endommagée pour un tournevis ou avec une tête cassée. La rainure de la vis peut être endommagée par un couple inacceptable, ainsi qu'un mauvais choix d'un tournevis, qui doit correspondre à la longueur et à la largeur de la rainure. Dans les entreprises de réparation, l'utilisation de clés à fourche et surtout universelles (réglables) doit être limitée, car leur travail est improductif et, en outre, elles usent rapidement les bords des boulons et des écrous. Les clés polygonales, les clés rotatives, ainsi que les clés à cliquet et les clés à charnières sont plus rationnelles. Les meilleures performances sont obtenues avec des clés à chocs pneumatiques et électriques. Afin de ne pas utiliser de contre-écrous pour dévisser les goujons, des clés à douille spéciales sont utilisées.
Ajustement cylindrique serré. Si le démontage de pièces de la classe arbre-manchon, reliées aux paliers avec un espace, ne pose pas de difficultés, le démontage des joints avec ajustement serré nécessite l'utilisation de dispositifs spéciaux capables de créer des forces de dépressurisation importantes. De tels dispositifs comprennent des presses à levier, à vis et hydrauliques, dont l'utilisation n'est pas toujours possible, ainsi que divers roulements, accouplements, engrenages, poulies, bagues, sièges de pompe à piston.
La force de pression est créée par le système vis-écrou, une force importante nécessite l'utilisation d'un filetage. Les tire-vis et les presses permettent de démonter les mécanismes des machines sans chocs, grâce auxquels les pièces sont protégées des dommages, et les opérations de démontage sont effectuées relativement rapidement.
Lors du démontage des pièces rétractables, des presses et des extracteurs puissants sont utilisés. Le démontage des connexions peut faciliter l'échauffement de la partie extérieure. Si le démontage n'est pas possible, la partie extérieure est retirée par usinage.
Roulements. Lors du démontage, les roulements, leurs sièges dans les boîtiers et les tourillons sur lesquels ils reposent doivent être protégés contre les dommages. La meilleure façon de démonter les roulements est de les retirer de l'arbre ou de les retirer du siège à l'aide de presses utilisant les accessoires appropriés ou à l'aide d'extracteurs similaires à ceux décrits ci-dessus. Dans ce cas, la force doit être appliquée uniquement à l'anneau bien ajusté, ne la transmettant pas à travers les éléments roulants. Ne retirez pas les roulements à coups de marteau. Les ressorts de la bague, qui ferment les roulements dans les logements ou sur les arbres, sont retirés en les desserrant ou en les comprimant à l'aide d'une pince spéciale à mâchoires arrondies (droites ou coudées) qui sont insérées dans les trous des bagues à ressort.
Si le roulement est enfoncé avec un ajustement serré élevé, avant de le démonter, il doit être réchauffé avec de l'huile ayant une température d'environ 100єC, après avoir isolé l'arbre avec de l'amiante ou du carton aux points de contact avec le roulement. De l'huile chaude est versée sur le roulement à partir d'un arrosoir.
3.2 Surveillance de l'arbre
Lors de la détection des défauts des produits, il est nécessaire de trier les pièces par type d'usure, en même temps, il est nécessaire de déterminer immédiatement le sens de restauration des pièces. A l'avenir, il faudra que les pièces récupérées d'une manière aillent à l'assemblage en une seule unité (pompe). Ceci est fait afin d'exclure la défaillance prématurée de la pompe due au mauvais choix de la méthode de restauration ou de protection d'une partie ou d'un élément de la pompe tout en maintenant le fonctionnement du reste des éléments de la pompe.
Pendant le fonctionnement, les tourillons de siège, les rainures de clavette et les cannelures s'usent sur les arbres et les essieux, les filetages, les surfaces des arbres, les trous de centrage sont endommagés et les arbres sont pliés.
Les arbres et essieux sont rejetés s'ils présentent des fissures et des sièges usés dépassant les dimensions limites. Lors du dépannage, une attention particulière est portée au contrôle des vilebrequins. Les fissures sont détectées par inspection externe ou par l'une des méthodes de détection des défauts.
Les dimensions limites, l'ovalité et la conicité des tourillons d'arbre sont déterminées avec un micromètre dans deux plans mutuellement perpendiculaires. Aux vilebrequins, les tourillons sont mesurés dans le plan des manivelles et perpendiculairement à celui-ci.
Les tailles limites des sièges, cannelures, rainures de clavette sont estimées à l'aide de supports, de gabarits, d'anneaux, etc.
La flexion des arbres est vérifiée avec un indicateur lorsqu'ils tournent dans les centres ou sur des prismes. Les tourillons d'arbre présentant des rayures, des encoches et une ovalisation jusqu'à 0,1 mm sont réparés par meulage. Mais d'abord, vérifiez si les trous centraux sont alignés. S'il y a des entailles et des bosses sur eux, les trous sont restaurés. Les tourillons d'arbre présentant une usure importante sont rectifiés et rectifiés pour s'adapter à la taille de réparation. Dans ce cas, l'importance d'une diminution de diamètre de 5 à 10% est autorisée, en fonction de la nature des charges perçues par l'arbre. Dans les cas où il est nécessaire de restaurer les dimensions des cols, après les avoir tournés, des manchons de réparation sont pressés ou installés sur de la colle époxy, qui sont ensuite traités par tournage ou meulage. Les surfaces usées de l'arbre peuvent également être réparées en accumulant du métal par surfaçage par vibro-arc, métallisation, réapprovisionnement, chromage et autres méthodes.
4. Technologie de restauration d'arbre
Compte tenu des conditions de fonctionnement et des types d'usure de l'arbre, le défaut sera éliminé par surfaçage en dioxyde de carbone. Le surfaçage est réalisé sans traitement thermique ultérieur, et sans traitement mécanique préalable. Pour le surfaçage, le fil 1,2 Nm-30HGSA GOST 10543-82 est utilisé. Nous considérons les modes de surfaçage en dioxyde de carbone. Nous sélectionnons l'intensité du courant en fonction du diamètre de l'électrode et du diamètre de la pièce. Diamètre du fil 1,1-1,2 mm. Intensité du courant. Tension.
