Când pompa este în funcțiune, presiunea hidraulică axială acționează asupra roții rotorului, având tendința de a deplasa arborele cu roata montată pe acesta în direcția opusă direcției de mișcare a fluidului care intră în roată.
Presiunea pe partea de aspirație în spațiul inelar este întotdeauna mai mică decât presiunea de partea opusă discul rotorului (2.13). Dacă pe partea dreaptă a roții forța de presiune P2 acționează asupra suprafeței inelare a discului cu raza r2 și rd, atunci pe partea stângă acțiunea sa este limitată la suprafața inelară cu raza r3 și Rt. De aici rezultă că forțele Presiunii totale asupra Roata de lucru cu admisia de lichid unidirecțională pe dreapta și stânga nu sunt la fel.
Din formula () rezultă că presiunea axială este direcționată de la dreapta la stânga (P2> Px), ca urmare a acesteia, se creează o forță de-a lungul axei arborelui, tinzând
Deplasați rotorul spre partea de aspirație. Mărimea forței axiale este cu atât mai mare diametru mai mare admisie și cu cât diferența de presiune este mai mare (p2 pg) ~ Formula (2.81) este aproximativă, deoarece nu ia în considerare presiunea reactivă a fluidului atunci când se deplasează în rotor, care apare din cauza unei schimbări în direcția fluidului curgere de la axial la radial.
Presiunea axială în pompă chiar și pe o singură roată poate fi semnificativă, iar la pompele cu mai multe trepte eliminarea forței axiale necesită dispozitive speciale. Presiunea axială deplasează rotorul, care este montat rigid pe arborele pompei, ceea ce duce la încălzirea rulmenților, iar cu o deplasare semnificativă a rotorului pompei, rotorul poate intra în contact cu pereții staționari ai carcasei. Acest lucru poate cauza abraziunea pereților rotorului și o creștere a consumului de energie și, în unele cazuri, deteriorarea pompei.
Împingerea axială poate fi atenuată sau redusă semnificativ după cum urmează:
utilizarea unui rotor cu aspirație dublă; prin ocolirea lichidului din cavitatea de joc din spate a discului în conducta de aspirație. În acest caz, aria secțiunii transversale a conductei de descărcare bypass trebuie să fie de cel puțin 4 ori mai multă zonă spațiu liber dintre garnitura roții și carcasa pompei. Pressoarea de pe partea de refulare va fi sub presiune de aspirare;
dispozitivul orificiilor din manșonul rotorului. Această metodă reduce eficiența pompei cu 4-6%, prin urmare este de preferat să se descarce folosind o conductă de derivație;
instalarea nervurilor radiale pe discul din spate al roții (metoda este utilizată pe scară largă în construcția de roți pentru acizi);
În pompele cu mai multe trepte forțe axiale echilibrați în următoarele moduri: instalarea contradirecțională a roților și un sistem adecvat de transfer al fluidului de la roată la roată; folosind un disc de descărcare (călcâi hidraulic) (2.14).
În acest caz, echilibrul rotorului se realizează prin acțiunea presiunii px în direcția opusă sarcinii axiale. În acest scop, cavitatea din fața discului de descărcare este conectată printr-un sistem de goluri, prin care o mică parte din debitul pompei Qy2 este deviată în conducta de aspirație. Acest lucru face posibilă asigurarea unei rulări minime a rotorului în direcția axială și eliberarea etanșărilor de ulei de pe partea de refulare de acțiunea presiunii înalte.
Adesea în agricultură, în industrie și în locuințe particulare se folosesc echipamente de pompare. Scopul lor este să se miște tipuri diferite lichide. De aceea, unitățile de pompare au multe varietăți, printre care pompele centrifuge ocupă un loc aparte.
Principalul element de lucru al acestui echipament este rotorul. Acest articol discută în detaliu conceptul unui rotor, dispozitivul acestuia element structural, precum și tipurile sale.
1 Conceptul de rotor și structura acestuia
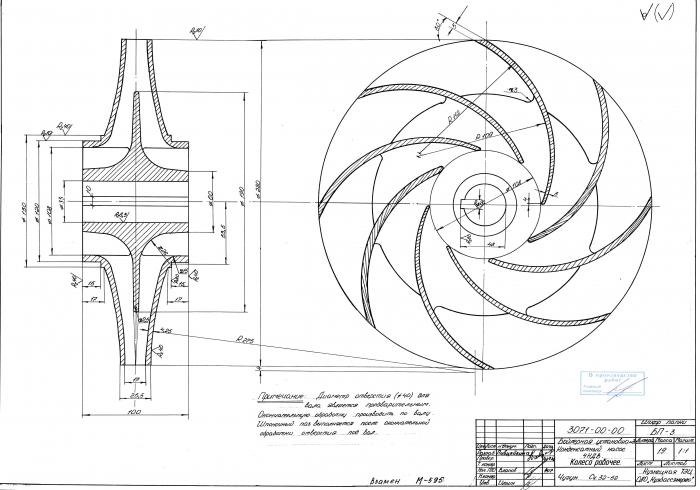
Rotorul (rotorul) pompei este principalul element de lucru al echipamentului de pompare, care transferă energia primită de la motor. Diametrele exterioare și interioare ale lamelor, forma lamelor, lățimea roții pot fi determinate folosind calcule.
Scopul principal al rotorului pompei este de a genera forță centrifugă., care creează presiune, care pune în mișcare fluxul de fluid.
Designul rotorului include următoarele elemente principale:
- disc frontal (conducător);
- disc spate (acționat);
- rotor, care este format din palete situate între discuri.
Paletele rotorului echipamentului de pompare au adesea o curbură pe partea opusă direcției în care se deplasează.
1.1 Funcțiile rotorului pompei
Principiul rotorului: atunci când începe ciclul de lucru, fluidul se acumulează între palete în același timp în care rotorul începe să se rotească. Sub influența rotației, apare o forță centrifugă, contribuind la apariția presiunii; apoi lichidul părăsește mijlocul rotorului și este presat treptat de pereți. Mediul pompat, sub presiune, este evacuat în exterior prin duza de refulare, în timp ce în mijlocul rotorului se creează o presiune minimă, care contribuie la debitul următoarei porțiuni de lichid pentru rotor.
De asemenea, trebuie remarcat faptul că acest proces are loc ciclic, datorită căruia funcționarea echipamentului de pompare este stabilă și neîntreruptă.
1.2 Tipuri și diferențe
Rotoarele sunt de următoarele tipuri:
- deschis;
- închis;
- semiînchis.
O pompă centrifugă cu rotor deschis practic nu este folosită astăzi, din cauza eficienței lor< 40%. Но на немногих землесосных снарядах давней постройки такие колеса еще эксплуатируются. Но данный тип крыльчаток имеет и преимущества.Они гораздо менее подвержены засорению, и их весьма легко можно защитить от износа стальными накладками. Также отремонтировать данный тип колес можно очень просто.
Tip semi-închis are un disc pe partea opusă celei de aspirare. Aceste tipuri nu sunt folosite la mașinile mari de pământ, ci sunt folosite la pompele mici, pentru care problema colmarii este o piatră de temelie.
Tipuri private oferă cea mai mare eficiență, acestea sunt utilizate pe toate echipamentele moderne de pompare. Sunt foarte durabili, dar protecția împotriva uzurii și repararea este mult mai dificilă decât rotoarele semi-închise și deschise.

Roata închisă are două până la șase pale de rotor. Proeminențele radiale sunt de obicei realizate pe suprafața sa exterioară a discurilor. Sau proeminențe care urmează conturul omoplaților.
Rotoarele sunt cel mai adesea produse dintr-o singură bucată. Dar în Statele Unite ale Americii, acestea sunt uneori produse sudate, din piese turnate... În cazul utilizării aliajelor dure greu de prelucrat, rotoarele sunt uneori realizate cu un butuc detașabil dintr-un material mai moale.
1.3 Cele mai utilizate tipuri de aterizări
Tapered (Tapered) Fit - Permite instalarea și îndepărtarea ușoară a rotorului de pe arborele pompei. Dezavantajul acestei potriviri este poziția mai puțin precisă a rotorului față de carcasa unității de pompă pe direcția longitudinală decât în cazul unei potriviri cilindrice. Rotorul este montat rigid pe arbore, deci este imobilizat. În plus, o potrivire conică tinde să producă o deplasare mare a rotorului, iar acest lucru, la rândul său, afectează negativ garnitura cutiei de presa și etanșările mecanice.
