Pompa çalışırken, çarka eksenel bir hidrolik basınç etki eder ve üzerine çark monte edilmiş olarak şaftı çarka giren sıvının hareket yönünün tersi yönde hareket ettirme eğiliminde olur.
Halkadaki emme tarafındaki basınç, her zaman emme tarafındaki basınçtan daha azdır. ters tarafçark diski (2.13). Tekerleğin sağ tarafında basınç kuvveti P2, r2 ve r yarıçaplı diskin dairesel yüzeyine etki ediyorsa, o zaman sol tarafta etkisi r3 ve Rt yarıçaplı dairesel yüzey ile sınırlıdır. Bundan, toplam basınç kuvvetlerinin çalışma tekerleği sağda ve solda tek yönlü sıvı girişi ile aynı değildir.
Formül ()'den, eksenel basıncın sağdan sola yönlendirildiği (P2> Рх), Sonuç olarak, mil ekseni boyunca bir kuvvet yaratılır, eğilir.
pervaneyi emme tarafına doğru hareket ettirin. Eksenel kuvvetin büyüklüğü, daha büyük çap giriş ve basınç farkı ne kadar büyükse (p2 pr) ~ Formül (2.81) yaklaşıktır, çünkü çarkta hareket ederken, eksenelden sıvı akış yönündeki bir değişiklik nedeniyle oluşan reaktif sıvı basıncını hesaba katmaz. radyal için.
Pompadaki eksenel basınç, tek tekerlek üzerinde bile önemli olabilir ve çok kademeli pompalarda eksenel kuvvetin giderilmesi özel cihazlar gerektirir. Eksenel basınç, pompa miline sağlam bir şekilde monte edilmiş olan çarkın yerini alır, bu da yatakların ısınmasına yol açar ve pompa rotorunun önemli bir yer değiştirmesi ile çark, muhafazanın sabit duvarları ile temas edebilir. Bu, çark duvarlarının aşınmasına ve güç tüketiminde artışa ve bazı durumlarda pompanın bozulmasına neden olabilir.
Eksenel kuvvet aşağıdaki şekilde kaldırılabilir veya önemli ölçüde azaltılabilir:
çift emişli çark kullanımı; sıvıyı arka diskin boşluk boşluğundan emme borusuna atlayarak. Bu durumda baypas tahliye borusunun kesit alanı en az 4 katı olmalıdır. daha fazla alan tekerlek contası ve pompa gövdesi arasındaki boşluk. Basınç tarafındaki salmastra kutusu emme basıncı altında olacaktır;
çark burcundaki deliklerin düzenlenmesi. Bu yöntem, pompanın verimini %4-6 oranında azaltır, bu nedenle bir baypas borusu kullanarak boşaltma yapılması tercih edilir;
tekerleğin arka diskine radyal nervürlerin takılması (yöntem, asitler için tekerlek tasarımında yaygın olarak kullanılır);
Çok kademeli pompalarda eksenel kuvvetler aşağıdaki şekillerde dengeleme: tekerleklerin ters yönlü montajı ve sıvıyı tekerlekten tekerleğe aktarmak için uygun bir sistem; bir tahliye diski kullanarak (hidrolik topuk) (2.14).
Bu durumda rotorun dengesi, eksenel yüke zıt yönde px basıncının etkisi ile elde edilir. Bu amaçla, boşaltma diskinin önündeki boşluk, Qy2 pompasının akışının küçük bir bölümünün emme hattına yönlendirildiği bir boşluk sistemi ile bağlanır. Bu, rotorun eksenel yönde minimum hareketini sağlamayı ve boşaltma tarafındaki salmastra kutularını yüksek basınç etkisinden boşaltmayı mümkün kılar.
Genellikle Tarım, endüstride ve özel evlerde pompalama ekipmanı kullanın. Onların amacı hareket etmek farklı şekiller sıvılar. Bu nedenle pompa ünitelerinin birçok çeşidi vardır, bunlar arasında özel bir yer santrifüj pompalar tarafından işgal edilir.
Bu ekipmanın ana çalışma elemanı çarktır. Bu makale, pervane kavramını ayrıntılı olarak tartışıyor, bu cihazın yapısal eleman, aynı zamanda türleri.
1 Çark kavramı ve cihazı
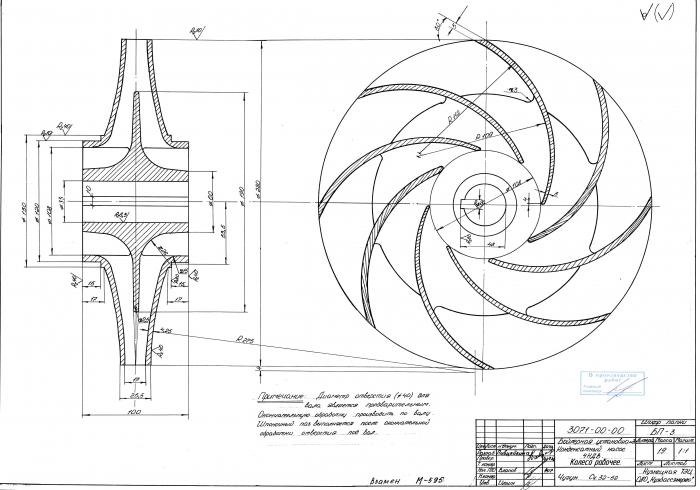
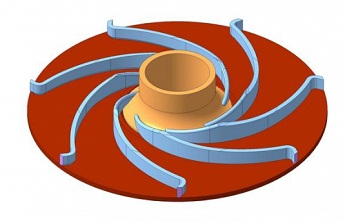
Pompanın çarkı (çark), motordan alınan enerjiyi ileten pompalama ekipmanının ana çalışma elemanıdır. Bıçakların dış ve iç çapı, bıçakların şekli, çarkın genişliği hesaplamalar kullanılarak belirlenebilir.
Pompa çarkının temel amacı merkezkaç kuvveti oluşturmaktır., sıvı akışını harekete geçiren basınç yaratır.
Çarkın tasarımı aşağıdaki ana unsurları içerir:
- ön (önde gelen) disk;
- arka (tahrikli) disk;
- diskler arasında bulunan bıçaklardan oluşan çark.
Pompalama ekipmanının çark kanatları genellikle hareket ettikleri yönün tersi yönünde bir eğriliğe sahiptir.
1.1 Pompa çarkı işlevleri
Çarkın çalışma prensibi: Çalışma döngüsü başladığında, çarkın dönmeye başlamasıyla birlikte sıvı kanatlar arasında birikir. Dönmenin etkisi altında, basıncın ortaya çıkmasına katkıda bulunan bir merkezkaç kuvveti ortaya çıkar; daha sonra sıvı çarkın ortasından uzaklaşır ve yavaş yavaş duvarlara bastırır. Basınç altında pompalanan ortam, tahliye borusundan dışarıya boşaltılırken, çarkın ortasında bir sonraki akışkan bölümünün çarka akışını kolaylaştıran minimum bir basınç oluşturulur.
Ayrıca, pompalama ekipmanının çalışmasının istikrarlı ve kesintisiz olduğu için bu işlemin döngüsel olarak gerçekleştiğine dikkat edilmelidir.
1.2 Türler ve farklılıklar
Çarklar aşağıdaki tiplerdendir:
- açık;
- kapalı;
- yarı kapalı.
Bugün, açık çarklı bir santrifüj pompa, verimleri nedeniyle pratik olarak kullanılmamaktadır.< 40%. Но на немногих землесосных снарядах давней постройки такие колеса еще эксплуатируются. Но данный тип крыльчаток имеет и преимущества.Они гораздо менее подвержены засорению, и их весьма легко можно защитить от износа стальными накладками. Также отремонтировать данный тип колес можно очень просто.
Yarı kapalı tip emmenin tersi tarafında bir diske sahiptir. Bu tipler büyük toprak ünitelerinde kullanılmaz, ancak tıkanma sorununun temel taşı olduğu küçük pompalarda kullanılır.
Özel tipler en yüksek verimi verirler, tüm modern pompa ekipmanlarında kullanılırlar. Yüksek mukavemete sahiptirler, ancak aşınmaya karşı korumaları ve onarımları yarı kapalı ve açık çarklara göre çok daha zordur.

Kapalı çarkın iki ila altı çalışma bıçağı vardır. Radyal çıkıntılar genellikle disklerin dış yüzeyinde yapılır. Veya omuz bıçaklarının ana hatlarını tekrarlayan çıkıntılar.
Çarklar çoğunlukla tek parça olarak üretilir. Ancak Amerika Birleşik Devletleri'nde bazen kaynaklı yapılırlar. döküm parçalar. İşlenmesi zor sert alaşımlar söz konusu olduğunda, çarklar bazen daha yumuşak bir malzemeden yapılmış ayrılabilir bir göbek ile yapılır.
1.3 En yaygın kullanılan iniş türleri
Konik (konik) uyum - çarkın pompa milinden kolayca takılmasını ve çıkarılmasını sağlar. Bu geçmenin dezavantajı, pompa ünitesinin gövdesine göre çarkın uzunlamasına yönde silindirik bir oturmaya göre daha az doğru konumudur. Çark, mile sabit bir şekilde monte edilmiştir, bu nedenle hareketsizdir. Ek olarak, konik oturma, çarkta büyük salgıya neden olma eğilimindedir ve bu da, salmastra salmastralarını ve mekanik salmastraları olumsuz etkiler.
Silindirik oturma - çarkın mil üzerindeki tam konumunu sağlar. Tekerlek, bir veya daha fazla kama ile mile sabitlenir. Bu uyum, çevresel pompalarda ve dalgıç çevresel pompalarda kullanılır. Böyle bir uyumun dezavantajı, hem pompa milinin hem de göbeğindeki deliğin kendisinin hassas bir şekilde işlenmesi ihtiyacıdır.
İniş altıgen (haç) - kural olarak kullanılır pompalama ekipmanı kuyular için. Bu uyum, çarkın kolayca takılmasını ve çıkarılmasını sağlar. Dönüş ekseninde mile sıkıca sabitler. Özel pullar sayesinde difüzör tekerleklerindeki boşluklar ayarlanır.
Altı taraflı bir yıldız şeklinde iniş - çarkların paslanmaz çelikten yapıldığı dikey ve yatay çok kademeli yüksek basınçlı pompa ünitelerinde kullanılır. Bu tasarım en karmaşık olanıdır, bunu gerektirir en yüksek sınıf Hem şaftın hem de çarkın işlenmesi. Çarkı milin dönüş eksenine sıkıca sabitler. Difüzörlerdeki boşluklar burçlar tarafından düzenlenir.
2 Santrifüj pompaların kırık çarkının nedenleri ve belirtileri
Çoğu zaman, çark arızalarının nedeni kavitasyondur - sıvıdaki buharlaşma ve sıvıdaki buhar kabarcıklarının görünümü, bu da sıvı kabarcıklarında gazın yüksek kimyasal agresifliğinin varlığından dolayı metal erozyonuna yol açar.
Kavitasyonun ana nedenleri:
- Sıcaklık > 60°C
- Emme kafasının büyük uzunluğu ve yeterince büyük olmayan çapı.
- Emme kafasında gevşek bağlantılar.
