Réparation de pompe
Dans la section "Général", nous examinerons les problèmes de réparation et d'entretien des pompes centrifuges. La vie moderne est impensable sans pompes. Divers équipements de pompage qui existent à notre époque aident à résoudre de nombreuses tâches et problèmes qui surviennent dans divers domaines de la vie. Efficace et sûr pour environnement les pompes traitent tout liquide - chaud et froid, propre et contaminé, assurant conditions confortables pour la vie d'une personne. De nombreuses pompes sont utilisées dans les systèmes de survie des maisons et des bâtiments. Ils remplissent une grande variété de fonctions. Selon le domaine d'utilisation, les pompes peuvent être divisées en : domestique et industrielle. Les principales caractéristiques de performance des pompes sont : poussée (spécifique travail mécanique transmis par la pompe du liquide pompé) et consommation (la quantité de liquide déplacé par unité de temps). Le principe de fonctionnement d'une pompe centrifuge est illustré à la (Fig.).
La roue (Pos. 3) est le principal élément de travail de la pompe. La roue est montée sur l'arbre (pos. 4). Il convertit l'énergie de rotation du moteur à induction en énergie d'écoulement de fluide. Lorsque la roue tourne (sens de rotation de l'arbre pos. 6), le liquide qu'elle contient tourne également et la force centrifuge agit sur elle. Cette force fait se déplacer le fluide (pos. 5) de la partie centrale de la roue à sa périphérie. À la suite de ce mouvement, un vide est créé dans la partie centrale de la roue. Ce vide crée l'effet d'aspiration de liquide par le trou central de la roue directement à travers l'orifice d'aspiration de la pompe (Pos. 1). Le liquide est éjecté dans le tuyau de refoulement de la pompe (pos. 2).
Si les conditions de fonctionnement indiquées dans les manuels, les passeports ou les instructions sont respectées, des pannes peuvent être évitées lors de son utilisation. Les conditions de fonctionnement des pompes étant différentes, les dysfonctionnements qui surviennent pendant le fonctionnement le sont également. Il est très difficile de donner des recommandations spécifiques pour l'élimination et la détection de toutes sortes de dysfonctionnements et de dommages. Très rarement, la cause d'un dysfonctionnement se situe directement dans la pompe. Par conséquent, la pompe ne doit être démontée que si d'autres mesures n'ont pas permis de remédier au dysfonctionnement. Nous examinerons les principales mesures et conditions qui doivent être respectées pendant l'exploitation. équipement de pompage.
Maintenance pompe centrifuge
Parmi la majorité des consommateurs, il existe une opinion selon laquelle l'équipement de pompage n'est pas nécessaire entretien et réparation... En fait, ce n'est pas le cas. Les pompes, comme les autres, techniquement produits complexes, il est nécessaire d'effectuer un entretien périodique. Il n'y a pas de réglementation universelle pour l'entretien des pompes centrifuges, car il n'y a pas deux systèmes hydrauliques identiques où la pompe est utilisée. La fréquence à laquelle l'entretien est requis dépend de nombreux facteurs. Parmi eux figurent l'intensité d'utilisation, le type de liquide pompé et ses caractéristiques (viscosité, dureté, température, présence de particules abrasives, etc.), les caractéristiques de la tension d'alimentation, les conditions d'installation, les conditions de fonctionnement. Cette liste peut être complétée par les conditions et la durée de stockage et les conditions environnementales. Plus les conditions de pompage sont sévères, plus les intervalles entre les entretiens sont courts. Un entretien en temps opportun et, si nécessaire, la réparation et le remplacement des pièces usées garantiront une longue durée de vie de l'équipement de pompage et empêcheront sa défaillance prématurée.
Réparation de pompes centrifuges
Ce à quoi vous devez faire attention lors de la réalisation d'un examen technique entretien et réparation pompes centrifuges. Très souvent, des pannes de pompes surviennent en raison de dysfonctionnements ou de violations des règles d'installation, du raccordement électrique et des conditions de fonctionnement. Considérons les cas les plus courants de ces violations.
- Section rétrécie de la conduite d'aspiration. Pour un fonctionnement fiable et à long terme des équipements de pompage, il est nécessaire que le diamètre du tuyau d'aspiration corresponde au diamètre du tuyau d'aspiration de la pompe. Avec une profondeur d'aspiration de plus de 5 mètres, le diamètre de la conduite d'aspiration doit être d'une taille supérieure au diamètre du tuyau d'aspiration de la pompe. Faites également attention au nombre de tours et à la longueur de la conduite d'aspiration. Moins il y a de coudes et plus la tuyauterie est courte, plus la capacité d'aspiration de la pompe centrifuge est élevée. Lorsque la conduite d'aspiration est rétrécie ou bouchée, la hauteur de la pompe diminue.