Potrivire cilindrică - Oferă o poziționare precisă a rotorului pe arbore. Roata se fixează pe arbore prin intermediul uneia sau mai multor chei. Această potrivire este utilizată în pompele vortex și pompele submersibile vortex. Dezavantajul unei astfel de potriviri este necesitatea prelucrării cât mai precise atât a arborelui pompei, cât și a orificiului din butucul său.
Potrivire hexagonală (cruciformă) - folosită de obicei în echipamente de pompare pentru fântâni. Această potrivire permite instalarea și îndepărtarea ușoară a rotorului. Îl fixează ferm pe arbore în axa de rotație. Golurile din roțile difuzoarelor sunt reglate cu ajutorul șaibelor speciale.
Aterizarea sub formă de stea hexagonală este utilizată în unitățile de pompare de înaltă presiune cu mai multe trepte verticale și orizontale, în care rotoarele sunt fabricate din oțel inoxidabil. Acest design este cel mai complex, necesită cea mai înaltă clasă procesând atât arborele cât și rotorul. Fixează ferm rotorul pe axa de rotație a arborelui. Golurile din difuzoare sunt reglate prin intermediul unor bucșe.
2 Cauze și simptome ale spargerii roților pompelor centrifuge
Cea mai frecventă cauză a defecțiunilor rotorului este cavitația - vaporizarea și apariția bulelor de vapori în lichid, ceea ce duce la eroziunea metalelor, datorită prezenței agresivității chimice ridicate a gazului în bulele de lichid.
Principalele motive pentru apariția cavitației:
- Temperatura> 60 ° C
- Cap de aspirație lung și insuficient de mare.
- Conexiuni slăbite ale capului de aspirație.
- Cap de aspirație murdar.
Semne de rupere:
- Vibrație.
- Sunet de trosnire în timpul aspirației.
- Zgomote.
Sfat: dacă semnele de mai sus sunt prezente în pompă, este mai bine să încetați să o utilizați. Deoarece cavitația reduce eficiența dispozitivului, presiunea și productivitatea acestuia, părțile unității de pompă devin dure, iar mai târziu va fi necesară repararea sau achiziționarea unui nou dispozitiv.
2.1 Reparație
Dacă dispozitivul a refuzat în continuare să funcționeze, îl puteți repara singur. Pentru a repara dispozitivul, trebuie să îl dezasamblați:
- Primul pas este demontarea semicuplajului cu ajutorul unui chiriaș special.
- Următorul pas este direcționarea rotorului spre partea care produce aspirație până când se oprește.
- Marcați locația săgeții de deplasare a axei.
- Dezasamblați rulmenții, scoateți căptușele.
- Discul de descărcare este scos cu ajutorul unui extractor.
- Folosind șuruburile de forțare, scoateți rotorul de pe arbore.
Dacă materialul este din oțel, dacă roata este uzată, atunci mai întâi este ghidată și apoi șlefuită pe strung... Dacă roțile sunt foarte uzate, se scot, după care se sudează una nouă.
Dacă materialul este din fontă, dacă roata este uzată, atunci locurile necesare sunt turnate cu cupru și apoi măcinate, dar roțile din fontă, de regulă, sunt pur și simplu schimbate.

La ultimul pas, pompa este asamblată înapoi în următoarea secvență:
- Ștergeți detaliile pompei centrifuge.
- Dacă există bavuri sau spărturi, acestea sunt îndepărtate.
- Rotorul este asamblat pe arbore.
- Înlocuiți discul de descărcare.
- Instalați o garnitură moale a glandelor.
- Strângeți piulițele.
- Simeringul este rulat.
- Rotorul este introdus în călcâi până la oprirea discului de descărcare.
3 Principalele caracteristici ale pompelor centrifuge moderne
Cei mai buni reprezentanți ai pompelor moderne sunt: pompă submersibilă cu un rotor Calpeda periferic din seria B-VT, precum și o unitate de pompă cu autoamorsare 1SVN-80A și o pompă electrică 1ASVN-80A.
3.1 Scopul pompelor CALPEDA B-VT
Pompele CALPEDA B-VT sunt folosite pentru pomparea curată (pentru lichide contaminate puteți folosi pompe semisubmersibile Calpeda VAL sau Calpeda SC) lichide neexplozive, în care nu există particule abrazive, în suspensie sau foarte corozive pentru materialele din care este fabricată pompa.
Datorită dimensiunilor reduse, aceste pompe sunt foarte potrivite pentru instalare în interior diferite dispozitiveși aparate pentru sisteme de răcire, circulație și aer condiționat.
Limitări operaționale ale unităților de pompare CALPEDA B-VT
- Temperatura lichidului: pentru apa<90 °C, для масла < 150°C.
- Temperatura ambientala< 40°C.
- Mod de utilizare continuu.

Echipament de pompare cu autoamorsare 1SVN-80A și 1ASVN-80A. Este folosit pentru pomparea lichidului necontaminat: apă, alcool, motorină, benzină, kerosen și lichid neutru similar cu o vâscozitate<2⋅10-5 м 2 /с температурой -40 – 50 °Cи плотностью <1000 кг/м 3 .
Unitățile de pompare 1SVN-80A sunt produse cu rotație la dreapta și la stânga, când sunt privite din lateralul capătului arborelui. În dispozitivul de rotație pe stânga, capătul de antrenare al arborelui este situat pe partea de admisie a aspirației, direcția de mișcare a arborelui este în sens invers acelor de ceasornic.
Într-un dispozitiv de rotație pe dreapta, capătul arborelui de antrenare este situat pe partea laterală a conductei de refulare, arborele se rotește în sensul acelor de ceasornic. Este necesar ca direcția de mișcare a arborelui să coincidă cu direcția săgeții de pe secțiunea de presiune a echipamentului de pompare (verificat prin intermediul unui scurt test de funcționare a dispozitivului de antrenare).
3.2 Simularea rotorului în FlowVision (video)
Trimiteți-vă munca bună în baza de cunoștințe este simplu. Utilizați formularul de mai jos
Studenții, studenții absolvenți, tinerii oameni de știință care folosesc baza de cunoștințe în studiile și munca lor vă vor fi foarte recunoscători.
postat pe http://www.allbest.ru/
Ministerul Educației și Științei al Federației Ruse
Filiala a bugetului federal de stat educațional
instituții de învățământ profesional superior
„UNIVERSITATEA TEHNICĂ PETROLIERĂ DE STAT UFA”
in orasul OCTOMBRIE
Departamentul de mașini și echipamente petroliere
Proiect de curs
Reparatie rotor pompe centrifuge
pe disciplina: "Exploarea si repararea utilajelor si echipamentelor zacamintelor de petrol si gaze"
Finalizat: senior gr. MP-06-11 R.R. Sharifullin
octombrie 2013
Introducere
1.1 Caracteristicile tehnice ale unității de pompare
1.2 Proiectarea și principiul de funcționare a unității de pompare
2. Structura procesului tehnologic de revizie a unității de pompare tip NPV-1250-60
2.1 Organizarea reparației unității de pompare. Caracteristicile reparației lucrări
2.2 Centralizarea și specializarea lucrărilor de reparații
3.1 Demontarea pompei
3.2 Monitorizarea arborelui
5.1 Generalități
5.2 Asamblarea conexiunilor arborelui
5.2.1 Asamblarea conexiunilor arborelui presei
5.2.5 Asamblarea conexiunilor arborelui filetat
5.3 Asamblarea pompei
5.3.1 Asamblarea rotorului
5.3.4 Asamblarea secțiunii
5.3.5 Ansamblul final al pompei
5.4 Alinierea pompei
6.1 Prevederi generale
6.2 Metode de testare
7. Protecția unității de pompare tip NPA-1250-60 împotriva coroziunii
8. Reguli de întreținere și funcționare ale unității de pompare tip NPV-1250-60
Bibliografie
Introducere
O varietate de echipamente de pompare este utilizată în diferite procese tehnologice ale industriei petrolului și gazelor, producția, colectarea, pregătirea și transportul produselor de puțuri de petrol, transportul trunchiului de petrol, procesele îmbunătățite de recuperare a petrolului, menținerea presiunii rezervorului și alimentarea cu apă, precum și în diverse unități tehnologice ale fabricilor de procesare a gazelor și stațiilor de compresoare, se utilizează o varietate de echipamente de pompare, care diferă în principiu de funcționare, proiectare, antrenare și caracteristici ale lichidului pompat.