- Emme kafası kirlenmesi.
Hasar işaretleri:
- Titreşim.
- Emme sırasında çatırdama.
- Sesler.
İpucu: Pompada yukarıdaki belirtiler varsa, kullanmayı bırakmak daha iyidir. Kavitasyon, cihazın verimini, basıncını ve performansını düşürdüğü için pompalama ünitesinin parçaları pürüzlü hale gelir ve akabinde yeni bir cihazın onarılması veya satın alınması gerekecektir.
2.1 Onarım
Cihaz hala çalışmayı reddederse, kendiniz düzeltebilirsiniz. Cihazı onarmak için sökmeniz gerekir:
- İlk adım, özel bir çektirme kullanarak kaplin yarısını çıkarmaktır.
- Bir sonraki adım, rotoru, emiş üreten yönde boşaltma diskinin durmasına yönlendirmektir.
- Eksen kaydırma okunun konumunu işaretleyin.
- Yatakları sökün, gömlekleri çıkarın.
- Sıyırıcı vasıtasıyla boşaltma diski dışarı çekilir.
- Zorlama vidalarını kullanarak çarkı milden çıkarın.
Malzeme çelik ise, tekerlek aşınmışsa önce yönlendirilir, sonra dövülür. torna. Tekerleğin şiddetli aşınması ile çıkarılır ve ardından yenisi kaynaklanır.
Malzeme dökme demir ise, tekerlek aşınmışsa, gerekli yerler bakırla dökülür ve daha sonra işlenir, ancak kural olarak dökme demir tekerlekler basitçe değiştirilir.

Son adım, pompayı aşağıdaki sırayla tekrar monte etmektir:
- Santrifüj pompanın parçalarını silin.
- Çapaklar veya çentikler varsa bunlar giderilir.
- Çark mil üzerine monte edilmiştir.
- Önyükleme diskini yerine yerleştirin.
- Yumuşak salmastra kutusunu takın.
- Somunları sıkın.
- Bezi yuvarlayın.
- Boşaltma diski durana kadar rotor topuğa beslenir.
3 Modern santrifüj pompaların temel özellikleri
Modern pompaların en iyi temsilcileri: dalgıç pompa Calpeda B-VT serisi çevresel çarkın yanı sıra kendinden emişli pompa ünitesi 1SVN-80A ve elektrikli pompa 1ASVN-80A ile.
3.1 CALPEDA B-VT pompalarının amacı
CALPEDA B-VT pompaları temiz pompalama için kullanılır (kirli sıvılar için kullanabilirsiniz. yarı dalgıç pompalar Calpeda VAL veya Calpeda SC) Pompanın yapıldığı malzemeler için aşındırıcı, asılı veya oldukça agresif parçacıklar içermeyen patlayıcı olmayan sıvılar.
Küçük boyutları nedeniyle bu elektrikli pompalar, kurulum için çok uygundur. farklı cihazlar ve soğutma, sirkülasyon ve iklimlendirme sistemleri cihazları.
CALPEDA B-VT pompa ünitelerinin çalışma sınırlamaları
- Sıvı sıcaklığı: su için<90 °C, для масла < 150°C.
- Ortam sıcaklığı< 40°C.
- Sürekli kullanım modu.

Kendinden emişli pompa ekipmanı 1SVN-80A ve 1ASVN-80A. kirlenmemiş sıvıyı pompalamak için kullanılır: su, alkol, dizel yakıt, benzin, gazyağı ve viskoziteli benzer nötr sıvı<2⋅10-5 м 2 /с температурой -40 – 50 °Cи плотностью <1000 кг/м 3 .
Pompa üniteleri 1SVN-80A, mil ucundan bakıldığında sağa ve sola dönüşlü olarak üretilmektedir. Sol dönüş tertibatında milin tahrik ucu emme borusunun yan tarafında bulunur, milin hareket yönü saat yönünün tersinedir.
Sağa dönüş aparatında milin tahrik ucu tahliye borusunun yanında bulunur, milin dönüşü saat yönündedir. Milin hareket yönünün, pompalama ekipmanının basınç bölümündeki okun yönü ile çakışması gerekir (cihaz tahrikinin kısa bir test çalıştırması ile kontrol edilir).
3.2 Çarkın FlowVision'da modellenmesi (video)
İyi çalışmalarınızı bilgi tabanına gönderin basittir. Aşağıdaki formu kullanın
Öğrenciler, yüksek lisans öğrencileri, bilgi tabanını çalışmalarında ve çalışmalarında kullanan genç bilim adamları size çok minnettar olacaktır.
Yayınlanan http://www.allbest.ru/
Rusya Federasyonu Eğitim ve Bilim Bakanlığı
federal devlet bütçe eğitim şubesi
yüksek mesleki eğitim kurumları
UFA DEVLET YAĞ TEKNİK ÜNİVERSİTESİ
Ekimde
Petrol Sahası Makine ve Ekipman Dairesi Başkanlığı
ders projesi
Santrifüj pompa çarkının tamiri
disiplin: "Petrol ve gaz sahalarının makine ve teçhizatının işletilmesi ve onarımı"
Tamamlandı: st.gr. MP-06-11 R.R. Sharifullin
Ekim 2013
Tanıtım
1.1 Pompa ünitesinin teknik özellikleri
1.2 Pompa ünitesinin tasarımı ve çalışma prensibi
2. NPV-1250-60 tipi Pompa ünitesinin revizyonunun teknolojik sürecinin yapısı
2.1 Pompa ünitesinin onarım organizasyonu. Onarımın özellikleriİşler
2.2 Onarım çalışmalarının merkezileştirilmesi ve uzmanlaşması
3.1 Pompanın sökülmesi
3.2 Mil kontrolü
5.1 Genel
5.2 Mil bağlantılarının montajı
5.2.1 Şaft pres bağlantılarının montajı
5.2.5 Mil dişlerinin montajı
5.3 Pompanın montajı
5.3.1 Rotorun montajı
5.3.4 Bölümlerin montajı
5.3.5 Pompanın son montajı
5.4 Pompa hizalaması
6.1 Temel Bilgiler
6.2 Test yöntemleri
7. NPA-1250-60 tipi pompa ünitesinin korozyona karşı korunması
8. NPV-1250-60 tipi pompa ünitesinin bakım ve çalıştırma kuralları
bibliyografya
Tanıtım
Petrol ve gaz endüstrisinin çeşitli teknolojik süreçlerinde, petrol kuyusu ürünlerinin üretimi, toplanması, hazırlanması ve taşınması, ana petrol taşımacılığı, gelişmiş petrol geri kazanımı süreçleri, rezervuar basıncının ve su temininin bakımı ve ayrıca çeşitli gaz teknolojik kurulumlarında işleme tesislerinde ve kompresör istasyonlarında, pompalanan sıvının çalışma prensibi, tasarımı, tahriki ve özellikleri bakımından farklılık gösteren çeşitli pompalama ekipmanı kullanılır.
Gazların ve buharların hava ile olası patlayıcı karışımlarının oluşumu koşulları altında çalışmak üzere tasarlanmış yağ santrifüj pompaları, petrolün toplanması, işlenmesi ve taşınması için saha sistemlerinde, petrol rafinerisinin teknolojik birimlerinde ve petrol, sıvılaştırılmış petrol pompalamak için petrokimya endüstrilerinde kullanılır. hidrokarbon gazları, petrol ürünleri ve belirtilen fiziksel özelliklere (yoğunluk, viskozite vb.) benzer ve pompa parçalarının malzemesi üzerinde aşındırıcı etkiye sahip diğer sıvılar. Pompalanan sıvıdaki maksimum askıda katı madde içeriği (kütlece) %0,2'yi geçmemelidir. Partikül boyutu 0,2 mm'yi geçmemelidir.
Aşağıdaki pompa tipleri üretilmektedir: K konsol yatay tek ve iki kademeli pompalar; C yatay kesitli ara destek, eksenel bölmeli muhafaza; SD yatay kesit desteği çift kasa; VM dikey, işlem hattına gömülü.
Aşağıdaki tiplerin üretimi öngörülmektedir: Sızıntıları dışarı pompalamak için yağ pompalama istasyonları; NPV yağ tutucu dikey; NM petrol boru hatları.
NPV tipi dikey takviye yağ pompaları, eksi 5 0 С ila artı 80 0 С sıcaklıkta, kinematik viskozite 1-3x10 -4 cm 2 /s, yoğunluk 830-900 kg/m3 olan yağ sağlamak için tasarlanmıştır.
pompa tamir mili korozyonu
1. NPV-1250-60 tipi pompa ünitesinin tasarımı, amacı ve çalışma koşulları
Kavitasyon, içindeki buhar veya gazla dolu kabarcıkların veya boşlukların ortaya çıkması nedeniyle sıvı akışının sürekliliğinin ihlalidir. Kavitasyon, basınç düştüğünde meydana gelir ve sıvının kaynamasına veya çözünmüş gazın ondan salınmasına neden olur. Bir sıvı akışında, böyle bir basınç düşüşü genellikle artan hızların olduğu bölgede meydana gelir. Çoğu durumda, gazın çözeltiden salınması mevcut bir rol oynamaz. Bu durumda kavitasyona genellikle buhar kavitasyonu denir. Buhar kavitasyonuna aşağıdaki ana fenomenler eşlik eder:
1) Akış tarafından yüksek basınç alanına taşınan buhar kabarcıklarının yoğunlaşması.
2) Kanal duvarlarının metalinin aşınması. Buhar kabarcıkları yoğunlaştığında, kabarcık içindeki basınç sabit kalır ve doymuş buharın esnekliğine eşit kalır, kabarcık hareket ettikçe sıvının basıncı artar. Balonu çevreleyen sıvının tanecikleri, sıvının basıncı ile balonun içindeki basınç arasındaki farkın etkisi altındadır ve merkezine doğru ivmeli bir hızla hareket eder. Kabarcık tamamen yoğunlaştığında, basınçta ani bir yerel artışla birlikte binlerce atmosfere ulaşan sıvı parçacıklarının çarpışması meydana gelir. Bu, görünüşe göre yorulma olaylarının neden olduğu kanal duvarlarının malzemesinin ufalanmasına yol açar. Kanal duvarlarının tarif edilen mekanik imha sürecine erozyon denir ve kavitasyonun en tehlikeli sonucudur.
3) Buharla dolu boşlukların kapanmasından kaynaklanan akışkan titreşimlerinin sonucu olan ses olayları (gürültü, çatırtı, şoklar) ve tesisatın titreşimi.
4) Kanatlı pompalarda kavitasyona akışta, basınçta, güçte ve verimlilikte bir düşüş eşlik eder.
Bir kanatlı pompada, pervane kanadında, genellikle ön kenarına yakın bir yerde buhar kavitasyonu meydana gelir. Bıçağa akarken hızdaki yerel artış ve beslemedeki hidrolik kayıplar nedeniyle buradaki basınç, pompa girişindeki basınçtan çok daha düşüktür.
Rafinerideki emtia parkından petrol ürünleri pompalanırken ana santrifüj seksiyonel pompalarda kavitasyon olgusunu ortadan kaldırmak için ana pompanın giriş borusunda basınç oluşturan hidrofor pompaları kullanılır.