- Remplissage incomplet de la pompe. Une pompe incomplète se produit généralement lors du démarrage initial ou après le démontage et la réinstallation d'une pompe centrifuge. Après la mise en marche, la pompe refoule mal ou ne refoule pas du tout. Il est nécessaire d'éteindre la pompe et de remplir la partie de pompage et le chemin d'aspiration avec le liquide pompé, jusqu'à ce que l'air soit complètement éliminé du système.
- Fuites dans le conduit d'aspiration. Les fuites pendant le fonctionnement de la pompe centrifuge se manifestent par une grande quantité d'air dans la conduite de refoulement (fuites d'air). Après l'arrêt de la pompe, une partie du liquide du chemin d'aspiration peut s'échapper. Si une station de pompage automatique est installée dans le système, une mise en marche fréquente de la station sans la présence de prélèvement d'eau indique la présence de fuites ou de fuites dans le conduit d'aspiration. S'il s'agit d'une pompe sans automatisation, la prochaine fois qu'elle sera démarrée, elle ne pourra pas fournir de liquide. Les fuites doivent être trouvées et éliminées.
- Clapet anti-retour défectueux. Dans le cas où des corps étrangers, des débris ou de la saleté pénètrent en dessous, la vanne ne se ferme pas complètement. Du liquide fuit du chemin d'aspiration. Lorsqu'elle est allumée, la pompe ne fournira pas d'eau au système. Il est nécessaire de rincer ou de nettoyer le clapet anti-retour après l'avoir retiré du système.
- Filtre bouché. En règle générale, un clapet anti-retour à mailles est monté sur la conduite d'aspiration. La maille est conçue pour protéger la pompe de divers petits objets, insectes, feuilles, etc. Si la maille s'encrasse, la capacité d'aspiration de la pompe diminue en raison d'une augmentation de la résistance. La pompe fonctionnera à hauteur manométrique réduite. Il est nécessaire de démonter la maille, de la rincer et de la nettoyer.
- Dépassement de la profondeur d'aspiration admissible. Si la profondeur d'aspiration admissible est dépassée, il y aura au plus une rupture de l'intégrité de l'écoulement ou au moins un événement dans la conduite d'aspiration. La pompe arrête de fournir du liquide. Pour vérifier la capacité d'aspiration de la pompe, il est nécessaire d'installer un vacuomètre sur l'entrée d'aspiration. Selon les relevés de l'appareil, il est possible de déterminer à partir de quelle profondeur maximale, ce modèle la pompe peut fournir du liquide.
En conséquence de toutes ces violations, le fonctionnement de l'équipement en mode cavitation, en mode "fonctionnement à sec" ou avec un très faible débit de liquide. Cette opération entraîne une surchauffe ou une destruction des pièces internes de la pompe. Conséquences, défaillance du tube Venturi, du diffuseur et de la turbine, dans le pire des cas, plus le blocage du moteur et l'épuisement du stator. Si la pompe est auto-amorçante, alors tout d'abord le tube venturi tombe en panne (Fig.1a), puis le diffuseur et Roue de travail... Si la pompe est à plusieurs roues, les diffuseurs et les roues sont déformés ou soudés (Fig. 1c et 1c). Réparer la pompe avec de tels dommages ne sera pas un plaisir bon marché, il est donc plus facile et moins cher d'éviter les dommages.
Dans (Fig 2), vous pouvez voir la pénétration d'objets étrangers dans la roue. En conséquence, une diminution de la productivité ou un manque total d'approvisionnement en fluide.
La protection contre de tels dommages est l'installation d'un filtre ou clapet anti-retour avec maille.
- Clapet anti-retour sur la ligne de refoulement. Si la hauteur de la conduite d'évacuation est supérieure à 10,0-15,0 m, un clapet anti-retour doit être installé sur la conduite d'évacuation devant le robinet ou le robinet-vanne. La vanne empêche le reflux du fluide pompé lors d'un arrêt brutal de la pompe et protège ainsi la roue, le diffuseur et le tuyau d'aspiration. En l'absence de clapet anti-retour, une rotation inverse de la roue est possible, ce qui peut entraîner des conséquences graves, le grippage de l'arbre de la pompe, la destruction de la roue et du corps de pompe.