Pompele centrifuge pentru ulei, concepute pentru a funcționa în condiții de posibilă formare a amestecurilor explozive de gaze și vapori cu aerul, sunt utilizate în sistemele de colectare pe teren, prepararea și transportul petrolului, instalațiile tehnologice ale industriei de rafinare a petrolului și petrochimice pentru pomparea petrolului, gazelor de hidrocarburi lichefiate. , produse petroliere și alte lichide similare cu proprietățile fizice specificate (densitate, vâscozitate etc.) și efectul coroziv asupra materialului pieselor pompei. Conținutul maxim de solide în suspensie în lichidul pompat nu trebuie să depășească 0,2% (în greutate). Dimensiunea particulelor nu trebuie să depășească 0,2 mm.
Sunt fabricate pompe de următoarele tipuri: K cantilever orizontal cu una și două trepte; Cu secțiune orizontală inter-suport carcasă despicată axial; SD secțiune orizontală inter-suport dublu-cocă; VM vertical, încorporat în conductă.
Se are în vedere fabricarea următoarelor tipuri: stații de pompare ulei pentru pomparea scurgerilor; Reținere ulei LPV vertical; NM linii de trunchi de ulei.
Pompele verticale de presiune a uleiului, de tip NPV, sunt proiectate pentru a furniza ulei cu temperaturi cuprinse între minus 5 0 C și plus 80 0 C, vâscozitate cinematică 1-3x10 -4 cm2/s, densitate 830-900 kg/m3.
repararea pompei coroziunea arborelui
1. Proiectarea, scopul și condițiile de funcționare ale unei unități de pompare de tip NPV-1250-60
Cavitația este o încălcare a continuității unui flux de lichid cauzată de apariția de bule sau cavități în acesta umplute cu abur sau gaz. Cavitația are loc atunci când presiunea scade, în urma căreia lichidul fierbe sau gazul dizolvat este eliberat din acesta. În fluxul de lichid, această cădere de presiune are loc de obicei în regiunea cu viteze mai mari. În cele mai multe cazuri, eliberarea gazului din soluție nu joacă un rol existent. În acest caz, cavitația este adesea denumită cavitație cu abur. Cavitația cu abur este însoțită de următoarele fenomene principale:
1) Condensarea bulelor de abur, care este dusă de flux în zona de presiune crescută.
2) Eroziunea metalului peretilor canalului. Când bulele de vapori se condensează, presiunea din interiorul bulei rămâne constantă și egală cu elasticitatea vaporilor saturati, în timp ce presiunea lichidului crește pe măsură ce bula se mișcă. Particulele de lichid din jurul bulei sunt sub acțiunea diferenței dintre presiunea lichidului și presiunea din interiorul bulei și se deplasează în centrul acesteia cu o rată accelerată. Odată cu condensarea completă a bulei, are loc o coliziune a particulelor lichide, însoțită de o creștere locală instantanee a presiunii, ajungând la mii de atmosfere. Acest lucru duce la ciobirea materialului peretelui canalului, aparent cauzată de oboseală. Procesul mecanic descris de distrugere a pereților canalului se numește eroziune și este cea mai periculoasă consecință a cavitației.
3) Fenomene sonore (zgomot, trosnet, șocuri) și vibrații ale instalației, care sunt rezultatul vibrațiilor fluidelor, care sunt cauzate de închiderea cavităților umplute cu abur.
4) La pompele cu palete, cavitația este însoțită de o scădere a debitului, a presiunii, a puterii și a eficienței.
Într-o pompă cu palete, cavitația aburului are loc pe paleta rotorului, de obicei în apropierea muchiei sale de atac. Presiunea aici este mult mai mică decât presiunea din conducta de admisie a pompei din cauza creșterii locale a vitezei la impactul lamei și din cauza pierderilor hidraulice în alimentare.
Pentru a exclude fenomenul de cavitație pe pompele secționale centrifuge de linie principală atunci când se pompează produse petroliere dintr-un parc de mărfuri la o rafinărie de petrol, se folosesc pompe de rapel care creează presiune la conducta de admisie a pompei principale.
Figura 1 Unitate de pompare NPV-1250-60 1 motor electric; 2 felinar; 3 conducte de refulare; 4 conducte de admisie; 5 pahare cu pompa
Unitățile electrice de pompare a uleiului vertical vertical (Figura 1) sunt proiectate pentru a furniza ulei cu o temperatură de 268..353K (-5 .. + 80C), densitate = 830..900 kg / m2 la pompele principale de ulei în conformitate cu GOST 12124 -80 și creează suportul necesar pentru munca lor de non-cavitație.
Unitățile sunt proiectate pentru funcționarea în zone explozive din clasa V-1G (în conformitate cu regulile pentru instalațiile electrice) și pentru pomparea uleiului, ai căror vapori formează amestecuri explozive cu aer din categoria II A și grupa T3 în conformitate cu GOST 12.1. .011-78.
Pompele sunt fabricate conform primului grup de fiabilitate GOST 6134-71 în versiunea climatică V, categoria de plasare I în conformitate cu GOST 15150-69 și sunt destinate funcționării în zone deschise la o valoare mai mică a temperaturii ambientale limită de - 50C.
În simbolul unității electrice de pompare (pompa), numerele și literele înseamnă:
Cap vertical de presiune a uleiului
1250 debit, m3/h
60 cap, m
Unitățile sunt fabricate în execuție pentru industriile explozive și cu pericol de incendiu.
1.1 Specificatii tehnice
Pompa NPV-1250-60 are următoarele caracteristici tehnice:
Debit 1250 m 3 / h
Cap 60 m
Viteza rotorului 1500 rpm
Marja de cavitație admisă pe axa rotorului (pe apă), nu mai mult de 2,2 m
Eficiență (pe apă), nu mai puțin de 76%
Scurgeri de etanșare externă a pompei 0,3 * 10
Dimensiuni totale 6155x2361 mm
Greutate, nu mai mult de 11940 kg
Este permisă rotirea rotoarelor pe diametrul exterior cu 5 și 10% din valoarea nominală conform recomandărilor producătorului.
1.2 Dispozitiv și principiu de funcționare
Fiecare unitate electrică de pompare constă dintr-o pompă verticală de amplificare a uleiului, un motor electric vertical asincron antideflagrant, tip VAOV, un cuplaj, un sistem de automatizare și instrumente.
Pompă centrifugă, verticală, cu o singură treaptă cu alimentare axială cu fluid. Rotor de intrare cu două fețe, pentru a crește capacitatea de aspirație a roții, se folosesc roți din amonte.
Partea statorului a pompei constă din două intrări axiale, o ieșire, canale de transfer, două secțiuni de presiune, un capac cu o ieșire de presiune și o contraflanșă și o lanternă pentru motorul electric.
Partea inferioară a pompei este plasată într-o sticlă metalică cu fund sudat, țeavă de admisie și placă de bază. Sticla cu partea de susținere a plăcii este instalată pe fundație și fixată de aceasta cu șuruburi de fundație. Pentru eliberarea aerului în timpul umplerii, în vas sunt prevăzute o țeavă și o țeavă pentru golirea pompei. Capacul este instalat pe placa de bază a sticlei. Pe flanșa superioară a capacului este instalată un felinar pentru montarea motorului electric.
Rotorul pompei este format din arborele roților de lucru și din amonte, bucșe de etanșare, chei etc. Sensul de rotație al rotorului este în sensul acelor de ceasornic, văzut de la capătul de antrenare al arborelui.
Forța axială hidraulică a rotorului este atenuată prin utilizarea unui rotor cu intrare dublă.
Masa rotorului și împingerea axială hidraulică reziduală a rotorului sunt absorbite de un rulment cu bile unghiular dublu, care este suportul superior. Unsoare consistenta pentru rulmenti cu bile CIATIM-202 GOST11110-75 sau Litol-24 TU 38-101139-71.
Pentru perceperea forțelor radiale în proiectarea pompei, există doi lagăre radiale, de capăt (la capătul inferior al arborelui) și intermediar, lubrifiați de produsul uleios pompat.