Şekil 1 Pompa ünitesi NPV-1250-60 1 elektrik motoru; 2 fener; 3 basınç borusu; 4 giriş borusu; 5 fincan pompa ile
Dikey elektrikli hidrofor yağ pompalama üniteleri (Şekil 1), GOST 12124'e uygun olarak ana yağ pompalarına 268..353K (-5..+80C), yoğunluk =830..900 kg/m2 yağ beslemek için tasarlanmıştır. -80 ve kavitasyonsuz çalışmaları için gerekli desteği oluşturun.
Üniteler, V-1G sınıfı patlayıcı bölgelerde (elektrik tesisatı kurallarına uygun olarak) ve buharları GOST 12.1'e göre kategori II A ve T3 grubu hava ile patlayıcı karışımlar oluşturan yağ pompalamak için tasarlanmıştır. 011-78.
Pompalar, GOST 15150-69'a göre V kategorisinin iklimsel versiyonunda GOST 6134-71 birinci güvenilirlik grubuna göre üretilir ve -50C daha düşük bir ortam sıcaklığı sınırında açık alanlarda çalışmak üzere tasarlanmıştır.
Elektrikli pompa ünitesinin (pompa) sembolünde, sayılar ve harfler şunları gösterir:
NPV yağ tutucu dikey
1250 besleme, m3/saat
60 kafa, m
Üniteler, patlayıcı ve yangın tehlikesi olan endüstriler için yürütmede yapılır.
1.1 Teknik özellikler
Pompa NPV-1250-60 aşağıdaki özelliklere sahiptir:
Besleme 1250 m3 /saat
60 m kafa
Rotor hızı 1500 rpm
Çark ekseninde (su üzerinde) izin verilen kavitasyon rezervi, en fazla 2,2 m
Verimlilik (su üzerinde), en az %76
Pompa contasından harici sızıntı 0.3*10
Genel boyutlar 6155х2361 mm
Ağırlık, en fazla 11940 kg
Üreticinin tavsiyelerine göre çarkların dış çap boyunca nominal değerin %5 ve %10'u kadar döndürülmesine izin verilir.
1.2 Cihaz ve çalışma prensibi
Her bir elektrikli pompalama ünitesi, bir yağlı dikey takviye pompası, dikey bir asenkron patlamaya dayanıklı VAOV tipi elektrik motoru, bir kaplin, bir otomasyon sistemi ve enstrümantasyondan oluşur.
Pompa, eksenel sıvı beslemeli, santrifüj, dikey, tek kademelidir. Çark çift taraflı girişlidir, çarkın emiş kapasitesini arttırmak için ön mühendisliği yapılmış çarklar kullanılmaktadır.
Pompanın stator kısmı, iki eksenel giriş, bir çıkış, transfer kanalları, iki basınç bölümü, tahliye borulu ve karşı flanşlı bir kapak ve elektrik motoru için bir fenerden oluşur.
Pompanın alt kısmı, kaynaklı bir tabana, bir giriş borusuna ve bir taban plakasına sahip metal bir kap içine yerleştirilmiştir. Döşemenin destekleyici kısmı olan cam, temele monte edilir ve temel cıvataları ile sabitlenir. Pompayı boşaltmak için doldururken havayı boşaltmak için camda bir boru ve bir tüp bulunur. Kapak, camın taban plakasına monte edilmiştir. Kapağın üst flanşına elektrik motorunu monte etmek için bir fener takılıdır.
Pompa rotoru, çarkın milinden ve yukarı akıştaki tekerleklerden, conta burçlarından, kamalardan vb. oluşur. Milin tahrik ucundan bakıldığında rotorun dönüş yönü saat yönündedir.
Rotorun hidrolik eksenel itişi, çift girişli bir çarkın kullanılmasıyla azaltılır.
Rotorun kütlesi ve rotorun kalan hidrolik eksenel kuvveti, üst destek olan çift açısal temaslı bilyalı rulman tarafından algılanır. Rulman gresi TsIATIM-202 GOST11110-75 veya Litol-24 TU 38-101139-71.
Pompanın tasarımında radyal kuvvetlerin algılanması için, bir uç (milin alt ucunda) ve bir ara parça, pompalanan yağ ürünü tarafından yağlanan iki radyal kaymalı yatak sağlanmıştır.
Uç tip rotorun uç contası ТМ120М TU 26-06-968-75. Kapağın boşluğunda, mekanik salmastradan bir yağ sızıntısı koleksiyonu düzenlenir. Düşük ortam sıcaklıklarında mekanik salmastrayı ve yağ sızıntı toplayıcısını ısıtmak için pompa kapağında bir elektrikli ısıtıcı bulunur. Büyük ısı kayıplarını önlemek için pompanın çalıştığı yerde pompa kapağının dış yüzeyi ısıl olarak yalıtılmalıdır.
Mekanik salmastradan normal sızıntı olması durumunda yağ sızıntısı toplayıcı her 1.5..2 ayda bir boşaltılmalıdır. Seviye kontrolü için sıvı seviye dedektörleri SUZH-3 kullanılır.
2. NPV-1250-60 tipi pompa ünitesinin revizyonunun teknolojik sürecinin yapısı
Revizyon süreci, belirli bir sırayla gerçekleştirilen ekipman performansını geri yüklemek için bir dizi teknolojik ve yardımcı işlemdir ve onarım, yıkama ve temizleme işlemleri için ekipmanın kabul edilmesini, ekipmanın birimlere, montaj birimlerine ve parçalara demontajını, parça sınıflandırma kontrolünü içerir. ve onarım parçaları, bunların montajı, montaj birimlerinin montajı, tertibatlar ve bir bütün olarak ekipman, montajın ardından ekipmanın çalıştırılması ve test edilmesi, ekipmanın onarımdan boyanması ve teslim edilmesi.
Petrol ve gaz endüstrisindeki onarım işletmelerinde, aynı tip ekipmanın miktarına ve onarım koşullarına bağlı olarak, iki ana onarım yöntemi kullanılır: bireysel ve agrega (nodal). Kullanılan yönteme bağlı olarak onarım sürecinin içeriği ve işlem sırası değişir. Ayrı bir onarım yöntemiyle, parçalar, montaj birimleri ve ekipman grupları işaretlenir ve onarımdan sonra aynı ekipmana kurulur. Sonuç olarak, ekipmanın montajı yalnızca tüm parçalar onarıldığında başlatılır, bu da toplam onarım süresini önemli ölçüde uzatır.
Bireysel onarım yöntemi, onarım şirketinin aynı türden çok az ekipman aldığı durumlarda kullanılır. Bireysel bir onarım yöntemiyle, bir makine veya mekanizma, yüksek nitelikli işçilerden oluşan karmaşık bir ekip tarafından onarılır.
Bireysel onarım yöntemi aşağıdaki dezavantajlara sahiptir:
1) onarım işinde uzmanlaşma yoktur ve mekanizasyonun uygulanma olasılığı sınırlıdır, bu da emek verimliliğini önemli ölçüde azaltır;
2) bitmiş parçalar tüm parçalar onarılana kadar boşta kaldığından ekipman uzun süredir onarımdadır;
Şekil 2 - Ekipmanın bireysel bir yöntemle elden geçirilmesi için teknolojik sürecin şeması.
Toplu onarım yöntemi ile aşağıdaki eşitsizliğe uyulmalıdır:
Bu nedenle, bu durumda onarım süresinin önemli ölçüde azalması doğaldır.
2.1 Onarım organizasyonu. Onarım çalışmalarının özellikleri
Pompaların onarımı, onarım üslerinde yapılmalıdır. Pompa onarım teknolojisi, onarımların hazırlanma ve planlanma yöntemine bağlıdır:
a) aşınmış parçaların restorasyonuna bağlı olarak, pompaları onarmak için bireysel bir yöntem;
b) depoda depolanan stoktan aşınmış parçaların yenileriyle değiştirilmesine bağlı olarak, pompaları tamir etmek için bireysel bir yöntem;
c) kişisel olmayan onarım yöntemi.
Bireysel bir yöntemle elden geçirme sırasında, onarım için alınan pompalar harici yıkamaya, bileşenlere ve parçalara sıralı sökmeye, parçaların yeniden yıkanmasına, kontrole, ayırmaya (onarım boyutuna geri yüklenen veya yeni bir parça ile birlikte uygun, uygun) tabi tutulur. onarım ihtiyacı ve kullanılamaz), işaretleme ve kusurlu parçalar. Servis verilebilir parçalar doğrudan montaj deposuna taşınır ve geri yüklenemeyen parçalar hurda metale taşınır.
Yedek parçaların varlığında, revizyon esas olarak çilingir ve montaj işlemlerine ve evrensel ekipman ve ortalama onarım personeli kalifikasyonu gerektiren az miktarda makine ve kaynak işine indirgenir.
Onarım ve restorasyon gerektiren tüm parçalar, teknolojik onarım sürecine göre işletmenin çeşitli atölyelerinden geçmekte ve bunun sonucunda montajı yapılacak ünitelerin tamamlandığı montaj deposuna ve ardından fiili montaj ve montaja geçmektedir. testler yapılır.
Aynı zamanda taban parçasının tamiri yapılmakta ve daha sonra tamir edilen makinenin genel montajı, testi, çalıştırılması, boyanması ve tüketiciye teslimi gerçekleştirilmektedir.
Pompanın montajı ancak son parçanın restorasyonundan sonra başlatılabilir.
Yenilenmiş bir koka pompasının montajı ve test edilmesi gereksinimi, yeni bir pompanınkinden farklı olmamalıdır.
2.2 Onarım çalışmalarının merkezileştirilmesi ve uzmanlaşması
Onarım teknolojisi, pompa üreticisinde mevcut olan teknolojiden önemli ölçüde farklıdır. Onarılabilir pompa yelpazesi, onarım atölyelerinin evrensel ekipman, aletler, aletler, yeniden yapılandırılabilir ekipmanlarla donatılmasını belirler.
Merkezileşme ve uzmanlaşma, endüstriyel onarımın organizasyonu ve dolayısıyla en gelişmiş teknolojik ve organizasyonel çözümlerin uygulanması için koşullar yaratır. Pompaların özel tesislerde tamamen merkezi olarak elden geçirilmesi, eğer üretim ölçeği, hat içi kişisel olmayan onarımların organize edilmesini mümkün kılıyorsa ve bir değişim fonu varsa etkilidir.
Bir değişim fonunun oluşturulması, tüketicinin bir pompayı onarım için teslim ederken aynı markanın onarılmış bir kopyasını almasına izin verecektir. Onarım tesisinde değişim için ayrılan pompa sayısı, yıllık olarak onarılan pompa sayısının - %4'ü olmalıdır. Merkezi bir revizyonun ana avantajları, işçilik yoğunluğunda ve maliyetinde 1,5 - 2 kat azalma, uzmanlaşma ve daha iyi teknik ekipman nedeniyle kalitenin artması ve sonuç olarak revizyon sürelerinin artması ve ekipman kullanımının artmasıdır. operasyondaki oran. Merkezi onarım ile onarım üretim kültürü ve tekniği artar, onarım personeli sayısı azalır, metal tasarrufu sağlanır, onarımlarda kullanılan teknolojik ekipman miktarı azalır, yük faktörü artar, teknolojik disiplin gelişir ve pompa onarımının üretim döngüsü 2-3 kat azalır.