- Surcharge du moteur de la pompe. L'équipement de pompage doit être exploité dans les limites de ses caractéristiques de fonctionnement. Si l'équipement est utilisé en dehors de sa caractéristique de débit est supérieur à la caractéristique de fonctionnement, alors le moteur est surchargé. Dans ce cas, la surchauffe du moteur se produit en raison d'une consommation de courant accrue. Pour régler le débit, il est nécessaire d'installer (robinet, vanne, vanne) sur le tuyau de refoulement de la pompe. À l'aide de raccords, il est nécessaire d'obtenir un débit auquel le courant de fonctionnement ne dépasse pas le courant nominal indiqué sur la plaque signalétique du moteur. Il est strictement interdit de faire fonctionner des moteurs dont la consommation de courant est supérieure à celle nominale. Dans (Fig. 3) vous pouvez voir les conséquences d'un fonctionnement en surintensité du moteur.
Pour protéger les moteurs électriques asynchrones contre les surintensités, il est nécessaire, lors de la réalisation des connexions électriques, de monter, calculé pour le courant nominal du moteur.
Lors de l'installation de la pompe, faites attention à l'alignement des connexions de la pompe et des canalisations d'alimentation. Avant et derrière la pompe, vous devez installersupports qui reçoivent et retiennent la charge des canalisations. Tous ces défauts d'installation, s'ils ne sont pas éliminés à temps, peuvent entraîner des pannes plus graves, telles que des ruptures de tuyaux ou de brides, des dommages au carter, la création de vibrations de l'arbre, le grattage des roues sur les joints, destruction du joint d'accouplement, augmentation de la charge sur les roulements et la garniture mécanique.Tableau des problèmes
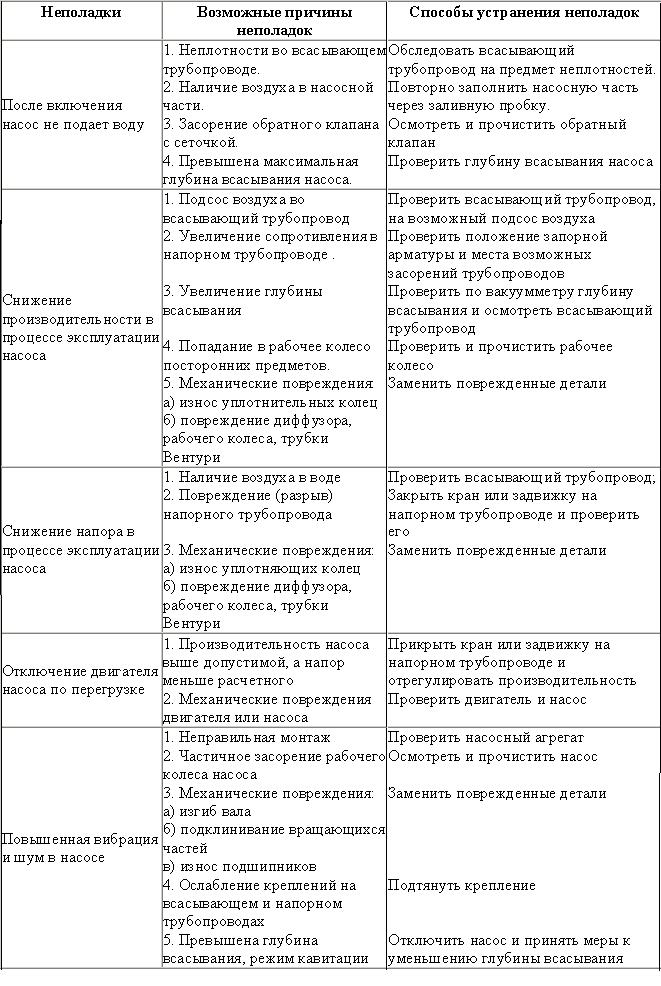
La liste des dysfonctionnements possibles et des dysfonctionnements survenant lors du fonctionnement des pompes centrifuges et les méthodes de leur élimination sont données dans le tableau.
Le système d'entretien et de réparation des équipements de pompage comprend les principaux types suivants travaux de rénovation: Maintenance; Maintenance; refonte majeure.
Maintenance comprend un ensemble de travaux sur la maintenance des équipements de pompage, la réalisation des inspections, le suivi systématique de leur bon état, le respect des règles de fonctionnement et des instructions des fabricants, l'élimination des défauts mineurs, le contrôle et la mise en œuvre des mesures nécessaires pour sauver tous les types de ressources énergétiques. La maintenance est effectuée par le personnel d'exploitation ou d'exploitation-réparation pendant le fonctionnement des équipements de pompage. Les inspections sont une fonction de maintenance essentielle et un facteur permettant d'assurer un fonctionnement sans problème de l'équipement de pompage. Comment fonctionnement indépendant des inspections sont prévues avant les réparations courantes et majeures. Lors de l'inspection, ils vérifient l'état du matériel, nettoient, rincent, purgent, réparent l'isolation, ajoutent ou remplacent des huiles, identifient les défauts de fonctionnement et les manquements aux règles de sécurité, précisent la composition et l'étendue des travaux à effectuer lors du prochain courant ou une révision majeure.