Vitesse de surfaçage V H, m/h.
b H = (10h12) g / A. h;
J - intensité du courant, A ;
h - épaisseur de la couche déposée, mm;
S - pas de surfaçage, mm;
Où Dí est le diamètre du revêtement, Dп est le diamètre du fil.
S = (1,6h2,2). dpr = 1,8. 1,2 = 2,16 mm
Diamètre du fil Dpr
Fréquence de rotation des pièces n min -1 :
où taux de dépôt d'U ; diamètre de l'arbre d
n = 1000 82,6 / 60 3,14 97 = 9,53
Vitesse d'avance du fil U pr, m / h :
où b N est le coefficient de dépôt, g / A. h,
J - intensité du courant, A ;
pr - diamètre du fil
g - densité du fil d'électrode, g / cm 3 (g = 7,85).
Sortez de l'électrode :
Déplacement de l'électrode l, mm :
l = 0,07 97 = 3,22 mm
La consommation de dioxyde de carbone est de 12 l/min.
Nous calculons le taux de temps, T N :
où T 0 est l'instant principal ;
Т ВС - temps auxiliaire;
Tadop - temps supplémentaire.
T0 = 3,14 97 28/1000 82,6 2,16 = 0,022 h
Т ВС = (2х4) min - temps auxiliaire
où k est un coefficient qui prend en compte la part de temps supplémentaire entre le principal et l'auxiliaire,% :
k = 10 - pour surfaçage en environnement CO 2
T PZ = (16h20) min
Fil d'occasion grade 1.2 N P -30 HGSA.
Le développement et la défaillance de paliers lisses ou à roulement, ainsi que les marques de corrosion, l'apparition de rayures et de nadirs lorsque de petites particules étrangères pénètrent dans les coussinets avec du lubrifiant entraînent une usure des tourillons d'arbre.
Les tourillons d'un arbre fonctionnant dans des paliers lisses sont généralement inégalement développés et prennent la forme d'un cône en section longitudinale et d'une ellipse en section transversale. Les tourillons de l'arbre fonctionnant dans les roulements s'usent lorsque la bague intérieure du roulement est usinée sur l'arbre en raison du desserrage lors de la fabrication ou du développement des sièges pendant le fonctionnement de la pompe.
En fonction de l'usure des sièges d'arbre, les méthodes de restauration suivantes sont utilisées : chromage avec usure des sièges jusqu'à 0,3 mm ; restauration (repassage) suivie d'un meulage lorsque les sièges s'usent jusqu'à 0,8 mm ; revêtement avec usure des sièges supérieure à 0,8 mm.
La restauration et le durcissement des arbres par surfaçage augmentent considérablement leur durée de vie, permettent de grandes économies de pièces de rechange et réduisent le coût de réparation des équipements. Diverses méthodes de rechargement sont connues - arc électrique, laitier électrique, gaz, thermite, friction, faisceau d'électrons, etc. Les arbres sont généralement restaurés par rechargement à l'arc électrique, qui n'entraîne pas de déformation des pièces. Le surfaçage par friction peut également être utilisé pour reconstruire les arbres usés. En termes de consommation électrique, ce procédé est beaucoup plus économique que celui de l'arc électrique.
Dans l'industrie de la réparation pour la restauration des arbres, le rechargement à l'arc électrique sous une couche de flux, dans un environnement de dioxyde de carbone, dans un jet de liquide de refroidissement, avec une protection combinée contre les arcs, un ruban fourré, etc. est souvent utilisé. une couche de flux est largement utilisée pour le surfaçage d'arbres en aciers à moyenne teneur en carbone et faiblement alliés normalisés et durcis, ainsi qu'en aciers à faible teneur en carbone qui ne sont pas soumis à un traitement thermique, ayant une usure de 0,3 à 4,0 mm en monocouche en surfaçage et plus de 4 mm en surfaçage multicouche. La productivité du processus est très élevée. Il est difficile de restaurer des arbres d'un diamètre allant jusqu'à 50 mm par cette méthode, car le laitier, n'ayant pas le temps de se solidifier, s'écoule du produit à souder.
Le surfaçage à l'arc au dioxyde de carbone est répandu dans l'industrie de la réparation pour la restauration de puits d'un diamètre allant jusqu'à 40 mm.
Le surfaçage par vibro-arc est utilisé lors de la restauration d'arbres d'un diamètre allant jusqu'à 40 mm, lorsqu'il est nécessaire d'appliquer une couche de métal uniforme et relativement mince avec une déformation minimale du produit et que la présence de petits défauts n'est pas significative. Ce processus a lieu à une puissance d'arc réduite, est très économique et fournit une dureté élevée du métal déposé.
Cependant, les revêtements résultants sont saturés de gaz et présentent des contraintes internes élevées. Par conséquent, le surfaçage par vibration-arc n'est pas recommandé pour la réparation de pièces fonctionnant sous des charges alternées.
Le surfaçage automatique au fil fourré, qui permet d'appliquer une couche de métal de toute composition chimique et d'obtenir des structures durcissantes de dureté variable, s'est répandu récemment.
Le surfaçage automatique avec une électrode en bande et un ruban fourré est 2 à 3 fois plus productif qu'avec un fil électrode conventionnel, et permet d'appliquer une couche métallique jusqu'à 100 mm de large et 2-8 mm d'épaisseur en un seul passage de la appareil. Les arbres de petits diamètres ne doivent pas être soudés de cette manière. Les alliages réfractaires sont déposés par la méthode plasma, plus productive que les autres méthodes.
Ces dernières années, de nouvelles méthodes de surfaçage avec protection combinée de l'arc et du bain de fusion ont été développées pour éliminer certains inconvénients de l'une ou l'autre méthode de restauration.