Garnitură de capăt al rotorului tip TM120M TU 26-06-968-75. Un colector de scurgeri de ulei de la etanșarea mecanică este organizat în cavitatea capacului. Pentru încălzirea etanșării mecanice și a colectorului de scurgeri de ulei la temperaturi ambientale scăzute, capacul pompei este echipat cu un încălzitor electric. Pentru a evita pierderile mari de căldură, suprafața exterioară a capacului pompei trebuie să fie izolată termic la locul de funcționare a pompei.
Colectorul de scurgeri de ulei trebuie golit la fiecare 1,5...2 luni dacă există o scurgere normală de la etanșarea mecanică. Pentru a controla nivelul, se folosesc indicatori de nivel al lichidului SUZH-3.
2. Structura procesului tehnologic de revizie a unei unități de pompare tip NPV-1250-60
Procesul tehnologic de revizie este un complex de operațiuni tehnologice și auxiliare de restabilire a operabilității echipamentului, efectuate într-o anumită secvență, și include acceptarea echipamentelor pentru operațiuni de reparare, spălare și curățare, dezasamblarea echipamentelor în unități, unități de asamblare și piese, controlul, sortarea pieselor si pieselor reparate, setul complet al acestora, asamblarea unitatilor de asamblare, unitatilor si echipamentelor in general, rodarea si testarea echipamentelor dupa asamblare, vopsire si livrarea echipamentelor din reparatie.
La întreprinderile de reparații din industria petrolului și gazelor, în funcție de cantitatea de echipamente de același tip și de condițiile de reparație, se folosesc două metode principale de reparație: individuală și agregată (nodală). În funcție de metoda utilizată, se modifică conținutul și succesiunea operațiilor procesului tehnologic de reparație. Cu o metodă individuală de reparație, piesele, unitățile de asamblare și ansamblurile de echipamente sunt marcate și, după reparație, sunt instalate pe același echipament. În consecință, asamblarea echipamentelor începe doar atunci când toate piesele sunt reparate, ceea ce prelungește semnificativ timpul total de reparație.
O metodă de reparație individuală este utilizată în cazurile în care o cantitate mică de același tip de echipament ajunge la firma de reparații. Cu o metodă individuală de reparație, o mașină sau un mecanism este reparat de o echipă complexă, formată din muncitori cu înaltă calificare.
Metoda de reparare individuală are următoarele dezavantaje:
1) nu există specializarea lucrărilor de reparații și este limitată posibilitatea introducerii mecanizării, ceea ce reduce semnificativ productivitatea muncii;
2) echipamentul este în reparație pentru o lungă perioadă de timp, deoarece piesele finite sunt inactiv până când toate piesele sunt reparate;
Figura 2 - Schema procesului tehnologic de revizie a echipamentelor printr-o metodă individuală.
Cu metoda de reparare agregată, trebuie respectată următoarea inegalitate:
În consecință, este firesc ca durata reparației în acest caz să fie semnificativ redusă.
2.1 Organizarea reparației. Caracteristicile lucrărilor de reparații
Pompele trebuie reparate la bazele de reparații. Tehnologia de reparare a pompei depinde de metoda de pregătire și planificare a reparației:
a) o metodă individuală de reparare a pompelor, sub rezerva refacerii pieselor uzate;
b) o metodă individuală de reparare a pompelor, cu condiția înlocuirii pieselor uzate cu altele noi din stocul depozitat în depozit;
c) o metodă de reparare impersonală.
În cazul reviziei printr-o metodă individuală, pompele primite pentru reparație sunt supuse spălării externe, dezasamblarii secvențiale în unități și piese, spălării repetate a pieselor, controlului, sortării (potrivite împreună cu o dimensiune restaurată la reparare sau o piesă nouă, care necesită reparate și inutilizabile), marcarea și detectarea defecțiunilor pieselor. Piesele potrivite sunt transportate direct la depozitul de picking, iar piesele care nu pot fi restaurate la fier vechi.
În prezența pieselor de schimb, revizia se reduce în principal la operațiuni de montaj și asamblare și un număr mic de lucrări de mașini și sudură care necesită echipament universal și calificare medie a personalului de reparații.
Toate piesele care necesită reparații și restaurare sunt efectuate în diferite ateliere ale întreprinderii conform procesului de reparații și, ca urmare, ajung și la depozitul de asamblare, unde sunt asamblate ansamblurile care urmează să fie asamblate, iar apoi asamblarea și testarea în sine sunt efectuate. executat.
În același timp, se repară piesa de bază, iar apoi se efectuează asamblarea generală, testarea, rodarea, vopsirea și livrarea utilajului reparat către consumator.
Asamblarea pompei poate fi începută numai după ce ultima piesă a fost reconstruită.
Cerința de asamblare și testare pentru o pompă revizuită ar trebui să fie aceeași cu o pompă nouă.
2.2 Centralizarea și specializarea lucrărilor de reparații
Tehnologia de reparare diferă semnificativ de tehnologia existentă la producătorul pompei. Gama de pompe reparate prevede dotarea atelierelor de reparatii cu echipamente universale, instrumente, scule, echipamente reajustabile.
Centralizarea si specializarea creeaza conditii pentru organizarea reparatiilor industriale, si, in consecinta, pentru aplicarea celor mai progresive solutii tehnologice si organizatorice. Revizia complet centralizată a pompelor la fabricile specializate este eficientă la o scară de producție care oferă posibilitatea organizării reparațiilor depersonalizate în linie și în prezența unui fond de schimb.
Crearea unui fond de schimb va permite consumatorului, prin predarea unei pompe spre reparare, să primească o copie recondiționată a aceleiași mărci. Numărul de pompe rezervate pentru schimb la o unitate de reparații ar trebui să fie de 4% din numărul de pompe reparate anual. Principalele avantaje ale reviziei centralizate sunt scăderea intensității forței de muncă și a costului acesteia de 1,5 - 2 ori, creșterea calității datorită specializării și a echipamentelor tehnice mai bune și, în consecință, creșterea perioadelor de revizie și creșterea ratei de utilizare a echipamente aflate in functiune. Odată cu reparațiile centralizate, cultura și tehnica producției de reparații crește, numărul personalului de reparații scade, metalul se economisește, se reduce numărul de echipamente tehnologice utilizate în reparații, factorul de sarcină crește, disciplina tehnologică se îmbunătățește și ciclul de producție al pompei. reparațiile este redusă de 2 - 3 ori.
În orice caz, costul reviziei ar trebui să fie
25 ... 35% din costul unei pompe noi și, în cazuri extreme, nu depășește 60 ... 70% din valoarea acesteia.
3. Tehnologia demontării pompei și controlului arborelui
3.1 Dezasamblare
Pompa este dezasamblată la un stand special în următoarea ordine (vezi Figura 2):
indicatorul deplasării axiale este eliminat;
dezasamblarea rulmenților și demontarea bucșelor;
capacul de descărcare este îndepărtat și manșonul călcâiului este dezasamblat;
se demontează secțiunile de lucru ale pompei;
capacul de admisie al pompei este scos.
În timpul unei revizii majore, mașinile sunt complet defalcate conform schemei tehnologice, care indică succesiunea operațiunilor, care implică în primul rând dezasamblarea mașinii în blocuri, unități, pentru unități, iar apoi dezasamblarea fiecărei unități în părți.
În timpul reparațiilor de rutină, numai acele unități sunt dezasamblate, ale căror părți necesită reparare sau înlocuire. În funcție de volumul reparațiilor, demontarea echipamentelor este efectuată de o echipă la un loc de muncă sau sunt create locuri de muncă suplimentare pentru dezasamblarea unităților individuale.
Pentru a efectua operațiunile de demontare într-o perioadă mai scurtă de timp și, în același timp, pentru a proteja unitățile și piesele de deteriorare, este necesar să se organizeze corect așezarea acestora. Unitățile și părțile mașinilor grele și voluminoase sunt amplasate sau așezate pe suporturi și podele din lemn la locul demontării, astfel încât să nu interfereze cu activitatea brigăzii și să nu obstrucționeze culoarele. Alte piese scoase din mașină sunt așezate pe suporturi speciale, care pot fi instalate una peste alta pe cărucioare pentru transportul pieselor la chiuvetă. Acest mod de amplasare a pieselor exclude contactul și impactul pieselor unul împotriva celuilalt în timpul transportului și, în consecință, deteriorarea acestora. Elementele de fixare care sunt ușoare și nu provoacă daune reciproce sunt plasate într-o cutie. După spălarea pieselor pe aceleași standuri, acestea sunt livrate pentru inspecție (detecția defectelor). La dezasamblarea piesei, marca trece. Acest lucru este necesar pentru toate piesele de reparații individuale în care mașina este asamblată din propriile piese refabricate. Cu metoda de reparare a agregatelor, sunt necesare semne pentru o pereche de piese uzate (scaun-valvă) sau pentru a fixa poziția relativă corectă a pieselor.