Her durumda, revizyon maliyeti olmalıdır
Yeni bir pompanın maliyetinin %25 ... 35'i ve aşırı durumlarda değerinin %60 ... %70'ini geçmez.
3. Pompa sökme teknolojisi ve mil kontrolü
3.1 Sökme
Pompa, aşağıdaki sırayla özel bir ayak üzerinde demonte edilir (bkz. Şekil 2):
eksenel kaydırma göstergesi kaldırılır;
baskı yataklarının sökülmesi ve gömleklerin çıkarılması;
basınç kapağı çıkarılır ve topuk burcu demonte edilir;
pompanın çalışma bölümleri demonte edilir;
Pompa giriş kapağını çıkarın.
Revizyon sırasında, makineler, önce makineyi bloklara, birimlere, alt montajlara ayırmayı ve ardından her birimi parçalara ayırmayı içeren işlem sırasını gösteren teknolojik şemaya göre tamamen bozulur.
Mevcut onarımlar sırasında, yalnızca parçaları onarım veya değiştirme gerektiren birimler demonte edilebilir. Onarım miktarına bağlı olarak, ekipmanın sökülmesi bir işyerinde bir ekip tarafından gerçekleştirilir veya bireysel birimlerin sökülmesi için ek işyerleri oluşturulur.
Demontaj işlemlerini daha kısa sürede yapabilmek ve aynı zamanda komponentleri ve parçaları kırılmaya karşı korumak için istiflerinin doğru düzenlenmesi gerekmektedir. Ağır ve hacimli aksam ve makine aksamları, söküm yerinde stantlar ve ahşap döşeme üzerine ekibin çalışmasına engel olmayacak ve geçişleri engellemeyecek şekilde yerleştirilir veya serilir. Makineden çıkarılan diğer parçalar, parçaları lavaboya taşımak için arabalara üst üste monte edilebilen özel standlara yerleştirilir. Parçaların bu şekilde yerleştirilmesi, nakliye sırasında parçaların birbirine temasını ve çarpmasını ve dolayısıyla zarar görmelerini engeller. Ağırlık olarak hafif ve karşılıklı kırılmaya neden olmayan bağlantı elemanları bir kutu içerisine yerleştirilir. Yıkandıktan sonra aynı stantlardaki parçalar muayene (debug) için teslim edilir. Parçayı sökerken işareti geçer. Bu, makine kendi yeniden üretilmiş parçalarından monte edildiğinde, bireysel onarımlardaki tüm parçalar için gereklidir. Agrega onarım yöntemi ile, bir çift aşınmış parça (yatak valfi) için veya parçaların doğru göreli konumunu sabitlemek için işaretler gereklidir.
Parçaları işaretlemenin şu yolları vardır: güçlü marka (harfler, sayılar, delme), elektrograf veya elektrostichel, asit markası ve boya. Sertleştirilmemiş parçalar, markalama çalışma yüzeyini bozmazsa ve parçayı deforme etmezse markalanır. Diğer yöntemler de sızdırmaz parçalar için uygundur. Asit markası, %10 soda külü çözeltisi ile daha fazla nötralizasyon ile asitle nemlendirilmiş bir lastik damga ile uygulanır.
En yaygın parçaları sökmenin özelliklerini ve bunun için kullanılan araçları düşünün.
Dişli bağlantılar. Dişli uç hasar görmüşse, sökmeden önce üçgen iğne törpüsü, eğe ile ipliğin düzeltilmesi veya tıkanmış ipliğin tamamen kesilmesi gerekir. Agresif ortamlarda çalışan dişli bağlantılar korozyona uğrar ve bu da sökme momenti kabul edilemez ölçüde büyüdüğü için bunların sökülmesini zorlaştırır. Bu tür bileşikler kerosen ile yıkanır ve bazı durumlarda tertibat bir süre kerosen banyosuna daldırılır. İpliğe nüfuz eden gazyağı, sürtünme katsayısını azaltır. Sökmeden önce, vidalanan parçaları kabul edilemez torkla deforme etmemek için diş açma yönünün (sağ, sol) olduğundan emin olun.
Daha sık olarak, parçaların ayrılması, bir çekiçle hafif ve temiz bir şekilde vurularak ve bazı durumlarda tertibatın sıcak su, buharla veya (eğer bükülme tehlikesi yoksa) bir kaynak makinesinin açık alevi ile ısıtılarak kolaylaştırılır. oksi-yakıt brülörü.
Parçaları sökmeden önce, kendiliğinden çözülmeyen maddenin blokajını kaldırmak gerekir: kilitleme vidasını sökün, kilit rondelasının tırnağını bükün, kopilyayı çekin, kilit somununu sökün, vb. Boruların kullanılması yasaktır. kabul edilemez derecede büyük bir tork somunların yüzlerine zarar vermesine ve cıvataların ve saplamaların kırılmasına neden olduğundan, vidayı açarken anahtar kolunu uzatmak için. Kırık saplamaları çıkarmak için aşağıdaki yöntemler kullanılır: saplama yüzeyin üzerine çıkarsa, üst kısmında bir tornavida için bir oluk kesilir veya iç çap boyunca kırık uca bir somun kaynak yapılır; pim yuvaya gizlenmişse, içine bir delik delinir, soldan bir diş kesilir ve çıkarıcı vidalanır, pimin vidası çözülür. Saplamayı belirtilen yöntemlerle sökmek mümkün değilse, delinir. Benzer yöntemleri kullanarak, tornavida için hasarlı yuvalı veya kırık başlı vidaları çıkarabilirsiniz. Vida yivi, kabul edilemez bir torkun yanı sıra, oluğun uzunluğuna ve genişliğine uyması gereken yanlış bir tornavida seçimi nedeniyle hasar görebilir. Onarım işletmelerinde, açık uçlu ve özellikle evrensel (ayarlanabilir) anahtarların kullanımı, onlarla çalışmak verimsiz olduğundan ve ayrıca cıvata ve somunların kenarlarını hızla aşındığından sınırlandırılmalıdır. Daha rasyonel kutu soketi, döner anahtarlar ve ayrıca menteşeli uçlu cırcır ve anahtarlar. En yüksek performans, pnömatik ve elektrikli anahtarlar kullanıldığında elde edilir. Saplamaların sökülmesi için kontra somun kullanılmaması için özel pens anahtarları kullanılmaktadır.
Sıkı geçmeli silindirik bağlantılar. Boşluklu inişlere bağlanan şaft kovanı sınıfının parçalarının sökülmesi zorluklara neden olmazsa, bağlantıların sıkı geçme ile sökülmesi, önemli basınçlandırma kuvvetleri oluşturabilen özel cihazların kullanılmasını gerektirir. Bu tür cihazlar, kullanımı her zaman mümkün olmayan kol, vida ve hidrolik preslerin yanı sıra çeşitli yataklar, kaplinler, dişliler, kasnaklar, burçlar, pistonlu pompa yuvalarını içerir.
Presleme kuvveti vidalı somun sistemi tarafından oluşturulur, önemli miktarda kuvvet kurşun diş kullanılmasını gerektirir. Vidalı çektirmeler ve presler, makinelerin mekanizmalarını darbesiz olarak sökmeyi mümkün kılar, bu sayede parçalar hasardan korunur ve sökme işlemleri nispeten hızlı bir şekilde gerçekleştirilir.
Sıkı geçme ile bağlanan parçaları sökerken, presler ve güçlü çektirmeler kullanılır. Dış kısım ısıtılarak bağlantıların sökülmesi kolaylaştırılabilir. Sökme mümkün değilse, dış parça işleme ile çıkarılır.
Rulmanlar. Sökme işlemi sırasında, yataklar, yataklarındaki yuvaları ve oturdukları mil muyluları hasardan korunmalıdır. Rulmanları sökmenin en iyi yolu, yukarıda açıklananlara benzer uygun aletler veya çektirmeler kullanarak presler kullanarak milden çıkarmak veya yataktan çıkarmaktır. Bu durumda kuvvet, yuvarlanma elemanlarından aktarılmadan sadece sıkıca takılan bir halkaya uygulanmalıdır. Rulmanları çekiç darbeleriyle çıkarmayın. Yuvalardaki veya millerdeki rulmanları kapatan halkanın yayları, yaydaki deliklere sokulan yuvarlak çeneli (düz veya eğik) özel maşalar yardımıyla genişletilerek veya sıkıştırılarak çıkarılır. yüzükler.
Yatağa büyük bir müdahale ile bastırılırsa, sökmeden önce, şaftı yatağın temas noktalarında asbest veya karton ile yalıttıktan sonra, yaklaşık 100 ° C sıcaklıktaki yağ ile ısıtılmalıdır. Bir sulama kabından yatağın üzerine sıcak yağ dökülür.
3.2 Mil kontrolü
Ürünlerin kusur tespiti yapılırken, parçaların aşınma türlerine göre ayrılması gerekir, aynı zamanda parçaların restorasyon yönünü hemen önceden belirlemek gerekir. Gelecekte, tek bir şekilde restore edilen parçaların tek bir ünitede (pompa) tertibata düşmesi gerekir. Bu, pompanın geri kalan elemanlarının çalışabilirliğini korurken, pompanın herhangi bir parçasının veya elemanının yanlış geri kazanım yöntemi seçimi veya korunması nedeniyle pompanın erken arızalanmasını önlemek için yapılır.
Çalışma sırasında miller ve akslar montaj boyunlarını, kama yuvalarını ve kamaları aşındırır, dişlere, mil yüzeylerine, merkezleme deliklerine zarar verir ve miller bükülür.
Şaftlar ve akslar, sınırlayıcı boyutları aşan çatlaklar ve aşınmış yuvaları varsa reddedilir. Sorun giderme sırasında krank millerinin kontrolüne özel önem verilir. Çatlaklar, harici inceleme veya kusur tespit yöntemlerinden biri ile tespit edilir.
Millerin boyunlarının sınırlayıcı boyutları, ovalliği ve konikliği, birbirine dik iki düzlemde bir mikrometre ile belirlenir. Krank milleri için muylular, krank düzleminde ve ona dik olarak ölçülür.
Koltukların, kamaların, kamaların maksimum boyutları, parantezler, şablonlar, halkalar vb. kullanılarak tahmin edilir.
Merkezlerde veya prizmalarda döndüklerinde millerin bükülmesi bir gösterge ile kontrol edilir. 0,1 mm'ye kadar çizik, risk ve ovalliğe sahip mil muyluları taşlanarak onarılır. Ama önce ortadaki deliklerin doğru olup olmadığını kontrol edin. Üzerinde çentikler ve ezikler varsa, delikler geri yüklenir. Önemli aşınmaya sahip mil muyluları onarım boyutuna döndürülür ve taşlanır. Bu durumda, şaft tarafından algılanan yüklerin niteliğine bağlı olarak, çap küçültme boyutunun %5-10 oranında olmasına izin verilir. Boyunların boyutlarının eski haline getirilmesinin gerekli olduğu durumlarda, döndürüldükten sonra üzerlerine onarım burçları bastırılır veya epoksi yapıştırıcı üzerine monte edilir, daha sonra tornalama veya taşlama ile işlenir. Millerin aşınmış yüzeyleri, vibro-ark kaplama, metalleştirme, sertleştirme, krom kaplama ve diğer yöntemlerle metal oluşturularak da onarılabilir.