Lors de la restauration des sièges d'arbre avec un surfaçage manuel à l'arc électrique, l'emplacement de l'arbre endommagé est usiné sur la machine à la hauteur des dommages les plus profonds. Ensuite, l'arbre est fusionné à la taille requise, en tenant compte de la rainure et du meulage ultérieurs. L'opération la plus importante est le surfaçage de l'arbre.
À l'usine d'alcools synthétiques d'Ufa, un appareil a été développé qui permet un surfaçage de haute qualité. Le dispositif représenté sur la figure 4 est constitué d'un châssis 4, sur lequel sont fixés un support fixe 7 et un support mobile 3, qui permet de souder des arbres de longueurs différentes. L'arbre 1 est placé entre quatre rouleaux 5 et peut tourner librement autour de son axe. La distance entre les rouleaux, en fonction du diamètre de l'arbre, est ajustée par la rainure 8 et l'écrou 6. Lors du surfaçage des cols des arbres situés à une distance considérable de l'extrémité de l'arbre, en raison d'un chauffage inégal , l'arbre est déformé.
Figure 3 - Un dispositif de restauration de puits par rechargement à l'arc électrique développé à l'usine d'alcool de synthèse d'Ufa 1-puits ; 2e place de surfaçage; 3 étagères mobiles ; 4 cadres ; 5 rouleaux ; 6-écrou; rack 7-stationnaire ; 8 emplacements.
La figure 5 montre un dispositif mis en œuvre à la raffinerie d'Ufa. Il permet un surfaçage avec un cordon en spirale le long de l'axe de l'arbre, ce qui assure un chauffage uniforme de la surface de l'arbre et élimine la distorsion. Sur la figure, l'arbre 2 est fixé dans les centres entre la barre 1 et la plaque 3. La barre avec le centre peut se déplacer le long du poteau 4, ce qui permet le surfaçage d'arbres de différentes longueurs. Cependant, l'installation des arbres sur le dispositif considéré s'accompagne de leur déformation inévitable.
En plus du surfaçage manuel à l'arc électrique avec une électrode vibrante est utilisé. Les têtes de surfaçage GVMK-1 sont produites avec un porte-à-faux de l'embout buccal jusqu'à 50 mm. Parfois, il est conseillé de surfer sur l'arbre sans retirer les roues à aubes. Dans ces cas, un embout buccal d'une longueur de 250 à 300 mm est fabriqué pour la tête. La restauration des arbres par surfaçage à l'arc par vibration est illustrée à la figure 6.
Figure 4 - Dispositifs pour le surfaçage des arbres avec un rouleau spiralé 1 - bande ; 2 - arbre; 3- assiette ; 4 - support; 5 - agneau.
Figure 5 - Récupération d'arbres par rechargement automatique à l'arc électrique avec une électrode vibrante 1-roues ; 2- arbre ; 3- tête de surfaçage.
Lors du surfaçage avec une bande, le degré de mélange avec le métal déposé dépend de la pénétration du métal de base. En raison du mouvement constant de l'arc, la profondeur de pénétration du métal de base dans le bardage en bande est inférieure à celle du bardage en fil. La vitesse de dépôt a la plus grande influence sur la profondeur de pénétration et le mélange du métal de base avec le métal déposé. Avec sa croissance, la profondeur de pénétration augmente, la largeur et l'épaisseur du cordon déposé diminuent.
Aux faibles taux de dépôt, la pénétration du métal de base est réduite.
Les machines à souder ADS-1000-2, A-384, A-874, TS-3.5, tête ABS, convertisseurs de soudage CC PS-500, PTS-500, PS-1000, PSM-1000-4 sont utilisés pour le surfaçage à froid- bande d'électrode enroulée et redresseurs VS-600, VS-1000, VKSM-1000, VKSM-2000. Le surfaçage est réalisé avec des bandes d'acier 08kp et d'aciers anticorrosion. Les rubans céramo-métalliques LM-70HZNM, LM-20HYUPOT, LM-1H14NZ, LM-5H4VZFS, développés à l'Institute of Electric Welding du nom de V.I. E.O. Patona.
Le surfaçage avec des bandes de cermet est réalisé avec un courant continu de polarité inversée. La densité de courant sur l'électrode est de 10 -20 A / mm 2, la tension d'arc est de 28 - 32 V, la vitesse de dépôt est de 0,16 -0,55 m / s, la vitesse d'avance de la bande est de 15 - 150 m / h.
Tableau 2 L'intensité du courant, en fonction de la largeur de la bande, est la suivante :
La restauration de pièces avec un revêtement par impulsion électrique de contact consiste à souder une bande métallique sous l'influence d'impulsions de soudage. Pour exclure l'échauffement de la pièce et améliorer les conditions de durcissement de la couche soudée, un liquide de refroidissement est fourni à la zone de soudage.
Lors du soudage d'un ruban de 0,3 à 0,4 mm d'épaisseur, la capacité recommandée de la batterie de condensateurs est de 6400 uF. La tension de charge des condensateurs est régulée dans la plage de 260 - 425 V. Le ruban est soudé à une tension de 325 - 380 V. Plus le diamètre de la pièce à restaurer et l'épaisseur du ruban à souder sont grands, plus le supérieure à la tension requise de la charge du condensateur. La soudabilité du ruban avec le matériau de base, en fonction de l'amplitude et de la durée de l'impulsion de courant, est déterminée par la profondeur des creux du point de soudure, le nombre de pores à la surface des pièces, rectifiés à la taille nominale, et le pelage de la couche soudée d'une épaisseur de 0,15 à 0,02 mm.
5. Assemblage de l'unité de pompe, réglage des unités principales et des pièces d'arbre
5.1 Généralités
Une fois la réparation et la restauration des pièces terminées, leur assemblage et leur équilibrage, la dernière étape de la réparation de la pompe commence - l'assemblage et les tests de la pompe réparée.