Există următoarele modalități de marcare a pieselor: cu ștampilă puternică (litere, cifre, perforare), electrograf sau electrostatic, ștampilă acidă și vopsea. Piesele necălite sunt marcate dacă marcajul nu strică suprafața de lucru și nu deformează piesa. Alte metode sunt, de asemenea, potrivite pentru piesele lipite. Amprenta acidă se aplică cu o ștampilă de cauciuc umezită cu acid, cu neutralizare ulterioară cu o soluție 10% de sodă.
Luați în considerare caracteristicile dezasamblarii celor mai comune părți și instrumentele utilizate în aceasta.
Conexiuni filetate. Dacă capătul filetat este deteriorat, înainte de demontare, trebuie să corectați firul cu o pilă triunghiulară, o pilă sau să tăiați complet firul înfundat. Conexiunile filetate care funcționează în medii agresive se corodează, ceea ce le face dificil de dezasamblat, deoarece momentul de rupere devine inacceptabil de mare. Astfel de compuși sunt spălați cu kerosen, iar în unele cazuri unitatea este scufundată pentru o vreme într-o baie de kerosen. Pătrunzând în fir, kerosenul reduce coeficientul de frecare. Înainte de deșurubare, asigurați-vă că direcția de filetare (dreapta, stânga) pentru a nu deforma părțile înșurubate cu un cuplu inacceptabil.
Mai des, separarea pieselor este facilitată de lovirea ușoară și curată cu un ciocan și, în unele cazuri, prin încălzirea unității cu apă fierbinte, abur sau (dacă nu există pericol de deformare) cu o flacără deschisă a unui flacăr sau a unui lanternă cu oxigen gazos.
Înainte de a deșuruba piesele, este necesar să deblocați agentul anti-auto-slăbire: deșurubați șurubul de blocare, îndoiți șurubul șaibei de blocare, trageți știftul, deșurubați piulița de blocare etc. ruperea șuruburilor și știfturilor. Pentru a îndepărta știfturile rupte, se folosesc următoarele metode: dacă știftul iese deasupra suprafeței, în partea superioară este tăiată o canelură pentru o șurubelniță sau o piuliță este sudată pe fața de capăt ruptă de-a lungul diametrului interior; dacă ac de păr este ascuns în priză, se găuriază în el, se taie un filet din stânga și se înșurubează un extractor, rotind pe care se deșurubează acul de păr. Dacă este imposibil să deșurubați știftul folosind metodele indicate, acesta este găurit. Metode similare pot fi utilizate pentru a îndepărta șuruburile cu o fantă deteriorată pentru o șurubelniță sau cu un cap rupt. Canelura șurubului poate fi deteriorată de un cuplu inacceptabil, precum și de alegerea greșită a unei șurubelnițe, care trebuie să se potrivească cu lungimea și lățimea canelurii. La întreprinderile de reparații, utilizarea cheilor deschise și în special universale (reglabile) ar trebui limitată, deoarece lucrul cu acestea este neproductiv și, în plus, uzează rapid marginile șuruburilor și piulițelor. Mai raționale sunt cheile cu cap de cutie, cheile rotative, precum și cheile cu clichet și cheile cu capete articulate. Cele mai bune performanțe se obțin cu cheile de impact pneumatice și electrice. Pentru a nu folosi piulițe de blocare pentru deșurubarea știfturilor, se folosesc chei speciale.
Potrivire cilindrică prin interferență. Dacă dezasamblarea pieselor din clasa arborelui-manșon, conectate la aterizări cu un spațiu, nu provoacă dificultăți, atunci dezasamblarea îmbinărilor cu o potrivire prin interferență necesită utilizarea unor dispozitive speciale capabile să creeze forțe semnificative de nepresurizare. Astfel de dispozitive includ prese cu pârghie, șuruburi și prese hidraulice, a căror utilizare nu este întotdeauna posibilă, precum și diferiți rulmenți, cuplaje, roți dințate, scripete, bucșe, scaune de pompă cu piston.
Forța de presare este creată de sistemul șurub-piuliță, o cantitate semnificativă de forță necesită utilizarea unui filet de plumb. Extractoarele de șuruburi și presele fac posibilă dezasamblarea mecanismelor mașinilor fără impact, datorită cărora piesele sunt protejate de deteriorare, iar operațiunile de demontare sunt efectuate relativ rapid.
La dezasamblarea pieselor contractabile, se folosesc prese și extractoare puternice. Demontarea conexiunilor poate facilita încălzirea părții exterioare. Dacă dezasamblarea nu este posibilă, partea exterioară este îndepărtată prin prelucrare.
Rulmenți de rulare. În timpul demontării, rulmenții, locurile lor în carcase și suporturile pe care sunt așezați trebuie protejate împotriva deteriorării. Cea mai bună modalitate de a dezasambla rulmenții este să-i scoateți de pe arbore sau să-i scoateți de pe scaun folosind prese folosind atașamentele adecvate sau folosind extractoare similare celor descrise mai sus. În acest caz, forța trebuie aplicată numai pe inelul bine fixat, fără a o transmite prin elementele de rulare. Nu îndepărtați rulmenții cu lovituri de ciocan. Arcurile inelului, care închid rulmenții în carcase sau pe arbori, se îndepărtează prin desfacerea sau comprimarea acestora cu ajutorul unui clește special cu fălci rotunjite (drepte sau îndoite), care se introduc în orificiile inelelor arc.
Dacă rulmentul este presat cu o potrivire de interferență ridicată, înainte de a-l demonta, acesta trebuie încălzit cu ulei la o temperatură de aproximativ 100°C, izolat în prealabil arborele cu azbest sau carton în punctele de contact cu rulmentul. Uleiul fierbinte este turnat pe rulment dintr-o cutie de udare.
3.2 Monitorizarea arborelui
Atunci când se efectuează detectarea defectelor produselor, este necesar să se sorteze piesele după tipul de uzură, în același timp, este necesar să se determine imediat direcția de restaurare a pieselor. Pe viitor, este necesar ca piesele recuperate într-un fel să meargă la asamblare într-o singură unitate (pompă). Acest lucru se face pentru a exclude defecțiunea prematură a pompei din cauza alegerii greșite a metodei de restaurare sau protecție a oricărei părți sau element al pompei, menținând în același timp funcționalitatea restului elementelor pompei.
În timpul funcționării, suporturile de poziție, canelurile și canelurile se uzează pe arbori și axe, filetele, suprafețele arborelui, găurile de centrare sunt deteriorate și arborii sunt îndoiți.
Arborii și osiile sunt respinse dacă au crăpături și scaune uzate peste dimensiunile limită. În timpul depanării, se acordă o atenție deosebită controlului arborilor cotit. Fisurile sunt detectate prin inspecție externă sau prin una dintre metodele de detectare a defectelor.
Dimensiunile limită, ovalitatea și conicitatea fustelor arborelui se determină cu un micrometru în două planuri reciproc perpendiculare. La arborele cotit, jurnalele sunt măsurate în planul manivelelor și perpendicular pe acesta.
Dimensiunile limită ale scaunelor, canelurilor, canalelor de cheie sunt estimate folosind paranteze, șabloane, inele etc.