4. Şaft kurtarma teknolojisi
Çalışma koşulları ve şaft aşınması çeşitlerini dikkate alarak karbondioksit ortamında yüzeye çıkarak kusuru gidereceğiz. Yüzey kaplama, sonraki ısıl işlem ve ön mekanik işlem olmadan gerçekleştirilir. Yüzey kaplama için 1.2 Nm-30KhGSA GOST 10543-82 teli kullanılır. Karbondioksit ortamında yüzey kaplama modlarını dikkate alıyoruz.Elektrotun çapına ve parçanın çapına bağlı olarak akım gücünü seçiyoruz.Tel çapı 1.1-1.2 mm.Akım gücü.Voltaj
Yüzey kaplama hızı V H , m/h.
bH \u003d (10h12) g / A. H;
J - mevcut güç, A;
h, biriken tabakanın kalınlığıdır, mm;
S - kaplama adımı, mm;
Dn yüzey kaplamasının çapı olduğunda, Dp telin çapıdır.
S=(1.6x2.2) . d pr \u003d 1.8. 1.2=2.16mm
Dpr-tel çapı
Parça dönüş frekansı n min -1:
Un, biriktirme hızıdır; d, şaft çapıdır
n=1000 82,6/60 3,14 97=9,53
Tel besleme hızı U pr, m/h:
burada b N - biriktirme katsayısı, g/A. H,
J - mevcut güç, A;
pr - tel çapı
g - elektrot telinin yoğunluğu, g / cm3 (g \u003d 7.85).
Elektrotun ayrılması:
Elektrot yer değiştirmesi l, mm:
l=0.07 97=3.22 mm
Karbondioksit tüketimi 12 l/dk'dır.
Zaman normunu hesaplıyoruz, T N:
nerede T 0 - ana zaman;
T VS - yardımcı zaman;
Tadd - ek süre.
T0=3.14 97 28/1000 82,6 2.16=0.022h
T VS \u003d (2h4) dak - yardımcı süre
nerede k - ana ve yardımcıdan ek sürenin payını dikkate alan katsayı,%:
k=10 - CO2 ortamında yüzey kaplama için
T PZ = (16h20) dk
Kullanılmış tel sınıfı 1.2 N P -30 HGSA.
Düz veya makaralı yatakların gelişimi ve arızalanmasının yanı sıra korozyon lekeleri, küçük yabancı parçacıklar yağlayıcı ile birlikte yatak kovanlarına girdiğinde çizik ve çiziklerin görünümü mil muylularının aşınmasına neden olur.
Kaymalı yataklarda çalışan bir milin boyunları genellikle eşit olmayan bir şekilde üretilir ve uzunlamasına bölümde bir koni, enine bölümde bir elips şeklini alır. Rulmanlı yataklarda çalışan milin muyluları, pompanın çalışması sırasında yatakların imalatında veya geliştirilmesinde gevşeme nedeniyle yatağın iç yatağı mil üzerinde döndürülürken aşınır.
Mil yuvalarının aşınmasına bağlı olarak aşağıdaki kurtarma yöntemleri kullanılır: yuvalar 0,3 mm'ye kadar aşındığında krom kaplama; ostalivanie (demir) ve ardından koltuklar 0,8 mm'ye kadar aşındığında taşlama; koltuklar 0,8 mm'den fazla aşındığında yüzeye çıkıyor.
Şaftların yüzey kaplaması yapılarak restorasyonu ve sertleştirilmesi, hizmet ömürlerini önemli ölçüde artırır, yedek parçada daha fazla tasarruf sağlar ve ekipman onarım maliyetlerini düşürür. Çeşitli yüzey kaplama yöntemleri bilinmektedir - elektrik arkı, elektro cüruf, gaz, termit, sürtünme, elektron ışını vb. Şaftlar genellikle iş parçalarının deformasyonuna neden olmayan elektrik arkı yüzey kaplaması ile restore edilir. Aşınmış milleri eski haline getirmek için sürtünmeli yüzey kaplama da kullanılabilir. Bu işlem, enerji maliyetleri açısından elektrik arkından çok daha ekonomiktir.
Onarım üretiminde, şaftları eski haline getirmek için, bir akı tabakası altında, bir karbondioksit ortamında, bir soğutucu jet içinde, kombine ark korumalı, akı özlü bant, vb. normalleştirilmiş ve sertleştirilmiş orta karbonlu ve düşük alaşımlı çeliklerden ve ayrıca ısıl işleme tabi tutulmayan düşük karbonlu çeliklerden, tek katmanlı yüzey kaplamada 0,3 ila 4,0 mm aşınmaya sahip şaftların kaplanması için yaygın olarak kullanılır. çok katmanlı yüzey kaplamada 4 mm'den fazla. Sürecin verimliliği çok yüksektir. Çapı 50 mm'ye kadar olan milleri bu şekilde eski haline getirmek zordur, çünkü sertleşmek için zamanı olmayan cüruf kaynaklı üründen aşağı akar.
Karbondioksit ortamında yüzeylenen elektrik arkı, onarım endüstrisinde 40 mm'ye kadar çapa sahip şaftların restorasyonu için yaygın olarak kullanılmaktadır.
Vibro-ark yüzey kaplama, ürünün minimum deformasyonu ile tek tip ve nispeten ince bir metal tabakası uygulanması gerektiğinde ve küçük kusurların varlığı önemli olmadığında, 40 mm çapa kadar şaftların restorasyonunda kullanılır. . Bu işlem azaltılmış bir ark gücünde ilerler, oldukça ekonomiktir ve biriken metalin yüksek sertliğini sağlar.
Bununla birlikte, ortaya çıkan kaplamalar gazlarla doyurulur ve yüksek iç gerilimlere sahiptir. Bu nedenle, alternatif yükler altında çalışan parçaların onarımı için vibro-ark yüzey kaplama önerilmez.
Herhangi bir kimyasal bileşime sahip bir metal tabakası biriktirmeyi ve çeşitli sertlikte sertleştirme yapıları elde etmeyi mümkün kılan özlü tel ile otomatik yüzey kaplama, son zamanlarda yaygınlaştı.
Şerit elektrot ve özlü bant ile otomatik yüzey kaplama, geleneksel elektrot teline göre 2-3 kat daha verimlidir ve cihazın tek hareketinde 100 mm genişliğe ve 2-8 mm kalınlığa kadar bir metal katmanın uygulanmasını mümkün kılar. Küçük çaplı miller bu yöntemle kaynaklanamaz. Ateşe dayanıklı alaşımlar, diğer yöntemlerden daha verimli olan bir plazma yöntemi kullanılarak biriktirilir.
Son yıllarda, bir veya başka bir kurtarma yönteminin belirli eksikliklerini ortadan kaldırmak için ark ve kaynak havuzunun birleşik koruması ile yeni yüzey kaplama yöntemleri geliştirilmiştir.
Şaft yuvalarını manuel elektrik ark yüzey kaplaması ile onarırken, hasarlı şaft alanı makinede en derin hasara kadar işlenir. Daha sonra mil, sonraki tornalama ve taşlama dikkate alınarak gerekli boyutlara kaynaklanır. En sorumlu işlem, şaftın yüzeylenmesidir.
Ufa sentetik alkol fabrikasında, yüksek kaliteli yüzey kaplamaya izin veren bir cihaz geliştirilmiştir. Şekil 4'te gösterilen cihaz, üzerine sabit bir 7 ve hareketli bir 3 ayağın takıldığı ve çeşitli uzunluklardaki milleri kaynaklamanıza izin veren bir çerçeve 4'ten oluşur. Mil 1, dört silindir 5 arasına yerleştirilir ve kendi ekseni etrafında serbestçe dönebilir. Milin çapına bağlı olarak silindirler arasındaki mesafe, oluk 8 ve somun 6 tarafından düzenlenir. Milin ucundan önemli bir mesafede bulunan millerin boyunlarını kaplarken, mil bir dengesiz ısınmanın sonucu.
Şekil 3 - Ufa sentetik alkol fabrikasında geliştirilen elektrik ark kaynağı ile şaftların restorasyonu için bir cihaz 1-şaft; 2-yer kaplama; 3-hareketli raf; 4-çerçeve; 5 silindirli; 6-somun; 7-sabit stand; 8-oluk
Şekil 5, Ufa rafinerisinde uygulanan bir armatürü göstermektedir. Şaft yüzeyinin eşit şekilde ısınmasını sağlayan ve eğrilmesini ortadan kaldıran şaft ekseni boyunca spiral bir boncuk ile yüzey kaplamaya izin verir. Şekilde, şaft 2, çubuk 1 ile plaka 3 arasındaki merkezlerde sabitlenmiştir. Bununla birlikte, şaftların söz konusu cihaza montajına, kaçınılmaz deformasyonları eşlik eder.
Manuele ek olarak, titreşimli elektrotlu otomatik ark yüzey kaplaması kullanılır. GVMK-1 yüzey kaplama için başlıklar, 50 mm'ye kadar ağızlık çıkıntısı ile üretilir. Bazen çarkları çıkarmadan şafta kaynak yapılması tavsiye edilir. Bu durumlarda, kafa için 250 - 300 mm uzunluğunda bir ağızlık yapılır. Şaftların vibro ark yüzey kaplaması ile restorasyonu Şekil 6'da gösterilmektedir.
Şekil 4 - Spiral boncuklu 1- çıtalı millerin kaplanması için cihazlar; 2 - mil; 3- plaka; 4 - raf; 5 - kuzu.
Şekil 5 - Titreşimli elektrotlu 1 çarklı otomatik ark kaynağı ile şaftların restorasyonu; 2- mil; 3 - yüzey için kafa.
Bir şeritle kaplama yaparken, bunun çökeltilen metalle karışma derecesi, ana metalin nüfuz etmesine bağlıdır. Arkın sürekli hareketinden dolayı, şerit kaplamada ana metalin penetrasyon derinliği, tel kaplamaya göre daha azdır. Biriktirme hızı, nüfuz etme derinliği ve ana metalin biriken metal ile karışması üzerinde en büyük etkiye sahiptir. Büyümesi ile penetrasyon derinliği artar, biriken boncuğun genişliği ve kalınlığı azalır.
Düşük yüzey kaplama hızlarında ana metalin penetrasyonu azalır.
Soğuk haddelenmiş elektrot bandı ile yüzey kaplama için, kaynak makineleri ADS-1000-2, A-384, A-874, TS-3.5, bir ABS kafası, DC kaynak dönüştürücüleri PS-500, PTS-500, PS-1000, PSM- 1000-4 ve doğrultucular VS-600, VS-1000, VKSM-1000, VKSM-2000 kullanılır. Yüzey kaplaması 08kp çelik şeritler ve korozyona dayanıklı çelikler ile yapılır. Seramik-metal bantlar LM-70KhZNM, LM-20KHYUPOT, LM-1Kh14NZ, LM-5Kh4VZFS, V.I. E. O. Paton.