L'assemblage doit être effectué dans une zone spéciale équipée de stands, dotée d'un ensemble complet d'outils, de dispositifs et d'équipements spéciaux pour l'élimination du travail manuel et des dispositifs et outils de contrôle et d'essai nécessaires.
Le contenu principal du processus d'assemblage est l'exécution d'un complexe de raccords et de travaux d'assemblage pour assembler les pièces de la pompe dans l'ordre requis.
La forme organisationnelle de montage la plus simple pour les pompes LEL est ce que l'on appelle le montage stationnaire sans diviser le processus en opérations. Avec cette méthode, la pompe est assemblée sur un lieu de travail (ou une zone), où les pièces et les unités assemblées sont reçues.
Les postes de travail de la zone de montage doivent être pourvus de toutes les pièces nécessaires à l'intégralité du montage. Les pièces doivent être propres et entièrement conformes aux exigences techniques énoncées dans la liste d'inspection et de réparation des pièces, et doivent être acceptées par le service qualité.
Dans ce cas, il faut vérifier
a) conformité des formes et dimensions des pièces avec les dessins d'exécution ;
b) matériaux - en vérifiant les certificats ;
c) l'absence de défauts externes - visuellement ;
d) la rugosité des surfaces traitées, il est permis de réduire la rugosité de surface d'une classe pour les pièces qui conviennent à toutes les tailles sans réparation.
Les roues, les demi-accouplements, le disque de déchargement doivent être équilibrés statiquement et le rotor doit être équilibré dynamiquement ;
Les méthodes d'assemblage de pièces et d'assemblages suivantes sont utilisées sur les pompes à réparer.
Interchangeabilité totale, dans laquelle n'importe quelle pièce et assemblage peut être utilisé pour n'importe quelle pompe pendant l'assemblage sans raccord supplémentaire. Dans ce cas, l'assemblage consiste uniquement en la connexion des parties des unités, tandis que les paliers donnés sont fournis (roues du corps des sections, aubes directrices);
Assemblage à l'aide de compensateurs, dans lequel, à la suite d'une modification de la valeur de l'un des maillons, la précision spécifiée de la chaîne dimensionnelle est assurée ; tous les autres maillons sont fabriqués avec la précision permise par les conditions de production. En pratique, ce mode d'assemblage est réalisé par l'introduction de joints, bagues, bagues (assemblage du rotor avec bagues de compensation entre les roues à aubes).
L'utilisation de pièces de montage en place assure la précision d'assemblage spécifiée en changeant la taille ou en obtenant la taille en place suite à l'élimination des copeaux (disque de déchargement...).
5.2 Assemblage des connexions
5.2.1 Assemblage des raccords à sertir
Les connexions de presse comprennent les paliers de l'appareil de surfaçage dans le corps de section, la connexion des sections les unes aux autres. Lors de l'assemblage des raccords à sertir, l'ajustement des pièces est toujours effectué avec un ajustement serré. Avant l'assemblage, les pièces doivent être soigneusement nettoyées des copeaux; émulsion et autres contaminants et recouvert d'une fine couche de graisse. Les principaux équipements pour effectuer des ajustements à la presse sont des presses de différents types: à commande manuelle avec entraînement mécanique, pneumatique et hydraulique.
Les pièces doivent être enfoncées en douceur, avec une augmentation constante de la force, sans biais.
Si, selon les conditions d'assemblage, l'installation de la pièce se fait en frappant la surface usinée avec un marteau, il est nécessaire d'utiliser des mandrins et des marteaux en métaux non ferreux et en plastique. Dans le même temps, le pressage doit être fait avec de légers coups de marteau sur la tête du mandrin ou sur un support spécial, de plus, de sorte que la pièce soit bien en place avec son épaulement ou sa butée, et le dernier coup doit être fort et tranchant.
5.2.2 Assemblage des liaisons par clavette d'arbre
L'assemblage de la rainure de clavette commence par vérifier la rainure sur l'arbre. Le fond de la rainure doit être parallèle à l'axe de l'arbre, les arêtes vives de la rainure sont arrondies. La clé est montée le long de la rainure, lubrifiée avec du lubrifiant liquide et enfoncée dans la rainure. Le bon ajustement de la clé aux parois latérales est vérifié par le bruit ou par la couleur. Ensuite, la rainure dans le moyeu est vérifiée, la rainure est ajustée le long de la clavette, puis le moyeu est poussé sur l'arbre.
5.2.3 Assemblage des raccords coniques (demi-raccord pompe)
Avant d'assembler le raccord conique, il est nécessaire de vérifier l'étanchéité des surfaces coniques de l'arbre et du manchon par peinture. L'étanchéité doit être d'au moins 80%.
Connexion conique pour une saisie sécurisée ; le demi-accouplement, monté sur l'arbre, y est fixé par un écrou et une rondelle.
5.2.4 Montage du roulement
Le fonctionnement normal des roulements dépend fortement du respect du processus de mise en place des roulements.
Lorsque le roulement est logé dans le logement, des forces de pression sont appliquées à la bague extérieure, après avoir préalablement lubrifié la zone d'appui avec de la graisse liquide.
Il faut s'efforcer de presser la bague sous une presse ou, à défaut de presse, avec un marteau à l'aide d'une dépêche de montage. Un roulement correctement monté, lorsqu'il est tourné à la main, doit fonctionner sans à-coups, sans bruit, cognement ou secousse.
5.2.5 Assemblage des raccords filetés
La qualité d'assemblage des raccords filetés est déterminée par le serrage correct des boulons et des écrous, la réalisation des paliers nécessaires, l'absence de distorsions dans les raccords et la fiabilité des dispositifs de verrouillage.