La réparation de routine est l'entretien minimum programmé avec un accent préventif. En nettoyant, en contrôlant, en remplaçant les pièces d'usure, en ajustant et en ajustant les équipements et équipements, il est possible de maintenir les équipements en état de fonctionnement jusqu'à la prochaine révision majeure. Bien que les réparations actuelles soient effectuées avec un arrêt de l'unité de pompage et sa déconnexion des réseaux, en termes de volume, elle est de courte durée, elle s'effectue sans démontage complet des unités de montage en réparant les plus usées .
Lors des réparations de routine, la trappe de la pompe est ouverte, toute la partie du rotor est inspectée, les espaces entre l'arbre et les coussinets de la pompe et du moteur, les aubes de la turbine et la chambre de la turbine des pompes axiales sont mesurés, l'étanchéité et bagues de protection du joint de gorge de roue (en pompes centrifuges), vérifier la verticalité, la rupture de la ligne d'arbre commune et l'alignement du rotor du groupe de pompage. Sur la base de l'inspection et des mesures, il est décidé d'éliminer les dysfonctionnements identifiés, de restaurer ou de remplacer les pièces d'usure, ainsi que d'effectuer des réglages et des réglages. Lors de la réparation en cours des grosses pompes, en règle générale, ils remplacent les roulements de guidage par des chemises en lignofolium et ajustent les jeux dans les roulements de segment, remplacent les bagues d'étanchéité et les manchons en caoutchouc dans le presse-étoupe et les garnitures mécaniques d'arbre, vérifient l'identité des les angles des pales et l'efficacité du mécanisme de rotation des pales, vérifiez l'étanchéité des joints de la roue, du chemin d'écoulement et du système d'alimentation en eau de service.
À maintenance comprend également les réparations imprévues causées par des dommages accidentels qui ne peuvent pas être effectuées dans le cadre d'une procédure de maintenance.
Révision- la réparation programmée la plus importante en volume, qui consiste en un démontage complet du groupe de pompage et de ses composants, la remise en état ou le remplacement des pièces usées et des groupes de montage, le réglage, le réglage et les essais selon le programme et la méthodologie établis conformément au documentation d'exploitation et de réparation.
Après une révision majeure, les paramètres de la pompe, les dimensions des plans de joint doivent être conformes aux exigences techniques des nouveaux équipements.
La révision des grandes pompes est effectuée sur leur site d'installation. Réparation et restauration de pièces usées et assemblage
unités sont effectuées dans une entreprise de réparation spécialisée.
La nécessité de réparer les pompes et leurs composants dépend fortement des conditions de fonctionnement spécifiques. Les types de réparations, le cycle de réparation, la période de révision et la consommation de pièces détachées indiqués dans la documentation technique sont fixés pour des indicateurs de fiabilité moyens. Dans ce cas, les calculs sont effectués sur la base que les pompes pompent une eau relativement propre avec une teneur en matières en suspension ne dépassant pas 3 kg / m 3. À cet égard, la nécessité de réparer les pompes pour des conditions spécifiques peut différer considérablement de celle calculée. Pour cela, sur la base d'un fonctionnement contrôlé, un schéma structurel du cycle de réparation est développé, qui est une représentation schématique d'une séquence de types de réparations de pompes.
Conclusion
Cavitation dans les pompes centrifuges, les conditions d'occurrence sont prises en compte. Le concept est donné hauteur admissible aspiration et réserve de cavitation... Les tests de cavitation d'une pompe centrifuge sont pris en compte et les caractéristiques de cavitation sont construites. Des moyens d'améliorer la capacité d'aspiration des pompes sont proposés. Les règles de base pour l'entretien des pompes sont données.
Pompes volumétriques
Conférence 8
introduction
Le principe de fonctionnement et les types de pompes volumétriques utilisées dans le raffinage du pétrole sont pris en compte. Pompes alternatives. Classification. Principe de fonctionnement. Alimentation, horaires d'alimentation, irrégularités d'alimentation.
Les pompes volumétriques sont divisées en pompes alternatives (piston et plongeur) rotatives (piston radial et axiaux) et pompes rotatives (pompes à engrenages, à vis, à palettes, etc.).