Seramik-metal şeritlerle yüzey kaplama, ters polaritenin doğru akımı ile gerçekleştirilir. Elektrottaki akım yoğunluğu 10 -20 A/mm 2 , ark voltajı 28 - 32 V, kaynak hızı 0,16 -0,55 m/s, bant besleme hızı 15 - 150 m/h.
Tablo 2 Bandın genişliğine bağlı olarak akım gücü aşağıdaki gibidir:
Kontak elektropuls kaplamalı parçaların restorasyonu, kaynak darbelerinin etkisi altında bir metal şeridin kaynaklanmasından oluşur. Parçanın ısınmasını önlemek ve kaynaklı tabakayı sertleştirme koşullarını iyileştirmek için kaynak bölgesine bir soğutma sıvısı verilir.
0,3 - 0,4 mm kalınlığında bir bandı kaynak yaparken, kapasitör bankasının önerilen kapasitesi 6400 uF'dir. Kondansatörlerin şarj voltajı 260 - 425 V arasında düzenlenir. Bant 325 - 380 V voltajda kaynaklanır. Geri yüklenecek parçanın çapı ve kaynaklı bandın kalınlığı ne kadar büyük olursa, gerekli şarj o kadar yüksek olur kapasitörlerin voltajı. Bandın ana malzeme ile kaynaklanabilirliği, akım darbesinin genliğine ve süresine bağlı olarak, kaynak noktasının girintilerinin derinliği, parçaların yüzeyindeki gözeneklerin sayısı, nominal boyuta göre belirlenir, ve 0.15 - 0.02 mm kalınlığında kaynaklı tabakanın soyulması.
5. Pompa ünitesinin montajı, şaftın ana bileşenlerinin ve parçalarının ayarlanması
5.1 Genel
Parçaların onarımı ve restorasyonu, montajı ve dengelenmesi tamamlandıktan sonra, pompa onarımının son aşaması başlar - onarılan pompanın montajı ve test edilmesi.
Montaj, manuel çalışmanın ortadan kaldırılması için eksiksiz bir alet seti, özel cihaz ve ekipman ve gerekli kontrol ve test cihazları ve aletleri ile donatılmış, stantlarla donatılmış özel bir sahada yapılmalıdır.
Montaj işleminin ana içeriği, pompa parçalarını gerekli sırayla eşleştirmek için bir dizi çilingir ve montaj işinin uygulanmasıdır.
LPV pompaları için en basit montaj şekli, işlemi operasyonlara bölmeden sabit montaj olarak adlandırılır. Bu yöntemle, pompanın montajı, parçaların ve monte edilmiş tertibatların geldiği bir işyerinde (veya bölümde) gerçekleştirilir.
Toplanma yeri iş yerlerinde, montajın eksiksiz olması için gerekli tüm detaylar sağlanmalıdır. Parçalar, temiz ve muayene ve onarım parça listesinde belirtilen teknik gerekliliklere tam olarak uygun olmalı ve Kalite Kontrol Departmanı tarafından kabul edilmelidir.
Aynı zamanda, kontrol etmek gerekir
a) parçaların şekil ve boyutlarının çalışma çizimlerine uygunluğu;
b) malzemeler - sertifikaları kontrol ederek;
c) dış kusurların olmaması - görsel olarak;
d) İşlenen yüzeylerin pürüzlülüğü, her ölçüye uygun parçalar için tamir edilmeden yüzey pürüzlülüğünün bir sınıf azaltılmasına izin verilir.
Çarklar, kaplin yarıları, boşaltma diski statik olarak dengelenmeli ve rotor dinamik olarak dengelenmelidir;
Tamiri yapılacak pompalarda aşağıdaki parça ve tertibatların montaj yöntemleri kullanılmaktadır.
Herhangi bir parçanın ve montajın, montaj sırasında herhangi bir pompa için ilave bağlantı olmaksızın kullanılabileceği tam değiştirilebilirlik. Bu durumda, montaj, belirtilen inişleri sağlarken (bölüm mahfazasının çarkları, kılavuz kanatlar);
Bağlantılardan birinin değerinin değiştirilmesinin bir sonucu olarak, boyutsal zincirin belirtilen doğruluğunun sağlandığı kompansatörlerin kullanımıyla montaj; diğer tüm bağlantılar üretim koşullarının izin verdiği doğrulukta yapılır. Uygulamada, bu montaj yöntemi, contalar, halkalar, burçlar (pervaneler arasında dengeleme halkaları ile rotor montajı) yerleştirilerek gerçekleştirilir.
Montaj parçalarının yerinde kullanılması, talaş kaldırma (boşaltma diski ...) sonucunda boyutu değiştirerek veya yerinde bir boyut elde ederek belirli bir montaj doğruluğu sağlar.
5.2 Montaj bağlantıları
5.2.1 Pres bağlantı parçalarının montajı
Pres bağlantıları için kaynak cihazının kesit gövdesine inişini, bölümlerin birbirine bağlantısını içerir. Pres bağlantılarını monte ederken, parçaların oturması her zaman sıkı geçme ile gerçekleştirilir. Montajdan önce parçalar talaşlardan iyice temizlenmelidir; emülsiyonlar ve diğer kirleticiler ve ince bir yağlayıcı tabakası ile kaplanmıştır. Pres montajı gerçekleştirmek için ana ekipman, çeşitli tiplerdeki preslerdir: mekanik bir tahrikle manuel olarak çalıştırılan, pnömatik ve hidrolik.
Presleme parçaları, bozulmadan kaçınarak, çabada sürekli bir artışla sorunsuz bir şekilde yapılmalıdır.
Montaj koşullarına göre parçanın montajı işlenen yüzeye çekiçle vurularak yapılırsa, demir dışı metallerden ve plastiklerden yapılmış mandrel ve çekiçlerin kullanılması gerekir. Aynı zamanda, parçanın omzu veya dayanağı ile sıkıca yerine oturması için mandrel kafasına veya özel bir standa hafif çekiç darbeleri ile presleme yapılmalı ve son vuruş güçlü ve keskin olmalıdır.
5.2.2 Şaft anahtarı tertibatı
Kamalı bağlantının montajı, mil üzerindeki oluğun kontrol edilmesiyle başlar. Oluğun alt kısmı mil eksenine paralel olmalı, oluğun keskin kenarları yuvarlatılmalıdır. Anahtar, oluk boyunca sürülür, sıvı yağlayıcı ile yağlanır ve oluğa bastırılır. Anahtarın yan duvarlara doğru oturması gürültü veya renk ile kontrol edilir. Ardından göbekteki yiv hizalanır, yiv kama boyunca ayarlanır ve ardından göbek mile monte edilir.
5.2.3 Konik bağlantıların montajı (pompa bağlantı kafası)
Konik bağlantıyı monte etmeden önce, mil ve burcun konik yüzeylerinin boyaya karşı sıkılığını kontrol etmek gerekir. Fitin sıkılığı en az %80 olmalıdır.
Bir anahtarın eklenmesinin güvenilirliği için koni bağlantısı; şaft üzerine monte edilen kaplin yarısı bir somun ve rondela ile ona bağlanmıştır.
5.2.4 Rulmanın montajı
Rulmanların normal çalışması, büyük ölçüde rulman oturma sürecine uyulmasına bağlıdır.
Rulman yuvaya oturduğunda, daha önce iniş yerini bir sıvı yağlayıcı ile yağlamış olan dış halkaya baskı kuvvetleri uygulanır.
Halkayı bir presin altında veya presin yokluğunda bir montaj gönderisini kullanarak bir çekiçle bastırmaya çalışmalısınız. Doğru şekilde monte edilmiş bir rulman, elle döndürüldüğünde, gürültü, çarpma veya sarsıntı olmadan sorunsuz bir şekilde çalışmalıdır.
5.2.5 Dişli bağlantıların montajı
Dişli bağlantıların montaj kalitesi, cıvata ve somunların doğru sıkılması, gerekli bağlantıların sağlanması, bağlantılarda bozulma olmaması ve kilitleme cihazlarının güvenilirliği ile belirlenir.
Cıvatalı bağlantıları sıkarken, bağlantının gerekli sıkılığını oluşturmaya yetecek kadar sabit bir kuvvet uygulamak önemlidir. Çok fazla sıkma, kabul edilemez deformasyona veya bağlantının aşırı gerilmesine neden olabilir. Cıvatalı bağlantıyı sıkmaya başlarken, cıvata ve somunun dişlerini kontrol etmek gerekir. Somun dişe sonuna kadar elin çabasıyla vidalanmalı ve sallanmamalıdır.
Bağlantı çubuklarına özellikle dikkat edin - bunun için somunları dönüşümlü olarak "çapraz" vidalayarak tüm çevre etrafında eşit sıkma sağlamanız gerekir.
Sıkma torku (montaj çizimlerinde belirtilmiştir) somunların çevre çevresinde en az 5 turunda elde edilir.
Bölümlerin daha iyi bağlanması için, saplamaların garantili bir sıkma kuvveti ile hidrolik olarak sıkılması tavsiye edilir.
Dişli bağlantıların cıvatalarının ve saplamalarının uçları, somunlardan 1.4 diş ile dışarı çıkmalıdır.
Gerekirse, onarım boyutundaki soketlere kademeli saplamalar sağlanmasına ve soketler aşındığında saplamaların çaplarının arttırılmasına izin verilir.
5.3 Pompanın montajı
Tüm parçaların gerekli onarımının sonunda pompaya dahil olan tüm bileşenler monte edilir: rotor, bölümler, uç conta, pompa kapağı.
5.3.1 Rotorun montajı
Rotorun montajı iki aşamada gerçekleştirilir: pompa ile birlikte ön ve son montaj. Ön montaj için sağlanan detaylar (çarklar, kaplin yarımları,) statik olarak dengelenmelidir.
Rotorun ön montajı aşağıdaki sırayla gerçekleştirilir. İlk kademenin çarkı, daha önce anahtarı milin oluğuna soktuktan sonra, omuza karşı durana kadar mile yerleştirilir. Daha sonra ara kademenin çarkları sırayla takılır ve tekerlek kamalarının (kademe içinden) milin taban tabana zıt yüzeylerinde olmasına dikkat etmek gerekir.
Son aşamadaki çarktan sonra boşaltma diski takılır, gömlek giyilir ve tüm parçalar somunlar yardımıyla her iki taraftan akuple edilir.
Bu montaj sırasında çark eksenleri arasındaki 95 mm ve 98,5 mm boyutları kontrol edilir ve gerekirse pompalanan ortama dayanıklı malzemeden yapılmış ara halkalar takılır. Ayrıca, eşleşen parçaların uçlarının oturması sağlanmalıdır. Boyayı kontrol ederken, noktaların dağılımı, uçların alanı üzerinde eşit olmalıdır.
Ön montaj, uygun ölçümlerle, tüm dönen parçaların doğru karşılıklı eksenel kurulumunu ve muhafazanın sabit parçalarına göre durmalarını sağlar.
Montajdan sonra, bitmiş rotor bir salgı testine tabi tutulur.
Merkezlerde veya özel sevkiyatlarda rotor salgısı duvarda kontrol edilir. Salgı, rotor somunları sıkılıp serbest bırakılarak ölçülmeli ve salgı değerleri farklı olmamalıdır. Salgı değerindeki bir değişiklik, parçaların yanlış işlenmiş uçlarını gösterir.