Lors du serrage des assemblages boulonnés, il est important d'appliquer une force constante suffisante pour créer l'étanchéité requise. Un serrage trop serré peut entraîner des déformations inacceptables ou des sollicitations excessives de la connexion. Lorsque vous commencez à serrer la connexion boulonnée, il est nécessaire de vérifier le filetage du boulon et de l'écrou. L'écrou doit être vissé sur le filetage jusqu'au bout à la main et ne doit pas osciller.
Portez une attention particulière aux tirants - pour lesquels vous devez assurer un serrage uniforme sur toute la circonférence, en vissant les écrous alternativement "en croix".
Le couple de serrage (indiqué sur les plans de montage) est obtenu en au moins 5 tours des écrous sur le pourtour.
Pour une meilleure connexion des sections, il est recommandé d'utiliser un serrage hydraulique des goujons avec un couple de serrage garanti.
Les extrémités des boulons et des goujons des connexions filetées doivent dépasser des écrous par des filetages de 1..4.
Il est permis, si nécessaire, de fournir des goupilles étagées aux douilles de taille de réparation et d'augmenter les diamètres des goupilles lorsque les douilles sont usées.
5.3 Assemblage de la pompe
À la fin de la réparation nécessaire de toutes les pièces, l'assemblage de toutes les unités incluses dans la pompe est effectué : rotor, sections, joint d'extrémité, couvercle de pompe.
5.3.1 Assemblage du rotor
Le rotor est assemblé en deux étapes : assemblage préliminaire et assemblage final avec la pompe. Les pièces arrivant pour le pré-assemblage (roues, demi-accouplements,) doivent être équilibrées statiquement.
Le pré-assemblage du rotor s'effectue dans l'ordre suivant. La roue du premier étage est mise sur l'arbre jusqu'à ce qu'elle s'arrête dans l'épaulement, après avoir préalablement inséré la clavette dans la rainure de l'arbre. Ensuite, les roues de l'étage intermédiaire sont montées une par une et il faut faire attention à ce que les clavettes sous les roues (à travers l'étage) se trouvent sur des surfaces diamétralement opposées de l'arbre.
Après la roue du dernier étage, un disque de décharge est mis, une chemise, et des deux côtés toutes les pièces sont serrées avec des écrous.
Au cours de cet assemblage, les dimensions de 95 mm et 98,5 mm entre les axes des roues sont vérifiées et, si nécessaire, des bagues d'espacement en matériaux résistants au fluide pompé sont installées. De plus, l'adhérence des extrémités des pièces jointes doit être assurée. Lors du contrôle de la peinture, la répartition des taches doit être uniforme sur la zone des extrémités.
Le pré-assemblage permet, par des mesures appropriées, d'assurer le bon alignement axial mutuel de toutes les pièces en rotation et leur butée par rapport aux parties fixes du corps.
Après l'assemblage, le rotor fini doit être vérifié pour le faux-rond.
La vérification du faux-rond du rotor est effectuée sur le mur dans des centres ou des dépêches spéciales. Le faux-rond doit être mesuré avec les écrous du rotor serrés et desserrés, et les valeurs de faux-rond ne doivent pas différer. Une modification de la valeur de faux-rond indique des extrémités mal usinées des pièces.
Si nécessaire, la rainure des joints de la roue, la surface extérieure des chemises et l'extrémité du disque de déchargement sont réalisées ; Il est interdit de meuler les tourillons d'arbre sous les roulements et les demi-accouplements.
Le rotor équilibré retourne dans la zone de montage, où les pièces qui rendent difficile l'installation du rotor dans la pompe sont démontées de l'arbre, et il est nécessaire de fixer la position des pièces retirées de l'arbre et la numérotation de série des roues. afin de maintenir un équilibrage dynamique.
5.3.2 Montage du couvercle d'aspiration
Après avoir terminé la réparation et vérifié les dimensions de base, un joint torique est inséré dans le couvercle d'aspiration, qui est vissé au couvercle avec des vis. Ensuite, un manchon de sécurité en bronze ou en acier inoxydable est inséré et fixé avec des vis ou des soudures. Selon l'option de joint, un boîtier de joint boulonné avec un joint torique est disponible.
5.3.3 Montage du raccord de refoulement
Le montage consiste à installer la douille de talon sur les axes et à la fixer avec une bride mobile.
5.3.4 Assemblage des tronçons
Un joint torique en bronze ou en plastique est fixé dans l'aube de guidage, un joint torique en acier est fixé dans le corps du profilé, puis l'aube de guidage est insérée dans le corps du profilé.
5.3.5 Assemblage final de la pompe
L'assemblage de la pompe commence par l'installation du couvercle d'entrée sur la plaque, s'il a été retiré, avec le passe-fil inséré et en le fixant à la plaque. Un support de montage est installé sur la plaque pour assembler les sections. Ensuite, la première section est installée sur le contact métallique le long de l'extrémité d'étanchéité et l'arbre est soutenu contre l'affaissement. Le reste des roues et des sections sont assemblés de la même manière. Après chaque installation de la section suivante, la course totale au décollage axial est vérifiée en déplaçant le rotor complètement d'un côté et de l'autre.
Si le décollage est inférieur à 6 mm, les dimensions axiales des roues, des aubes directrices sont ajustées ou des bagues d'espacement sont installées sur le rotor.
Après assemblage, de toutes les sections, une couverture est installée avec un manchon de talon pré-assemblé et les goujons sont serrés.
Le couple de serrage préalable des goujons est de 30 kgf.m. Le couple de serrage final des goujons de la pompe est de 1000 kgf.m.
L'uniformité du serrage des goujons de la pompe est vérifiée par le bruit pour l'uniformité du jeu latéral dans le joint fendu de la roue du premier étage ou du disque de déchargement.
Une fois la pompe enveloppée, la course axiale du rotor doit être vérifiée.
La course axiale totale du rotor (avant l'installation du disque de déchargement) doit être de 6,8 mm. Avec le disque de déchargement installé, la course axiale doit être :
a) pour presse-étoupe - 3,.4 mm
b) pour garniture mécanique - I..2 mm.