Cet article montre l'étendue des travaux par types de réparation de pompes centrifuges. Cela ne nous permet pas de fournir un schéma unique pour le démontage et le montage des pompes centrifuges, ainsi qu'un schéma unique pour l'alternance des révisions, des réparations en cours et des grosses réparations.
Maintenance les pompes doivent être effectuées à des intervalles de 700-750 heures de fonctionnement.
Le MOT comprend les travaux suivants :
- vérifier les roulements et les remplacer si nécessaire (si nécessaire, les changer ou les remplir) ;
- nettoyer et rincer le carter;
- Changement d'huile;
- rinçage des conduites d'huile;
- révision des bagues d'étanchéité et des manchons de protection (si nécessaire, les remplacer) ;
- vérifier les joints d'accouplement et de chapeau de palier ;
- rinçage et soufflage à la vapeur des canalisations du système de protection hydraulique ;
- vérifier l'alignement de la pompe et la qualité de sa fixation à la fondation.
Maintenance les pompes sont effectuées toutes les 4 300 à 4 500 heures de fonctionnement et comprennent les opérations suivantes :
- démontage;
- révision;
- vérifier le rotor pour les battements dans le boîtier ;
- vérifier les lacunes dans les joints;
- vérifier la conicité et l'ellipticité des tourillons d'arbre (si nécessaire, il est meulé et rectifié);
- élimination des défauts de toutes les pièces et assemblages de la pompe, constatés lors de l'inspection visuelle ;
- remplacement des roulements;
- vérifier l'état du boîtier à l'aide de la détection des défauts.
Révision est effectué au besoin (généralement après 25 000 à 26 000 heures de travail), et comprend :
- portée complète des TO et TR ;
- une révision plus approfondie de toutes les unités et pièces ;
- si nécessaire, remplacez les roues, les arbres, les joints toriques du corps, les grands-boîtes, les manchons d'écartement, les manchons de pression des presse-étoupes ;
- retrait du corps de pompe de la fondation, surfaçage et perçage des sièges sur le corps ;
- pour les pompes sectionnelles, remplacement des sections individuelles ;
- essai hydraulique de la pompe à une surpression dépassant la pression de service de 0,5 MPa.
Démontage de la pompe
Après avoir retiré le demi-accouplement à l'aide d'un extracteur fourni par le fabricant avec une pompe, le rotor est alimenté du côté aspiration du disque de déchargement dans la douille de talon jusqu'à ce qu'il s'arrête et la position de la flèche de l'indicateur de déplacement axial est marquée sur l'arbre. Ce n'est qu'après cela que les roulements sont démontés et que les inserts sont retirés.
Il y a trois marques de contrôle avec une profondeur de 0,2 mm sur l'arbre des pompes avec un disque de refoulement, et un pointeur est attaché au corps. Le premier risque du côté aspiration montre la position du rotor lorsque l'arbre repose sur la douille de butée. Le risque moyen indique que le disque de soulagement touche la talonnette. Le troisième risque est la position du rotor avec une usure admissible de l'entraînement hydraulique.
Le disque de déchargement des hydropads est également retiré de l'arbre avec un extracteur spécial. Il n'est pas recommandé de retirer le talon de la pompe inutilement. En cas d'usure, en dévissant les vis de la bride de pression avec une clé spéciale, retirez la bride, puis poussez le talon hors du corps du dispositif de déchargement.
Les roues doivent être retirées de l'arbre, en évitant le blocage, en alternance avec les sections qui sont retirées de l'affûtage à l'aide des vis de force fournies avec la pompe. Il n'est pas recommandé de retirer les dispositifs de guidage des tronçons afin d'éviter leur fragilisation dans les tronçons. Si nécessaire, les profilés doivent être chauffés et, à l'aide des vis de force, retirer l'aube de guidage. Lors du démontage du rotor et des sections, il est nécessaire de vérifier la présence de tampons indiquant l'ordre des pièces, il est strictement interdit de changer de pièces par endroits. Avant de démonter les pièces, il est nécessaire de marquer leur position relative. Vous devez également marquer les deux côtés des pièces symétriques. Il est strictement interdit d'apposer des marques sur les surfaces d'appui, d'étanchéité et d'about. Les unités et pièces retirées des machines doivent être essuyées à sec et lubrifiées avec de la graisse anticorrosion. Les bagues d'étanchéité usagées en caoutchouc, cuivre, paronite et carton ne doivent pas être utilisées.
Lors du démontage des ensembles et des pièces, l'état des sièges et des extrémités d'étanchéité doit être surveillé.
Assemblage de la pompe
Toutes les pièces doivent être essuyées avant l'assemblage.