Gerekirse, çarkların contaları, ceketlerin dış yüzeyi ve boşaltma diskinin uç yüzü işlenir; Yataklar ve kaplin yarıları için mil boyunlarının taşlanması yasaktır.
Dengeli rotor tekrar montaj bölümüne döner, burada rotorun pompaya takılmasını zorlaştıran parçaların milden söküldüğü ve milden sökülen parçaların konumlarının ve çarkların seri numaralarının sabitlenmesinin gerekli olduğu kısımdır. Dinamik dengeyi korumak için.
5.3.2 Emme kapağının montajı
Onarımı bitirdikten ve ana boyutları kontrol ettikten sonra, kapağa vidalarla vidalanan emme kapağına bir o-ring yerleştirilir. Daha sonra bronz veya paslanmaz çelikten bir emniyet manşonu sokulur ve vida veya kaynakla sabitlenir. Conta çeşidine bağlı olarak, O-ringli bir conta muhafazası cıvatalanabilir.
5.3.3 Basınç bağlantısının montajı
Montaj, topuk kovanının pimlere takılmasından ve hareketli bir flanşla sabitlenmesinden oluşur.
5.3.4 Bölümlerin montajı
Kılavuz kanatta bronz veya plastikten yapılmış bir sızdırmazlık halkası sabitlenir, profil gövdesine çelik bir sızdırmazlık halkası sabitlenir ve ardından kılavuz kanat profil gövdesine yerleştirilir.
5.3.5 Pompanın son montajı
Pompanın montajı, eğer çıkarılmışsa, giriş kapağının takılı sızdırmazlık manşonu ile plaka üzerine takılması ve plakaya sabitlenmesi ile başlar. Plakaya bölümlerin montajı için bir montaj standı monte edilmiştir. Daha sonra ilk bölüm sızdırmazlık alın ucu boyunca metal kontağa takılır ve mil sarkmaya karşı desteklenir. Çarkların ve bölümlerin geri kalanı aynı şekilde monte edilir. Bir sonraki bölümün her montajından sonra, rotor bir yandan diğerine hareket ettirilerek toplam eksenel çalışma kontrol edilir.
Artış 6 mm'den azsa, çarkların eksenel boyutları, kılavuz kanatlar ayarlanır veya rotora mesafe halkaları takılır.
Montajdan sonra, tüm bölümler, içine önceden monte edilmiş bir topuk kovanı olan bir kapakla donatılır ve saplamalar sıkılır.
Saplamaların ön sıkma torku 30 kgf.m'dir. Pompa saplamalarının son sıkma torku 1000 kgf.m'dir.
Pompa saplamalarının eşit şekilde sıkılması, birinci kademe çarkının yarıklı contasındaki veya boşaltma diskindeki yanal boşluğun tekdüzeliği için gürültü ile kontrol edilir.
Pompayı sıktıktan sonra rotorun eksenel salgısı kontrol edilmelidir.
Rotorun toplam eksenel hareketi (boşaltma diskini takmadan önce) 6,8 mm olmalıdır. Denge diski takılıyken eksenel çalışma şu şekilde olmalıdır:
a) salmastra kutusu contası için - 3.4 mm
b) mekanik salmastra için - I..2 mm.
5.4 Pompa hizalaması
Rotorun merkezlenmesi, rotor dikey konumda kaydırılarak yatak kapakları ve üst kovanlar çıkarılmış olarak gerçekleştirilir.
Yer değiştirme, baskı yatağı yataklarının ayar vidaları yardımıyla aynı anda hareket ettirilmesiyle gerçekleştirilir. Ölçülen en küçük dikey boşluğu, boşluğun 1/3 üst kısmında ve boşluğun 2/3 alt kısmında, ancak 0,2 nm'den az olmayacak şekilde bölün.
Rulman yatağını pompa gövdesine sabitleyen somunlar, bağlantının sıkılığında eşit bir boşluk ve 0,03 mm'lik bir prob ucu ısırığı sağlayacak şekilde sıkılmalıdır. Yatak muhafazasını merkezledikten sonra ön ve arka kapakları sabitleyin ve takın.
Rulmanların son montajından önce rulmanların mil ile teması ve çalışma boşlukları kontrol edilir.
Gömleklerin alt yarısının mil muylularına oturması, tüm uzunluk boyunca eksenel yönde ve çevre boyunca yarım dairenin 1/3'ü kadar olmalıdır. Mil muyluları ile yatak kovanlarının yarısı arasındaki boşluklar aşağıdakiler dahilinde olmalıdır:
üst - 0.15..0.21 mm;
yanda - 0.05..0.11 mm.
Kaplin yarısı mile büyük bir özenle monte edilmiştir, çünkü pompanın güvenilirliği buna bağlıdır.
Dişli kaplinleri monte ederken, kaplin yarılarının taçları, kaplin parçalarının göreceli konumunu belirleyen işarete tam olarak uygun olarak cıvatalarla bağlanır.
6. Test tezgahının açıklamasıyla birlikte pompa ünitesinin ve tertibatların test edilmesi ve çalıştırılması
6.1 Temel Bilgiler
1) Sızıntıyı ayarlamadan pompayı 10 dakika çalıştırın. Daha sonra her 5..10 dakikada bir somunları 1/6 tur çevirerek kapağı sıkarak gerekli sızıntı seviyesini elde edin. Çalışma sıvısı olmadan pompanın çalıştırılması kabul edilemez.
2) Contanın düzgün çalışması için mil sızıntısı gereklidir. Sızıntı tamamen durana kadar salmastra paketinin sıkılması, aşınmanın artmasına ve sıkma arasındaki sürenin azalmasına neden olur. Sızıntı seviyesi, agresif ortamlar için 0,5..2 l/saat ve diğerleri için 0,5..10 l/saat aralığında olmalıdır.
3) Çalışma sırasında ünitenin aşırı ısınmasına izin verilmez. Aşırı ısınma durumunda (conta yüzer), pompayı durdurun, contayı soğutun, salmastra kutusu kapağının eğri olmadığını kontrol edin ve çalışmaya devam edin. Toplam alıştırma süresi, çalışma koşullarına bağlı olarak 30..90 dakikadır.
4) Sızdırmazlık sıvısı, sızdırmazlık öncesi basınçtan 0,5..1 kg/cm2 daha yüksek bir basınçta sağlanmalıdır.
5) Salmastra kutusu contalarının sızdırmazlığının ve sıcaklığının kontrolü günde bir kez yapılır. Uzun bir duruştan sonra pompayı çalıştırırken, doğru ayarın kontrol edilmesi gerekir.
6) Paketi 1..1.5 halkalar için sıktıktan sonra, yani. Ayar marjının kullanılması durumunda, yağlamanın çoğu kaybolduğundan ve daha fazla işlem koruyucu kılıfın daha fazla aşınmasına yol açtığından (karbon fiber bazlı salmastra hariç) tüm salmastra paketinin değiştirilmesi önerilir. Üretim ihtiyacı olması durumunda, baskı kapağının yanından bir adet salmastra halkası eklenmesine izin verilir.
7) Pompayı çalıştırırken doğru salmastra seçimini dikkatle izleyin.
8) Agresif toksik ve patlayıcı sıvılar pompalanırken bariyer sıvısı temini zorunludur.
6.2 Test yöntemleri
Kaynakla kusurların düzeltilmesine tabi tutulan pompanın parçaları ve montaj birimleri, testi% 20'yi aşan bir basınçla GOST 22161-75'e göre mukavemet ve sızdırmazlık için 10 dakika boyunca hidrolik testlerden geçmelidir.
Test sırasında metalde "terleme", sızıntılar, tek tek düşmeler, herhangi bir bağlantının ihlali, kopma belirtileri bulunmadıysa, pompanın parçaları ve tertibatları, dayanıklılık ve yoğunluk için hidrolik testleri geçmiş olarak kabul edilir.
GOST 6134-71'e göre, büyük bir revizyondan geçen pompalar, öngörülen şekilde onaylanan teknik belgelerin temel gereksinimlerine uygunluklarını doğrulamak için alıştırma ve kabul testlerine tabi tutulur. Test sonuçları bir kanunda belgelenmiştir. Pompa temel gereksinimleri karşılıyorsa, kabul edilir, test sonuçları negatifse, düzeltme ve tekrarlanan test için pompa iade edilir.
Alıştırmanın temel amacı, pompa tertibatının kalitesini ve parçalarının alıştırmasını kontrol etmektir.
Çalıştırmadan önce pompa harici bir incelemeye tabi tutulmalı ve kısa süreli bir çalıştırma gerçekleştirilmelidir. Harici bir inceleme sırasında aşağıdakiler kontrol edilmelidir: pompanın montaj çizimlerine göre eksiksizliği, pompa çalıştırılmadan kontrol edilebilen montajın kalitesi, yağlamanın varlığı.
Kısa süreli çalıştırma, basınçlı boru hattında kapalı bir vana ile gerçekleştirilir.
Benzer Belgeler
Pompa ünitesinin amacı, teknik özellikleri, tasarımı ve çalışma prensibi. Ekipmanların kurulumu, çalıştırılması ve onarımı. Çalışma sırasında çimentolama pompasının çalışması. Çubuk, sonsuz dişli, piston ve silindir gömleğinin hesaplanması.
dönem ödevi, eklendi 11/04/2014
Mum alma kuyuları için ünitenin amacı, cihazı ve parametreleri. Ekipman ve teknik özellikler. 2NP-160 pompa parçalarının aşınması. Ekipman revizyonunun teknolojik süreci. Üç pistonlu pompanın yapısal hesabı.
dönem ödevi, eklendi 08/08/2012
Rogozhnikovskoye yatağının kısa coğrafi ve jeolojik özellikleri. Üretken katmanların tanımı. Rezervuar sıvılarının ve gazlarının özellikleri. Kuyu çalışmalarının analizi, bir dalgıç elektrikli santrifüj pompanın montajı için ekipman.
dönem ödevi, eklendi 11/12/2015
Petrol üretimi için dalgıç vidalı elektrikli pompaların kurulumları. Pompanın çalışma prensibi. Arızalar, ekipman arızaları. Petrol işletmesinde güvenlik önlemleri. Yaregskoye yatağının genel özellikleri. Vidalı pompanın ana parametrelerinin hesaplanması.
dönem ödevi, eklendi 06/03/2015
Kuyu çeşitleri, petrol ve gaz üretim yöntemleri. Sondaj sürecinde oluşumun açılması. Petrol ve gaz gösterilerinin açık çeşmelere geçiş nedenleri. Kuyuların onarımı ile ilgili genel çalışma. Kuyu deliğinin muayenesi ve hazırlanması. Elektrikli santrifüj pompanın değiştirilmesi.