5.4 Alignement de la pompe
L'alignement du rotor est effectué avec les chapeaux de palier et les bagues supérieures retirés, en déplaçant le rotor en position verticale.
Le déplacement s'effectue par déplacement simultané des carters de butée à l'aide des vis de réglage. Casser le plus petit écart vertical mesuré de manière à ce qu'au 1/3 supérieur de l'écart et au 2/3 inférieur de l'écart, mais pas moins de 0,2 eux.
Les écrous fixant le boîtier de roulement au boîtier de pompe doivent être serrés de manière à fournir un écart uniforme au niveau du serrage du joint et un trou de morsure de 0,03 mm. Après avoir centré le boîtier de roulement, vissez et installez les couvercles avant et arrière.
Avant l'assemblage final des roulements, le contact des roulements avec l'arbre et les jeux de fonctionnement sont vérifiés.
L'ajustement des moitiés inférieures des chemises aux tourillons de l'arbre doit être dans la direction axiale sur toute la longueur et autour de la circonférence sur 1/3 du demi-cercle. Les jeux entre les tourillons d'arbre et les moitiés des coussinets doivent être compris entre :
d'en haut - 0,15 à 0,21 mm;
du côté - 0,05 à 0,11 mm.
Le demi-accouplement est installé sur l'arbre avec le plus grand soin, car la fiabilité de la pompe en dépend.
Lors de l'assemblage des accouplements à engrenages, les jantes des demi-accouplements sont reliées par des boulons, en stricte conformité avec le marquage qui détermine la position mutuelle des pièces d'accouplement.
6. Test et rodage du groupe motopompe et des composants avec une description du banc d'essai
6.1 Dispositions générales
1) Faire fonctionner la pompe pendant 10 minutes sans régler la fuite. Puis, serrer le couvercle en tournant les écrous d'1/6 de tour toutes les 5..10 minutes, pour atteindre le niveau de fuite requis. Il est interdit de faire fonctionner la pompe sans fluide de travail.
2) Une fuite sur l'arbre est essentielle au bon fonctionnement du joint. Le serrage de la garniture d'étanchéité jusqu'à ce que la fuite s'arrête complètement entraîne une usure accrue et une diminution de la période entre les serrages. Le niveau de fuite doit être compris entre 0,5..2 l/h pour les fluides agressifs et 0,5..10 l/h pour les autres.
3) La surchauffe de l'appareil pendant le rodage n'est pas autorisée. En cas de surchauffe (le joint flotte), arrêter la pompe, refroidir le joint, vérifier que le couvercle du presse-étoupe n'est pas de travers et poursuivre le rodage. Le temps de rodage total est de 30 à 90 minutes, selon les conditions de fonctionnement.
4) Le liquide barrière doit être fourni à une pression de 0,5..1 kg/cm 2 supérieure à la pression avant scellement.
5) Le contrôle des fuites et de la température des joints du presse-étoupe est effectué une fois par jour. Lors du démarrage de la pompe après un séjour prolongé, vérifier que le réglage est correct.
6) Après avoir serré le paquet pour les anneaux 1..1.5, c'est-à-dire en utilisant la marge de réglage, il est recommandé de remplacer l'ensemble de la garniture, car la majeure partie du lubrifiant est perdue et une opération ultérieure entraîne une usure accrue du manchon de protection (sauf pour la garniture à base de fibre de carbone). En cas de nécessité de production, il est permis d'ajouter une bague de garniture du côté du couvercle de pression.
7) Observez attentivement le bon choix de garniture lors de l'utilisation de la pompe.
8) Lors du pompage de liquides agressifs toxiques et explosifs, la fourniture d'un liquide barrière est obligatoire.
6.2 Méthodes d'essai
Les pièces et les unités d'assemblage de la pompe qui ont subi la réparation des défauts par la méthode de soudage doivent subir des tests hydrauliques pendant 10 minutes pour la résistance et l'étanchéité conformément à GOST 22161-75 avec une pression dépassant le test un de 20%.
Les pièces et les ensembles de la pompe sont considérés comme ayant réussi les tests hydrauliques de résistance et de densité si, au cours du test, aucune transpiration de métal, fuites, chutes individuelles, violation de connexions, signes de rupture n'ont été trouvés.
Selon GOST 6134-71, les pompes ayant subi des réparations majeures sont soumises à des tests de rodage et d'acceptation afin de vérifier leur conformité aux exigences de base de la documentation technique approuvée de la manière prescrite. Les résultats des tests sont documentés dans un acte. Si la pompe répond aux exigences de base, elle est acceptée, si les résultats des tests sont négatifs, la pompe est renvoyée pour correction et tests répétés.
L'objectif principal du rodage est de vérifier la qualité de l'ensemble pompe et du rodage de ses pièces.
Avant le rodage, la pompe doit être inspectée visuellement et démarrée brièvement. Lors d'un examen externe, il convient de vérifier : l'intégralité de la pompe conformément aux plans de montage, la qualité de fabrication, les contrôles disponibles sans démarrage de la pompe, la présence de lubrification.
Le démarrage à court terme est effectué avec une vanne fermée sur la canalisation de refoulement.