Lors du remplacement de pièces par des pièces de rechange, vérifier leur conformité avec le plan et, si nécessaire, effectuer les réglages en place. Lors de la fabrication de pièces de rechange dans un atelier de réparation, il est interdit de remplacer des matériaux et d'affaiblir les exigences présentées par les dessins du fabricant.
Avant d'installer les pièces, vérifiez l'absence d'entailles, de bavures et de rayures sur les surfaces d'étanchéité et d'appui. Les défauts sont éliminés par grattage, meulage ou rodage.
Les roues et profilés sont assemblés sur l'arbre en vérifiant le jeu axial à chaque étage. La course axiale totale du rotor doit être comprise entre 6 et 8 mm. Le dispositif de déchargement doit être monté de telle sorte qu'après l'installation du disque, la course axiale du rotor soit la moitié de celle mesurée avant son installation.
Ceci peut être réalisé soit en installant des cales métalliques de 0,3 mm sous le talon, soit en taillant l'extrémité du disque de déchargement. L'épaisseur totale des joints, ou la quantité de coupe de la face d'extrémité, est déterminée par des mesures après une installation d'essai du couvercle de la tête de pression avec le cinquième et l'installation du disque de déchargement sur l'arbre. Afin d'assurer la perpendicularité de l'extrémité du talon, les vis de la bride de pression sont lubrifiées avec de la graisse antifriction, puis serrées uniformément à l'aide de clés dynamométriques. Le couple de serrage est généralement spécifié par le fabricant. La non-perpendicularité de l'extrémité du disque de déchargement lors de son traitement ne doit pas dépasser 0,02 mm.
L'adhérence de l'extrémité du disque en relief au talon est vérifiée par la peinture. Le point de contact doit être uniforme sur toute la circonférence et occuper au moins 70 % de la zone de référence. Le disque de décharge nouvellement installé doit être équilibré statiquement. Si seul le disque sur le rotor de la pompe est remplacé afin d'éviter l'équilibrage dynamique de l'ensemble du rotor, ainsi qu'en l'absence d'équipement d'équilibrage dynamique, le disque de déchargement nouvellement installé est équilibré statiquement avec celui remplacé. Pour ce faire, il est nécessaire de réaliser un mandrin sur lequel installer les disques de déchargement remplacés et neufs symétriquement.
Dans ce cas, les clés du disque doivent être situées à un angle de 180 ° les unes par rapport aux autres. De toute évidence, le déséquilibre lors de l'équilibrage statique doit être supprimé du disque nouvellement installé.
Si, lors du remplacement des pièces de la pompe ou du remplissage des chemises, l'alignement du rotor par rapport au stator s'avère désaligné, il est nécessaire de réaligner les corps de palier. Cette opération s'effectue avec les moitiés supérieures des inserts retirées à l'aide des vis de réglage, tandis que les écrous fixant les logements de roulement au joint d'extrémité et au couvercle d'entrée doivent être desserrés afin que la sonde de 0,03 mm ne passe pas entre les extrémités d'accouplement. Lorsque les roulements sont déplacés, ne pliez pas le rotor par une tension excessive sur les vis de réglage. Après alignement, les corps de palier doivent être goupillés. La qualité de l'alignement est vérifiée en tournant le rotor à la main. Il doit tourner facilement sans emballage de presse-étoupe.
Les bagues de garniture souples doivent être installées de manière à ce que les coupes soient décalées de 90 ° les unes par rapport aux autres. Il est recommandé de démarrer la pompe pour la première fois avec un manchon de pression affaibli et de le serrer après avoir atteint la pleine vitesse, ramenant la fuite à la normale.
Après chaque tour des écrous d'1/6 de tour, le joint d'huile doit être rodé pendant 1 à 2 minutes. Lors d'un serrage rapide, seules les bagues extérieures sont comprimées et il n'y a pas de répartition uniforme de la force de serrage le long du presse-étoupe. Après assemblage complet de la pompe, déplacer le rotor vers l'aspiration jusqu'à ce que le disque de décharge s'arrête dans le talon et régler l'indicateur de la position axiale du rotor. La position du rotor doit être la même qu'avant le démontage, sauf si les pièces hydrauliques pilotes ont été remplacées. Lors du remplacement de pièces de l'hélice hydraulique, il est nécessaire d'installer le pointeur contre la marque du milieu sur l'arbre de la pompe.
Réparation de pièces de pompe
Roue de travail si le jeu axial est mal réglé ou en raison de l'usure du talon, les roues centrifuges se déplacent vers le côté aspiration et leurs disques avant commencent à frotter contre les dispositifs de guidage et tombent en panne. Les rouages des roues en acier sont restaurés par surfaçage suivi d'un rainurage sur tour... Les disques très usés sont retirés par usinage et les nouveaux sont soudés à l'aide de rivets électriques.