Îndoirea arborilor se verifică cu un indicator când se rotesc în centre sau pe prisme. Jurnalele arborelui cu zgârieturi, crestături și ovalități de până la 0,1 mm sunt reparate prin șlefuire. Dar mai întâi, verificați dacă găurile centrale sunt aliniate. Dacă există spărturi și adâncituri pe ele, găurile sunt restaurate. Taxele arborelui cu uzură semnificativă sunt șlefuite și măcinate pentru a se potrivi cu dimensiunea reparației. În acest caz, dimensiunea unei scăderi a diametrului cu 5-10% este permisă, în funcție de natura sarcinilor percepute de arbore. In cazurile in care este necesara refacerea dimensiunilor gaturilor, dupa intoarcerea acestora se presara sau se instaleaza mansoane de reparatie pe lipici epoxidic, care sunt apoi prelucrate prin strunjire sau slefuire. Suprafețele arborelui uzate pot fi, de asemenea, reparate prin construirea metalului prin suprafața cu arc vibro, metalizare, reaprovizionare, cromare și alte metode.
4. Tehnologia de restaurare a arborelui
Tinand cont de conditiile de functionare si de tipurile de uzura arborelui, defectul va fi eliminat prin suprafata in dioxid de carbon. Suprafața se realizează fără tratament termic ulterior și fără tratament mecanic preliminar. Pentru suprafață se folosește sârmă de 1,2 Nm-30HGSA GOST 10543-82. Luăm în considerare modurile de suprafață în dioxid de carbon.Selectăm puterea curentului în funcție de diametrul electrodului și diametrul piesei.Diametrul firului 1,1-1,2 mm.Forza curentului.Tensiune.
Viteza de suprafață V H, m / h.
b H = (10h12) g/A. h;
J - puterea curentului, A;
h - grosimea stratului depus, mm;
S - treapta de suprafata, mm;
Unde Dн este diametrul suprafeței, Dп este diametrul firului.
S = (1,6h2,2). d pr = 1,8. 1,2 = 2,16 mm
Diametrul firului Dpr
Frecvența de rotație a piesei n min -1:
unde rata de depunere U; diametrul arborelui d
n = 1000 82,6 / 60 3,14 97 = 9,53
Viteza de avans a firului U pr, m / h:
unde b N este coeficientul de depunere, g / A. h,
J - puterea curentului, A;
pr - diametrul firului
g - densitatea firului electrodului, g / cm 3 (g = 7,85).
Ieșiți din electrod:
Deplasarea electrodului l, mm:
l = 0,07 97 = 3,22 mm
Consumul de dioxid de carbon este de 12 l/min.
Calculăm rata timpului, T N:
unde T 0 este timpul principal;
Т ВС - timp auxiliar;
Tadop- prelungiri.
T0 = 3,14 97 28/1000 82,6 2,16 = 0,022 h
Т ВС = (2х4) min - timp auxiliar
unde k este un coeficient care ia în considerare ponderea timpului suplimentar din principal și auxiliar,%:
k = 10 - pentru suprafața în mediu CO 2
T PZ = (16h20) min
Sârmă folosită grad 1,2 N P -30 HGSA.
Dezvoltarea și defecțiunea lagărelor simple sau de rulare, precum și urme corozive, apariția de zgârieturi și zgârieturi atunci când particulele străine mici intră în carcasele rulmentului împreună cu lubrifiantul duc la uzura fustelor arborelui.
Coloanele unui arbore care funcționează în rulmenți sunt de obicei neuniform și iau forma unui con în secțiunea longitudinală și a unei elipse în secțiunea transversală. Coloanele arborelui care funcționează în rulmenți se uzează atunci când cursa interioară a rulmentului este prelucrată pe arbore din cauza slăbirii în fabricarea sau dezvoltarea scaunelor în timpul funcționării pompei.
In functie de uzura scaunelor arborelui se folosesc urmatoarele metode de restaurare: cromare cu uzura scaunelor pana la 0,3 mm; restaurare (călcare) urmată de șlefuire când scaunele se uzează până la 0,8 mm; suprafața cu uzură a scaunelor mai mare de 0,8 mm.
Restaurarea și întărirea arborilor prin suprafață mărește semnificativ durata de viață a acestora, oferă economii mari la piese de schimb și reduce costul reparației echipamentelor. Sunt cunoscute diferite metode de suprafață - arc electric, electrozgură, gaz, termită, frecare, fascicul de electroni etc. Arborii sunt de obicei restaurați prin suprafața cu arc electric, care nu provoacă deformarea pieselor de prelucrat. Suprafața de frecare poate fi folosită și pentru a reconstrui arbori uzați. În ceea ce privește consumul de energie electrică, acest proces este mult mai economic decât cel cu arc electric.
În industria reparațiilor pentru restaurarea puțurilor, se folosește adesea suprafața cu arc electric sub un strat de flux, într-un mediu cu dioxid de carbon, într-un jet de răcire, cu protecție combinată împotriva arcului, bandă cu miez de flux etc.. Suprafața automată a arcului electric sub un strat de flux este utilizat pe scară largă pentru suprafața arborilor din oțeluri cu carbon mediu și slab aliat normalizate și călite, precum și din oțeluri cu emisii scăzute de carbon care nu sunt supuse tratamentului termic, cu uzură de la 0,3 la 4,0 mm în un singur strat suprafață și peste 4 mm în suprafață multistrat. Productivitatea procesului este foarte mare. Este dificil să refaceți arbori cu un diametru de până la 50 mm prin această metodă, deoarece zgura, neavând timp să se solidifice, curge în jos din produsul sudat.
Suprafața cu arc cu dioxid de carbon este larg răspândită în industria reparațiilor pentru restaurarea arborilor cu un diametru de până la 40 mm.
Suprafața cu vibro-arc este utilizată la restaurarea arborilor cu diametrul de până la 40 mm, când este necesară aplicarea unui strat uniform și relativ subțire de metal cu deformare minimă a produsului, iar prezența unor mici defecte nu este semnificativă. Acest proces are loc la o putere redusă a arcului, este foarte economic și asigură o duritate ridicată a metalului depus.
Cu toate acestea, acoperirile rezultate sunt saturate cu gaze și au solicitări interne mari. Prin urmare, suprafața cu arc de vibrații nu este recomandată pentru repararea pieselor care funcționează sub sarcini alternative.
Suprafața automată cu sârmă cu miez de flux, care face posibilă aplicarea unui strat de metal de orice compoziție chimică și obținerea de structuri de întărire de diferite durități, a devenit larg răspândită recent.
Suprafața automată cu un electrod în bandă și bandă cu miez de flux este de 2-3 ori mai productivă decât cu un fir electrod convențional și face posibilă aplicarea unui strat metalic de până la 100 mm lățime și 2-8 mm grosime într-o singură mișcare aparat. Arborii cu diametre mici nu trebuie sudați în acest fel. Aliajele refractare sunt depuse prin metoda plasmei, care este mai productivă decât alte metode.
În ultimii ani, au fost dezvoltate noi metode de suprafață cu protecție combinată a arcului și a bazinului de sudură pentru a elimina anumite dezavantaje ale uneia sau alteia metode de restaurare.
La refacerea scaunelor arborelui cu suprafața manuală cu arc electric, locația arborelui deteriorat este prelucrată pe mașină până la valoarea celei mai profunde daune. Apoi arborele este topit la dimensiunea necesară, ținând cont de canelura și șlefuirea ulterioară. Cea mai importantă operație este suprafața arborelui.
La uzina de alcool sintetic Ufa a fost dezvoltat un dispozitiv care permite suprafața de înaltă calitate. Dispozitivul prezentat în figura 4 constă dintr-un cadru 4, pe care sunt atașate un suport 7 fix și un suport 3 mobil, ceea ce face posibilă sudarea arborilor de lungimi diferite. Arborele 1 este plasat între patru role 5 și se poate roti liber în jurul axei sale. Distanța dintre role, în funcție de diametrul arborelui, este reglată de canelura 8 și piulița 6. La suprafața gâturilor arborilor situate la o distanță considerabilă de capătul arborelui, ca urmare a încălzirii neuniforme. , arborele este deformat.
Figura 3 - Dispozitiv pentru refacerea puțurilor prin suprafața cu arc electric dezvoltat la uzina de alcool sintetic Ufa 1-ax; Locul 2 de suprafață; 3-raft mobil; 4-cadru; 5-role; 6-nuci; 7-raft staționar; 8-slot.
Figura 5 prezintă un dispozitiv implementat la rafinăria Ufa. Permite suprafața cu un cordon spiralat de-a lungul axei arborelui, ceea ce asigură încălzirea uniformă a suprafeței arborelui și elimină distorsiunile. În figură, arborele 2 este fixat în centrele dintre bara 1 și placa 3. Bara cu centrul se poate deplasa de-a lungul stâlpului 4, iar acest lucru permite suprafața arborilor de diferite lungimi. Cu toate acestea, instalarea arborilor pe dispozitivul considerat este însoțită de deformarea inevitabilă a acestora.