Documents similaires
Objet, caractéristiques techniques, conception et principe de fonctionnement de l'unité de pompage. Installation, exploitation et réparation d'équipements. Fonctionnement de la pompe à ciment pendant le fonctionnement. Calcul de la tige, de la roue à vis sans fin, du piston et de la chemise du cylindre.
dissertation ajoutée le 04/11/2014
Objectif, appareil et paramètres de l'unité de déparaffinage des puits. Équipement et spécifications. Usure des pièces de la pompe 2NP-160. Processus technologique de refonte des équipements. Calcul structurel d'une pompe à trois pistons.
dissertation ajoutée 08/08/2012
Brèves caractéristiques géographiques et géologiques du champ Rogozhnikovskoye. Description des strates productives. Propriétés des fluides et des gaz de réservoir. Analyse du fonctionnement des puits, équipement pour l'installation d'une pompe centrifuge électrique submersible.
dissertation ajoutée le 12/11/2015
Installations de pompes électriques à vis submersibles pour la production de pétrole. Le principe de la pompe. Pannes d'équipement, dysfonctionnements. Mesures de sécurité dans une compagnie pétrolière. Caractéristiques générales du champ Yaregskoye. Calcul des principaux paramètres de la pompe à vis.
dissertation, ajouté le 03/06/2015
Types de puits, méthodes de production de pétrole et de gaz. Ouverture du réservoir pendant le forage. Raisons de la transition des salons du gaz et du pétrole vers des fontaines ouvertes. Travail général de reconditionnement de puits. Enquête et préparation de puits de forage. Changement de pompe centrifuge électrique.
tutoriel, ajouté 24/03/2011
Descente d'une pompe électrique submersible dans et hors d'un puits. Travailler avec un enrouleur de câble automatique. Déplacement et placement de matériel. Analyse des raisons des réparations ESP. But et types de têtes de pêche ESP. Types et causes d'usure des pièces de la pompe.
rapport de pratique, ajouté le 05/12/2015
Caractéristiques géologiques et physiques du terrain. Propriétés de capacité de filtration des roches des formations productives. Caractéristiques du développement des réserves de pétrole. Bien concevoir. Test de fuite. Installation de l'unité de levage et disposition des équipements.
thèse, ajoutée le 17/06/2016
Unités de développement, de reconditionnement et d'entretien des puits. Unités d'intensification de la production. Véhicules spéciaux pour le transport de tuyaux, tiges et autres équipements. Précautions de sécurité lors de l'exploitation d'unités spéciales pour le développement et la réparation de puits.
dissertation ajoutée 23/04/2013
Schéma général d'installation d'une électropompe centrifuge submersible. Description des principes de fonctionnement du séparateur de gaz, de la protection hydraulique et du moteur électrique submersible. Sélection des équipements et sélection des unités d'installation pour un puits donné. Vérification des paramètres du transformateur.
dissertation, ajouté le 06/10/2015
Le but principal de rincer un puits pendant le forage. Diagramme de flux de processus, avantages et inconvénients du rinçage direct et inverse. Fluides de rinçage et conditions d'utilisation. Forage à contre-courant à l'aide d'une pompe centrifuge.
Les pompes font depuis longtemps partie de nos vies, et les abandonner n'est pas possible dans la plupart des industries. Il existe un grand nombre de variétés de ces appareils : chacun a ses propres caractéristiques, conception, objectif et capacités.
Les unités les plus courantes - centrifuges - sont équipées d'une roue, qui est la partie principale qui transfère l'énergie du moteur. Le diamètre (intérieur et extérieur), la forme des pales, la largeur de la roue - toutes ces données sont calculées.
Types et caractéristiques
La plupart des pompes font leur travail en utilisant un ou plusieurs engrenages ou roues plates. La transmission du mouvement se produit en raison de la rotation le long d'un serpentin ou d'un tuyau, après quoi le liquide est déchargé dans le système de chauffage ou de plomberie.
Les types suivants de roues de pompes centrifuges peuvent être distingués :
- Ouvert- ont une faible productivité : l'efficacité est jusqu'à 40 pour cent. Bien entendu, certaines dragues suceuses utilisent encore de telles machines. Après tout, ils sont très résistants au colmatage, alors qu'ils sont faciles à protéger à l'aide de plaques d'acier. A cela s'ajoute également une réparation simplifiée des roues de pompe.
- Semi-fermé- sont utilisés pour le pompage ou le transfert de liquides à faible acidité et à faible teneur en abrasifs dans de gros agrégats de sol. De tels éléments sont équipés d'un disque du côté opposé au côté aspiration.
- Fermé- le type de pompes moderne et le plus optimal. Il est utilisé pour l'approvisionnement ou le pompage d'eaux usées ou d'eaux propres, produits raffinés. La particularité de ce type de roues est qu'elles peuvent avoir un nombre différent de pales à des angles différents. Ces éléments ont le rendement le plus élevé, ce qui explique la forte demande. Les roues sont plus difficiles à protéger de l'usure et à réparer, mais elles sont plus durables.
Pour faciliter la sélection et la distinction, chaque pompe est étiquetée pour permettre à la bonne turbine de correspondre. À bien des égards, le type est déterminé par le volume des fluides transférés, tandis que différents moteurs sont utilisés.
Quant au nombre de pales de rotor dans la roue, ce nombre varie de deux à cinq, moins souvent six sont utilisés. Parfois, sur la partie extérieure des disques de roues fermées, des saillies sont réalisées, qui peuvent être radiales ou répéter les contours des aubes.
La roue de la pompe est souvent faite d'une seule pièce. Bien que, par exemple, aux États-Unis, cet élément d'un grand agrégat de sol soit fabriqué soudé à partir de composants moulés. Parfois, les roues sont fabriquées avec un moyeu amovible en matériau souple.
Cet élément peut avoir un trou traversant pour le traitement.
 Le trou dans le moyeu pour s'adapter à l'arbre peut être conique ou cylindrique. Cette dernière option vous permet de fixer plus précisément la position de la roue. Mais en même temps, les surfaces nécessitent un traitement très minutieux et il est plus difficile de retirer la roue avec un ajustement cylindrique.
Le trou dans le moyeu pour s'adapter à l'arbre peut être conique ou cylindrique. Cette dernière option vous permet de fixer plus précisément la position de la roue. Mais en même temps, les surfaces nécessitent un traitement très minutieux et il est plus difficile de retirer la roue avec un ajustement cylindrique.
Avec un ajustement conique, une précision d'usinage élevée n'est pas requise. Il est seulement important d'observer la conicité, qui est généralement comprise entre 1:10 et 1:20.