Après cela, un tournage de finition de la partie restaurée de la roue est effectué.
Les roues en fonte sont remplacées par des neuves ou elles sont fondues avec une électrode en cuivre suivie d'une rainure.
Les roues sont moulées en acier ou en acier soudé. En plus de l'usure mécanique, les roues sont sujettes à la cavitation, à l'usure corrosive et érosive.
Les cavités de cavitation et d'érosion sont soudées par soudage électrique. Les fissures trouvées sont percées aux extrémités, leurs bords sont découpés et soudés par soudage électrique. Dans ce cas, les électrodes au carbure T590 et T620 sont recommandées.
Les défauts des roues en aciers inoxydables 2X13 ou 1X18H9T sont éliminés par soudage avec des électrodes 0X18H9T, X18H12M ou X25H15. Après soudage des fissures et des cavités profondes, la roue est soumise à un traitement thermique selon le mode suivant: chauffage à une température de 600-650 ° C, maintien à cette température pendant 2 à 6 heures et refroidissement à une température de 150 ° C.
Après réparation, la roue est soumise à un équilibrage statique.
Comme le montre l'expérience étrangère, les pompes à corps de travail caoutchouté, utilisées initialement pour le pompage d'acides, fonctionnent très bien dans les milieux abrasifs.
Manchons de protection d'arbre sont les pièces d'usure les plus rapides des pompes centrifuges, qui les protègent de la destruction aux points de contact avec les joints de presse-étoupe. Les puits thermométriques sont fabriqués dans un atelier de réparation à partir d'ébauches de forge et de tuyaux, d'aciers au carbone ou alliés laminés.
Pour augmenter la résistance à l'usure des manchons, les surfaces de travail des manchons sont fusionnées avec de la sormite ou de la stellite. La dureté des bagues doit être comprise entre HB 350-400 pour les aciers alliés ou HB 260-320 pour les aciers au carbone, elle est obtenue par traitement thermique.
Pour augmenter la durabilité des doublures sur leur surface de travail des alliages durs sont déposés puis chromés. Les manchons de protection nécessitent une précision de traitement élevée afin que les battements de leurs extrémités par rapport aux axes soient compris entre 0,015 et 0,025 mm. La durée et la qualité des joints de presse-étoupe en dépendent. Les principaux défauts des doigts de gant sont l'usure externe et les rayures annulaires, qui sont éliminées par tournage ou Rectifieuse en traitant la surface extérieure. La valeur de la conicité du manchon doit être comprise entre 0,1 mm et l'ellipticité ou l'ondulation entre 0,03 et 0,04 mm. L'épaisseur de la couche déposée de sormite ou de satellite sur les manchons est de 1,8 à 2 mm, de sorte qu'après traitement sur une rectifieuse, l'épaisseur de la couche déposée est d'au moins 0,5 à 0,6 mm.
Arbre de turbine vérifier les déformations, l'usure des cols et des filetages, ainsi que la présence de fissures et de cassures.
Si l'usure des sièges, des rainures de clavette et des filetages de l'arbre du rotor est insignifiante, l'arbre est vérifié pour la flexion. Le faux-rond admissible des tourillons d'arbre d'une pompe centrifuge pour roulements est de 0,025 mm, le faux-rond des sièges pour les manchons de protection et les demi-accouplements est de 0,02 et pour les roues est de 0,04 mm. Les arbres de pompe courbés peuvent être corrigés par écrouissage ou par des méthodes thermomécaniques. Après redressement, l'arbre peut être autorisé à être assemblé si son faux-rond n'excède pas 0,015 mm.
Il est recommandé de meuler les portées des paliers lisses avec une ellipse et un cône inférieurs à 0,04 mm jusqu'à ce que le diamètre nominal diminue de 2 à 3 %. Avec beaucoup de distorsion Forme géométrique des tourillons, ainsi que lorsque les roulements sont affaiblis et que d'autres sièges sont usés, l'arbre est rectifié jusqu'à élimination de l'usure, puis électrosoudé et usiné.
Les rainures de clavette usées sont scellées et les nouvelles sont fraisées, les filetages sont meulés, soudés, puis, après tournage, coupés à une taille normale.
Lors des travaux de surfaçage, le type et la marque des électrodes sont sélectionnés en fonction du matériau de l'arbre du rotor. Ainsi, pour les arbres en acier 40X, il est recommandé d'utiliser des électrodes de type E55A de la marque UONI-13/55, en acier ZOKHMA - des électrodes de type EP-60 de la marque TsL-7.