öğretici, 24/03/2011 eklendi
Dalgıç elektrikli pompanın kuyuya inişi ve kuyudan çıkarılması. Bir kablo sarıcı ile çalışmak. Ekipmanın hareketi ve yerleştirilmesi. ESP onarımlarının nedenlerinin analizi. ESP olta kafalarının amacı ve çeşitleri. Pompa parçalarının aşınma türleri ve nedenleri.
uygulama raporu, eklendi 05/12/2015
Yatağın jeolojik ve fiziksel özellikleri. Üretken oluşum kayaçlarının filtrasyon ve kapasitans özellikleri. Petrol rezervlerinin gelişiminin özellikleri. İyi tasarım. Sızıntı testi. Kaldırma ünitesinin montajı ve ekipmanın düzenlenmesi.
tez, eklendi 06/17/2016
Kuyuların geliştirilmesi, sermayesi ve cari çalışması için birimler. Üretimin yoğunlaştırılması için birimler. Boru, çubuk ve diğer ekipmanların taşınması için özel araçlar. Kuyuların geliştirilmesi ve onarımı için özel birimlerin çalışması sırasında güvenlik önlemleri.
dönem ödevi, eklendi 04/23/2013
Bir dalgıç elektrikli santrifüj pompanın genel kurulum şeması. Gaz ayırıcı, hidrolik koruma ve dalgıç motorun çalışma prensiplerinin tanımı. Belirli bir kuyu için ekipman seçimi ve kurulum birimlerinin seçimi. Transformatörün parametrelerinin kontrol edilmesi.
dönem ödevi, eklendi 10/06/2015
Sondaj sırasında kuyu yıkamanın temel amacı. İşlemlerin şeması, ileri ve geri yıkamanın avantajları ve dezavantajları. Yıkama sıvıları ve kullanım koşulları. Santrifüj pompa kullanarak geri yıkamalı delme şeması.
Pompalar uzun zamandır hayatımızın bir parçası olmuştur ve çoğu endüstride pompalardan vazgeçmek mümkün değildir. Bu cihazların çok sayıda çeşidi vardır: her birinin kendine has özellikleri, tasarımı, amacı ve yetenekleri vardır.
En yaygın - santrifüj - üniteler, motordan enerji ileten ana kısım olan bir çark ile donatılmıştır. Çap (iç ve dış), bıçak şekli, tekerlek genişliği - tüm bu veriler hesaplanır.
Türler ve Özellikler
Çoğu pompa, çalışmalarını bir veya daha fazla dişli veya düz tekerlek kullanarak gerçekleştirir. Hareket iletimi, bobin veya boru boyunca dönme nedeniyle meydana gelir, ardından sıvı ısıtma veya tesisat sistemine dağıtılır.
Santrifüj pompaların bu tür çarkları vardır:
- açık- düşük üretkenliğe sahiptir: verimlilik yüzde 40'a kadardır. Tabii ki, bazı emme tarak gemileri hala bu tür birimleri kullanıyor. Ne de olsa, çelik kaplamalarla korunmaları kolayken, tıkanmaya karşı oldukça dirençlidirler. Buna, pompa çarklarının basitleştirilmiş onarımı da eklenir.
- yarı kapalı– büyük toprak agregalarında düşük asitli ve az miktarda aşındırıcı içeren sıvıları pompalamak veya aktarmak için kullanılır. Bu tür elemanlar, emmenin karşı tarafında bir disk ile donatılmıştır.
- Kapalı- modern ve en uygun pompa tipi. Kanalizasyon veya temiz su, petrol ürünlerinin temini veya pompalanması için kullanılır. Bu tip tekerleklerin özelliği, farklı açılarda yerleştirilmiş farklı sayıda bıçağa sahip olabilmeleridir. Bu tür elemanlar en yüksek verime sahiptir, bu yüksek talebi açıklar. Tekerlekleri aşınma ve onarımdan korumak daha zordur, ancak yüksek mukavemete sahiptirler.
Seçmeyi ve ayırt etmeyi kolaylaştırmak için, her pompanın kendisi için doğru pervaneyi seçmenize olanak tanıyan bir işareti vardır. Birçok yönden tip, farklı motorlar kullanılırken aktarılan sıvıların hacmine göre belirlenir.
Çarktaki bıçak sayısına gelince, bu sayı iki ila beş arasında değişir, daha az sıklıkla altı parça kullanılır. Bazen kapalı tekerleklerin disklerinin dış kısmında, radyal olabilen veya bıçakların ana hatlarını takip edebilen çıkıntılar yapılır.
Pompa çarkı genellikle tek parça olarak yapılır. Örneğin, Amerika Birleşik Devletleri'nde, büyük bir toprak agregasının bu elemanı, dökme bileşenlerden kaynaklı olarak yapılır. Bazen çarklar, yumuşak malzemeden yapılmış ayrılabilir bir göbekle yapılır.
Bu eleman, işleme için bir açık deliğe sahip olabilir.
 Şafta takmak için göbekteki delik konik veya silindirik olabilir. İkinci seçenek, çarkın konumunu daha doğru bir şekilde sabitlemenizi sağlar. Ancak aynı zamanda, yüzeylerin çok dikkatli bir şekilde işlenmesi gerekir ve tekerleği silindirik bir şekilde çıkarmak daha zordur.
Şafta takmak için göbekteki delik konik veya silindirik olabilir. İkinci seçenek, çarkın konumunu daha doğru bir şekilde sabitlemenizi sağlar. Ancak aynı zamanda, yüzeylerin çok dikkatli bir şekilde işlenmesi gerekir ve tekerleği silindirik bir şekilde çıkarmak daha zordur.
Konik geçme ile yüksek işleme hassasiyeti gerekli değildir. Yalnızca esas olarak 1:10 ila 1:20 aralığında olan konikliği gözlemlemek önemlidir.
Ancak bu yaklaşımın sabitlemede bir dezavantajı da vardır: özellikle salmastra kutusu contalarında artan aşınmaya neden olan tekerlekte önemli bir salgı vardır. Aynı zamanda, tekerleğin uzunlamasına yönde salyangoza göre konumu daha az doğrudur - başka bir eksi.
Tabii ki, bazı tasarımlar, şaftı uzunlamasına yönde hareket ettirerek bu dezavantajı ortadan kaldırmayı mümkün kılmaktadır.
Su pompası çarkı, karbon çeliğinden yapılmış prizmatik bir anahtarla mile bağlanmıştır.
Modern tarama pompaları, çarkın bir mil vidası ile sabitlenmesinin farklı bir türünü giderek daha fazla kullanıyor. Tabii ki, yaratmanın bazı zorlukları var, ancak operasyon çok daha basit.
Bu çözüm, Gr serisinin (yerli üretim) büyük toprak pompalarında ve ayrıca Amerikan ve Hollanda menşeli birimlerde kullanılır.
Bir santrifüj pompanın çarkına büyük kuvvetler etki eder - sonuç:
- tekerlek alanı üzerindeki göbeğe karşı basınçtaki değişiklikler;
- tekerleğin içindeki akış yönündeki değişiklikler;
- ön ve arka diskler arasındaki basınç farkı.
Göbekte açık delikler varsa, eksenel kuvvet en çok mil şaftına etki eder. Delikler geçmemişse, kuvvet daha çok halkayı mil ile sabitlemek için kullanılan cıvatalara yönlendirilir.
- Vorteks ve santrifüj vorteks pompaları. Santrifüj pompanın çarkı, radyal olarak düzenlenmiş kanatlara sahip, sayısı 48-50 adet arasında olan, delikli bir disktir. Çark dönüş yönünü değiştirebilir, ancak bu, memelerin atamasında bir değişiklik gerektirir.
- labirent pompaları.Çalışma prensibine göre, bu tür birimler girdaplı olanlara benzer. Bu durumda, çark bir silindir şeklinde yapılır. İç ve dış yüzeylerde zıt yönde vida kanalları mevcuttur. Gövde manşonu ile tekerlek arasında 0,3-0,4 mm boşluk vardır. Çark döndükçe, kanalın tepesinden girdaplar oluşur.
tekerlek döndürme
Bir santrifüj pompanın çarkını döndürmek, basıncı azaltmak için çapı küçültmenize izin verirken, pompa hidroliğinin verimliliği bozulmaz. Verimlilikte küçük bir düşüşle, akış ve basınç oldukça önemli ölçüde artar.
Tornalama, pompa karakteristiğinin belirli sınırlar içinde mevcut çalışma koşullarını karşılamadığı, sistem parametrelerinin değişmediği ve katalogdan birim seçilmesinin mümkün olmadığı durumlarda kullanılır.
Üretici tarafından oluşturulan dönüş sayısı ikiyi geçmez.
Torna boyutu, tekerlek çapının %8-15'i aralığındadır. Ve sadece aşırı durumlarda, bu rakam yirmiye çıkarılabilir.
Türbin pompalarında kanatlar döndürülür ve spiral olanlarda tekerlek diskleri de döndürülür. İşlem sırasındaki performans verileri, basma yüksekliği, güç ve hız faktörü aşağıdaki gibi belirlenir:
- G 2 \u003d G 1 D 2 /D 1;
- H2 \u003d H1 (D 2 / D 1) 2;
- N 2 \u003d N 1 (D 2 /D 1) 3;
- n s2 = n s1 D 1 /D 2 ,
burada indeksler (1) tornalamadan önce ve (2) tornalamadan sonraki verileri gösterir.
Bu durumda, tekerleğin hız katsayısındaki değişime bağlı olarak bu tür değişiklikler meydana gelir: 60-120; 120-200; 200-300:
- her yüzde on dönüş için verimlilikte azalma: 1-1.5; 1,5-2, yüzde 2-2,5;
- normal tekerlek çapının azaltılması: 15-20; 11-15; yüzde 7-11.
Bir santrifüj pompanın çarkının hesaplanması, aşağıdaki formüle göre hız katsayısını belirlemenizi sağlar:
- (√Q 0 / i) / (H 0 / j)¾.
- n s= 3.65 n * (birinci noktanın sonucu).
 j adım sayısıdır; i, çarkın tipine bağlı olarak bir katsayıdır (iki yönlü akışkan girişi ile - 2, tek yönlü akışkan girişi ile - 1); H 0 - optimum basınç, m; Q 0 - optimal tedarik, m 3 / s; n, mil dönüş frekansıdır, rpm.
j adım sayısıdır; i, çarkın tipine bağlı olarak bir katsayıdır (iki yönlü akışkan girişi ile - 2, tek yönlü akışkan girişi ile - 1); H 0 - optimum basınç, m; Q 0 - optimal tedarik, m 3 / s; n, mil dönüş frekansıdır, rpm.
Santrifüj pompa çarkının hesaplanmasını kendi başınıza yapmanız önerilmez - bu sorumlu bir iştir ve uzmanların dikkatini gerektirir.
Onarım ve değiştirme
Kötü üretilmiş bir elemanla, akış parçalarında dengesizliğe neden olan eşit olmayan bir yük oluşur. Ve bu da rotorun dengesizliğine yol açar. Bu sorun oluşursa, çarkın değiştirilmesi gerekir.
Bu prosedür aşağıdaki adımları içerir:
- Pompalama parçasının sökülmesi.
- Bastırma, bir tekerleği veya birkaç tekerleği değiştirme (tasarıma bağlı olarak).
- Pompanın kalan elemanlarının kontrol edilmesi.
- Ünitenin montajı.
- Yük altında test cihazı özellikleri.
Bir elemanın onarım prosedürü 2000 rubleye mal olabilir. 500 ruble'den bir santrifüj pompa çarkı satın alabilirsiniz - elbette, en küçük seçenek için.