Pe lângă suprafața manuală, automată a arcului electric cu un electrod vibrator este utilizată. Capetele de suprafață GVMK-1 sunt produse cu o proeminență a piesei bucale de până la 50 mm. Uneori este recomandabil să navigați pe arbore fără a scoate rotoarele. În aceste cazuri, pentru cap se realizează un muștiuc cu lungimea de 250 - 300 mm. Restaurarea arborilor prin suprafața cu arc de vibrații este prezentată în Figura 6.
Figura 4 - Dispozitive pentru suprafața arborilor cu rolă spirală 1 - bandă; 2 - arbore; 3- farfurie; 4 - rack; 5 - miel.
Figura 5 - Recuperarea arborilor prin suprafața automată a arcului electric cu un electrod vibrant 1-rotoare; 2- ax; 3- cap de suprafață.
La suprafața cu bandă, gradul de amestecare cu metalul depus depinde de pătrunderea metalului de bază. Datorită mișcării constante a arcului, adâncimea de penetrare a metalului de bază în placarea cu bandă este mai mică decât în placarea cu sârmă. Viteza de depunere are cea mai mare influență asupra adâncimii de penetrare și amestecare a metalului de bază cu metalul depus. Odată cu creșterea acesteia, adâncimea de pătrundere crește, lățimea și grosimea mărgelei care se depune scad.
La rate scăzute de depunere, penetrarea metalului de bază este redusă.
Mașinile de sudură ADS-1000-2, A-384, A-874, TS-3.5, cap ABS, convertoare de sudură DC PS-500, PTS-500, PS-1000, PSM-1000-4 sunt utilizate pentru suprafața cu frig- bandă cu electrozi laminate.și redresoare VS-600, VS-1000, VKSM-1000, VKSM-2000. Suprafața se realizează cu benzi de oțel 08kp și oțeluri rezistente la coroziune. Benzile metalo-ceramice LM-70HZNM, LM-20HYUPOT, LM-1H14NZ, LM-5H4VZFS, dezvoltate la Institutul de Sudare Electrică denumită după V.I. E.O. Patona.
Suprafața cu benzi de cermet se realizează cu un curent continuu de polaritate inversă. Densitatea de curent pe electrod este de 10 -20 A / mm 2, tensiunea arcului este de 28 - 32 V, viteza de depunere este de 0,16 -0,55 m / s, viteza de alimentare a benzii este de 15 - 150 m / h.
Tabelul 2 Puterea curentă, în funcție de lățimea benzii, este după cum urmează:
Refacerea pieselor cu acoperire cu impuls electric de contact constă în sudarea unei benzi metalice sub influența impulsurilor de sudare. Pentru a exclude încălzirea piesei și pentru a îmbunătăți condițiile de întărire a stratului sudat, este furnizat un lichid de răcire în zona de sudare.
La sudarea benzii cu grosimea de 0,3 - 0,4 mm, capacitatea recomandată a băncii de condensatoare este de 6400 uF. Tensiunea de încărcare a condensatoarelor este reglată în intervalul 260 - 425 V. Banda este sudată la o tensiune de 325 - 380 V. Cu cât este mai mare diametrul piesei de restabilit și grosimea benzii care se sudează, cu atât este mai mare. mai mare tensiunea necesară a încărcăturii condensatorului. Capacitatea de sudare a benzii cu materialul de bază, în funcție de amplitudinea și durata impulsului de curent, este determinată de adâncimea denivelărilor punctului de sudură, de numărul de pori de pe suprafața pieselor, măcinați la dimensiunea nominală și decojirea stratului sudat cu grosimea de 0,15 - 0,02 mm.
5. Asamblarea unității de pompare, reglarea unităților principale și a pieselor arborelui
5.1 Generalități
După finalizarea reparației și restaurării pieselor, asamblarea și echilibrarea acestora, începe etapa finală a reparației pompei - asamblarea și testarea pompei reparate.
Asamblarea trebuie efectuată într-o zonă specială dotată cu standuri, prevăzută cu un set complet de unelte, dispozitive și echipamente speciale pentru eliminarea lucrărilor manuale și dispozitivele și instrumentele necesare de control și testare.
Conținutul principal al procesului de asamblare este executarea unui complex de fitinguri și lucrări de asamblare pentru a împerechea piesele pompei în ordinea necesară.
Cea mai simplă formă organizatorică de asamblare pentru pompele LEL este așa-numita asamblare staționară fără a împărți procesul în operațiuni. Cu această metodă, pompa este asamblată la un loc de lucru (sau zonă), unde sunt primite piesele și unitățile asamblate.
Locurile de munca din zona de montaj trebuie sa fie prevazute cu toate piesele necesare pentru completarea completa a montajului. Piesele trebuie să fie curate și să respecte pe deplin cerințele tehnice stabilite în lista de inspecție și reparație a pieselor și trebuie să fie acceptate de Departamentul de Calitate.
În acest caz, este necesar să se verifice
a) conformitatea formelor și dimensiunilor pieselor cu desenele de lucru;
b) materiale - prin verificarea certificatelor;
c) absenţa defectelor externe - vizual;
d) rugozitatea suprafețelor prelucrate, se permite reducerea rugozității suprafeței cu o clasă pentru piesele care sunt potrivite pentru toate dimensiunile fără reparații.
Rotoarele, semicuplajele, discul de descărcare trebuie să fie echilibrate static, iar rotorul trebuie să fie echilibrat dinamic;
Următoarele metode de asamblare a pieselor și ansamblurilor sunt utilizate pe pompele care urmează să fie reparate.
Interschimbabilitate completă, în care orice piesă și ansamblu pot fi utilizate pentru orice pompă în timpul asamblarii fără montaj suplimentar. În acest caz, ansamblul constă numai în îmbinarea pieselor unităților, în timp ce sunt prevăzute aterizările date (rotoare ale corpului tronsoanelor, palete de ghidare);
Asamblare cu utilizarea compensatoarelor, în care, ca urmare a modificării valorii uneia dintre verigi, se asigură precizia specificată a lanțului dimensional; toate celelalte legături sunt fabricate cu precizia permisă de condițiile de producție. În practică, această metodă de asamblare se realizează prin introducerea de garnituri, inele, bucșe (asamblarea rotorului cu inele compensatoare între rotoare).
Utilizarea pieselor de montaj la loc asigură precizia specificată a asamblarii prin modificarea dimensiunii sau obținerea mărimii la loc ca urmare a îndepărtarii așchiilor (disc de descărcare...).
5.2 Asamblarea conexiunilor
5.2.1 Asamblarea conexiunilor de presa
Conexiunile prin presare includ aterizările aparatului de suprafață în corpul secțiunii, conectarea secțiunilor între ele. La asamblarea conexiunilor prin presare, potrivirea pieselor se face întotdeauna cu o potrivire prin interferență. Înainte de asamblare, piesele trebuie curățate temeinic de așchii; emulsie și alți contaminanți și acoperite cu un strat subțire de grăsime. Principalele echipamente pentru efectuarea fitingurilor prin presare sunt prese de diferite tipuri: actionate manual cu actionare mecanica, pneumatica si hidraulica.
Piesele trebuie presate lin, cu o creștere constantă a forței, fără a se înclina.
Daca, conform conditiilor de montaj, montarea piesei se face prin lovirea suprafetei prelucrate cu un ciocan, este necesara folosirea dornurilor si ciocanelor din metale neferoase si materiale plastice. Totodată, presarea trebuie făcută cu lovituri ușoare de ciocan pe capul dornului sau pe un suport special, în plus, astfel încât piesa să se așeze strâns la loc cu umărul sau opritorul, iar ultima lovitură să fie puternică și ascuțită.
5.2.2 Asamblarea conexiunilor cheii arborelui
Asamblarea canalului de cheie începe prin verificarea canelurii de pe arbore. Partea inferioară a canelurii trebuie să fie paralelă cu axa arborelui, marginile ascuțite ale canelurii sunt rotunjite. Cheia este montată de-a lungul canelurii, lubrifiată cu lubrifiant lichid și presată în canelura. Potrivirea corectă a cheii pe pereții laterali este verificată prin zgomot sau prin culoare. Apoi se verifică canelura din butuc, canelura este reglată de-a lungul cheii și apoi butucul este împins pe arbore.