Dans les pompes centrifuges, des roulements et des paliers lisses sont utilisés. Les roulements doivent être révisés toutes les 700 à 750 heures de fonctionnement de la pompe.
Roulements doit être remplacé si l'écart entre la cage et la bille dépasse 0,1 mm pour un diamètre de 50 mm, 0,2 mm - pour les roulements ø 50 - 100 mm, 0,3 mm - pour ø supérieur à 100 mm.
Si l'écart diamétral entre la cage et le corps de palier est supérieur à 0,1 mm, ils sont également remplacés. Si une telle mesure n'est pas suffisante, les boîtiers de roulement sont percés et un manchon y est enfoncé. Les manchons sont en acier ou en fonte et sont assemblés avec un carter sur un emboîtement facile sur un fil rouge. Pour le passage du lubrifiant dans le manchon, une rainure est réalisée sur une fraiseuse ou une raboteuse. La rotation de la chemise dans le carter est empêchée en la fixant avec une goupille de verrouillage MZ ou M5.
Lors de la révision des roulements, il est nécessaire de contrôler soigneusement la surface des cages et des billes pour déceler des dommages (fissures, éclats, traces de rouille). S'ils sont présents et que des couleurs ternes apparaissent, ce qui indique une surchauffe des roulements, ils sont remplacés.
Au lieu d'une méthode optique de contrôle qualité du rodage dans les conditions des ateliers de réparation, les surfaces de contact sont vérifiées "au crayon". Pour cela, huit à douze encoches radiales sont appliquées aux extrémités de travail des pièces de garniture mécanique. Puis l'une des pièces, sous une légère pression, est tournée par rapport à l'autre d'un demi-tour. Les détails sont considérés comme bien rodés si les marques de crayon sont effacées sur toute la circonférence. Les garnitures mécaniques sont généralement testées directement sur les pompes.
Corps de pompe vérifié pour les défauts suivants: usure corrosive des endroits individuels de la surface intérieure; usure des sièges; entailles et risques sur le plan de joint, fissures locales.
L'usure par corrosion est éliminée par électrosoudage du métal. Les risques, entailles et bosses sur les plans de joint des carters de pompe sont éliminés par grattage avec un grattoir ou soudage par endroits suivi d'un décapage. Avec une usure importante des surfaces de contact ou un grand nombre de défauts, le plan du connecteur doit être tourné ou fraisé. Après avoir corrigé les défauts du boîtier, tous les sièges qu'il contient sont vérifiés sur un alésage ou un tour et, si nécessaire, alésés aux dimensions indiquées sur le dessin. L'usure par corrosion des sièges de carter est restaurée de la même manière.
Assurez-vous de vérifier l'alignement des douilles des supports de rotor.
Avant d'installer le rotor assemblé, assurez-vous qu'il n'y a pas de corps étrangers dans le corps de la pompe, nettoyez et rincez ses surfaces intérieures avec du kérosène. Les sièges du corps, les bagues et les roulements ne doivent pas avoir de bosses ou de bavures.
Il est nécessaire que les plans de scission des bagues et des roulements des pompes avec une scission horizontale du boîtier soient rectifiés et coïncident exactement avec le plan de scission, qui est vérifié à l'aide d'une sonde et d'une règle spéciale. Après avoir installé le rotor dans le carter, installez d'abord les coussinets de paliers lisses le long des lits de leurs carters, puis remplissez-les le long des tourillons d'arbre. Ensuite, les espaces dans le trajet d'écoulement de la pompe, ainsi qu'entre le rotor et le suiveur de garniture, sont surveillés.
Avec un assemblage correct des roulements, les jeux latéraux doivent être les mêmes dans deux diamètres perpendiculaires l'un à l'autre. Il est également obligatoire de vérifier le déplacement axial du rotor dans le carter et la facilité de sa rotation. Lors de l'installation des couvercles de boîtier, il est nécessaire de respecter strictement l'ordre de serrage des écrous. Les opérations d'assemblage final se posent sur le demi-arbre d'accouplement, centrent la pompe avec le moteur et enfin la fixent sur le châssis. Le raccordement aux canalisations ne doit pas provoquer de surtensions dans le corps de pompe. Après rodage, la pompe est testée au stand afin d'obtenir ses caractéristiques complexes, c'est-à-dire les dépendances pression - alimentation, puissance consommée - alimentation, rendement - alimentation à fréquence de rotation constante. Les tests sont généralement effectués sur l'eau. Une caractéristique complète vous permet d'évaluer la qualité de la réparation de la pompe.