Mais il y a aussi un inconvénient de cette approche de sécurisation : il y a un voile important de la roue, ce qui provoque une usure accrue, notamment avec un joint de presse-étoupe. Dans ce cas, la position de la roue par rapport à la volute dans le sens longitudinal est moins précise - autre inconvénient.
Bien que, bien entendu, certaines conceptions puissent éliminer cet inconvénient en déplaçant l'arbre dans le sens longitudinal.
La roue de la pompe à eau est reliée à l'arbre à l'aide d'une clé prismatique en acier au carbone.
Les dragues modernes utilisent de plus en plus un type différent de fixation de la roue avec l'arbre - vis. Bien sûr, il y a certaines difficultés à créer, mais l'opération est beaucoup plus facile.
Cette solution est utilisée dans les grandes pompes de dragage de la série Gr (production nationale), ainsi que dans les unités d'origine américaine et néerlandaise.
De grandes forces agissent sur la roue d'une pompe centrifuge - le résultat :
- changements de pression sur la zone de la roue contre le moyeu ;
- changements de direction d'écoulement à l'intérieur de la roue ;
- la différence de pression sur les disques arrière et avant.
Si le moyeu a des trous traversants, la force axiale agit le plus sur le bout d'arbre. Si les trous sont borgnes, la force est davantage dirigée vers les boulons, qui servent à fixer l'arbre avec la bague.
- Pompes vortex et vortex centrifuges. La roue d'une pompe centrifuge est un disque avec des aubes radialement espacées, dont le nombre est compris entre 48 et 50 pièces, avec des trous percés. La roue peut changer le sens de rotation, mais cela nécessite un changement de la destination des buses.
- Pompes labyrinthe. Selon le principe de fonctionnement, ces unités sont similaires à celles à vortex. Dans ce cas, la roue est réalisée sous la forme d'un cylindre. Sur les surfaces intérieure et extérieure, il y a des canaux de vis dans la direction opposée. Il y a un écart de 0,3-0,4 mm entre le manchon du boîtier et la roue. Lorsque la roue tourne, des tourbillons se forment à partir de la crête du canal.
Tournage de roue
La rotation de la roue d'une pompe centrifuge permet de réduire le diamètre pour réduire la hauteur manométrique sans compromettre l'efficacité hydraulique de la pompe. Avec une petite diminution de l'efficacité, le débit et la pression augmentent de manière assez significative.
La rotation est utilisée lorsque la caractéristique de la pompe ne répond pas aux conditions de fonctionnement actuelles dans certaines limites, alors que les paramètres du système restent inchangés et qu'il n'est pas possible de sélectionner une unité dans le catalogue.
Le nombre de tours créés par le fabricant ne dépasse pas deux.
La taille de tournage est de l'ordre de 8 à 15 % du diamètre de la roue. Et ce n'est que dans des cas extrêmes que ce chiffre peut être porté à vingt.
Dans les pompes à turbine, les pales sont tournées et dans les pompes à spirale - également les disques de roue. Les données sur la productivité, la pression, la puissance et le facteur de vitesse au cours de la procédure sont déterminées comme suit :
- G 2 = G 1 D 2 / D 1;
- H 2 = H 1 (D 2 / D 1) 2;
- N 2 = N 1 (D 2 / D 1) 3;
- n s2 = n s1 D 1 / D 2,
où les indices désignent les données avant (1) et après (2) virage.
Dans ce cas, de tels changements se produisent en fonction du changement du coefficient de vitesse de la roue : 60-120 ; 120-200 ; 200-300 :
- diminution de l'efficacité pour chaque dix pour cent de rotation : 1-1,5 ; 1,5-2, 2-2,5 pour cent;
- réduction du diamètre normal de la roue : 15-20 ; 11-15 ; 7-11 pour cent.
Le calcul de la roue d'une pompe centrifuge permet de déterminer le coefficient de vitesse par la formule :
- (√Q 0 / i) / (H 0 / j) ¾.
- n s= 3,65 n * (le résultat du premier point).
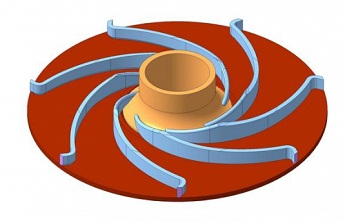 où j est le nombre de pas ; i - coefficient dépendant du type de roue (avec entrée de liquide bilatéral - 2, avec entrée de liquide unilatérale - 1); H 0 - tête optimale, m; Q 0 - alimentation optimale, m 3 / s; n - fréquence de rotation de l'arbre, tr/min.
où j est le nombre de pas ; i - coefficient dépendant du type de roue (avec entrée de liquide bilatéral - 2, avec entrée de liquide unilatérale - 1); H 0 - tête optimale, m; Q 0 - alimentation optimale, m 3 / s; n - fréquence de rotation de l'arbre, tr/min.
Il n'est pas recommandé de calculer vous-même la roue d'une pompe centrifuge - il s'agit d'un travail responsable qui nécessite l'attention de spécialistes.
Réparation et remplacement
Avec un élément mal fabriqué, une charge inégale est créée, ce qui provoque un déséquilibre dans les chemins d'écoulement. Ceci, à son tour, conduit à un déséquilibre dans le rotor. Si un problème similaire se produit, la roue doit être remplacée.
Cette procédure comprend les actions suivantes :
- Démontage de la partie pompage.
- Essorage, remplacement d'une roue ou de plusieurs roues (selon la conception).
- Vérification du reste des éléments de la pompe.
- Assemblage de l'unité.
- Tester les caractéristiques de l'appareil sous charge.
La procédure de réparation d'un élément peut coûter à partir de 2 000 roubles. Vous pouvez acheter une turbine de pompe centrifuge à partir de 500 roubles - bien sûr, pour la plus petite option.