5.2.3 Asamblarea racordurilor conice (semicuplaj pompă)
Înainte de asamblarea conexiunii conice, este necesar să se verifice etanșeitatea suprafețelor conice ale arborelui și manșonului prin vopsea. Etanșeitatea trebuie să fie de cel puțin 80%.
Conexiune conică pentru cheie sigură; semicuplajul, montat pe arbore, este fixat de acesta cu o piuliță și o șaibă.
5.2.4 Montarea rulmentului
Funcționarea normală a rulmentului depinde în mare măsură de respectarea procesului de așezare a rulmentului.
Când rulmentul este așezat în carcasă, forțele de presare sunt aplicate inelului exterior, după ce în prealabil a lubrifiat zona de așezare cu unsoare lichidă.
Ar trebui să se străduiască să apăsați inelul sub o presă sau, în absența unei presă, cu un ciocan folosind o expediție de asamblare. Un rulment montat corect, atunci când este rotit manual, trebuie să funcționeze fără zgomot, fără bătăi sau șocuri.
5.2.5 Asamblarea racordurilor filetate
Calitatea ansamblării conexiunilor filetate este determinată de strângerea corectă a șuruburilor și piulițelor, realizarea aterizărilor necesare, absența distorsiunilor în conexiuni și fiabilitatea dispozitivelor de blocare.
La strângerea îmbinărilor cu șuruburi, este important să aplicați o forță constantă suficientă pentru a crea etanșeitatea necesară a îmbinării. Strângerea prea strânsă poate duce la deformări inacceptabile sau la suprasolicitare a conexiunii. Când începeți strângerea conexiunii cu șuruburi, este necesar să verificați filetul șurubului și al piuliței. Piulița trebuie înșurubată pe filet până la capăt cu forța manuală și nu trebuie să se balanseze.
Acordați o atenție deosebită tiranților - pentru care trebuie să asigurați o strângere uniformă pe toată circumferința, înșurubând piulițele alternativ „în cruce”.
Cuplul de strângere (indicat în desenele de montaj) se obține în cel puțin 5 ture de piulițe în jurul circumferinței.
Pentru o mai bună îmbinare a tronsoanelor se recomandă utilizarea unei strângeri hidraulice a crampoanelor cu un cuplu de strângere garantat.
Capetele șuruburilor și știfturile conexiunilor filetate ar trebui să iasă din piulițe cu 1..4 fire.
Este permisă, dacă este necesar, să se alimenteze știfturi în trepte la prizele de dimensiunea reparației și să se mărească diametrele știfturilor atunci când prizele sunt uzate.
5.3 Asamblarea pompei
La sfârșitul reparației necesare a tuturor pieselor, se realizează asamblarea tuturor unităților incluse în pompă: rotor, secțiuni, etanșare la capăt, capac pompei.
5.3.1 Asamblarea rotorului
Rotorul este asamblat în două etape: asamblare preliminară și asamblare finală împreună cu pompa. Piesele care sosesc pentru asamblarea preliminară (rotoare, semicuplaje) trebuie să fie echilibrate static.
Pre-asamblarea rotorului se realizează în următoarea ordine. Rotorul primei trepte se pune pe arbore până când se oprește în umăr, după ce a introdus în prealabil cheia în canelura arborelui. Apoi rotoarele treptei intermediare sunt puse una câte una și este necesar să se acorde atenție faptului că cheile de sub roți (prin treaptă) se află pe suprafețe diametral opuse ale arborelui.
După rotorul ultimei etape, se pune un disc de refulare, o cămașă și pe ambele părți toate piesele sunt strânse cu piulițe.
În procesul acestui montaj se verifică dimensiunile de 95 mm și 98,5 mm între axele rotoarelor și, dacă este necesar, se montează inele distanțiere din materiale rezistente la mediul pompat. În plus, trebuie asigurată aderența capetelor pieselor de împerechere. La verificarea vopselei, distribuția petelor trebuie să fie uniformă pe zona capetelor.
Preasamblarea permite, prin măsurători adecvate, asigurarea alinierii axiale reciproce corecte a tuturor pieselor rotative și oprirea acestora în raport cu părțile staționare ale corpului.
După asamblare, rotorul finit trebuie verificat pentru deformare.
Verificarea rotorului pentru deformare se efectuează pe perete în centre sau expedieri speciale. Runout trebuie măsurat cu piulițele rotorului prinse și eliberate, iar valorile runout nu ar trebui să difere. O modificare a valorii bateriei indică capete prelucrate incorect ale pieselor.
Dacă este necesar, se realizează canelura etanșărilor rotorului, suprafața exterioară a mantalei și capătul discului de descărcare; Este interzisă șlefuirea fuselor arborelui sub rulmenți și semicuplaje.
Rotorul echilibrat revine în zona de asamblare, unde piesele care îngreunează instalarea rotorului în pompă sunt demontate de pe arbore și este necesar să se stabilească poziția pieselor scoase de pe arbore și numerotarea de serie a rotoarelor. pentru a menține echilibrul dinamic.
5.3.2 Asamblarea capacului de aspirare
După finalizarea reparației și verificarea dimensiunilor de bază, se introduce un inel O în capacul de aspirație, care se înșurubează pe capac cu șuruburi. Apoi se introduce un manșon de siguranță din bronz sau oțel inoxidabil și se fixează cu șuruburi sau sudură. În funcție de opțiunea de etanșare, este disponibilă o carcasă de etanșare cu șuruburi cu un inel O.
5.3.3 Montarea racordului de refulare
Ansamblul constă în montarea manșonului de călcâi pe știfturi și fixarea acestuia cu o flanșă mobilă.
5.3.4 Asamblarea secțiunii
Un inel O din bronz sau plastic este fixat în paleta de ghidare, un inel O din oțel este fixat în corpul secțiunii și apoi paleta de ghidare este introdusă în corpul secțiunii.
5.3.5 Ansamblul final al pompei
Asamblarea pompei începe prin montarea capacului de admisie pe placă, dacă este îndepărtat, cu diametrul introdus și fixându-l pe placă. Pe placă este instalat un suport de montare pentru asamblarea secțiunilor. Apoi, prima secțiune este instalată pe contactul metalic de-a lungul capătului cap la cap de etanșare, iar arborele este sprijinit împotriva căderii. Restul rotoarelor și secțiunilor sunt asamblate în același mod. După fiecare instalare a următoarei secțiuni, se verifică cursa totală de decolare axială prin mișcarea rotorului complet într-o parte și pe cealaltă.
Dacă decolarea este mai mică de 6 mm, atunci dimensiunile axiale ale rotoarelor, paletele de ghidare sunt reglate sau inelele distanțiere sunt instalate pe rotor.
După asamblare, a tuturor secțiunilor, se instalează un capac cu un manșon de călcâi pre-asamblat și se strâng știfturile.
Cuplul de strângere preliminară al știfturilor este de 30 kgf.m. Cuplul final de strângere al știfturilor pompei este de 1000 kgf.m.
Uniformitatea strângerii știfturilor pompei este verificată prin zgomot pentru uniformitatea jocului lateral în etanșarea cu fante a rotorului din prima treaptă sau a discului de descărcare.
După împachetarea pompei, trebuie verificată mersul axial al rotorului.
Cursa axială totală a rotorului (înainte de instalarea discului de descărcare) trebuie să fie de 6..8 mm. Cu discul de descărcare instalat, rularea axială ar trebui să fie:
a) pentru ambalaj cutie de presa - 3..4 mm
b) pentru etansare mecanica - I..2 mm.
5.4 Alinierea pompei
Alinierea rotorului se realizează cu capacele lagărelor și bucșele superioare îndepărtate, prin deplasarea rotorului în poziție verticală.
Deplasarea se realizează prin mișcarea simultană a carcaselor lagărelor de tracțiune cu ajutorul șuruburilor de reglare. Rupeți cel mai mic decalaj vertical măsurat, astfel încât în partea de sus 1/3 din decalaj și în partea de jos 2/3 din decalaj, dar nu mai puțin de 0,2.
Piulițele care fixează carcasa rulmentului de carcasa pompei trebuie strânse astfel încât să asigure un spațiu uniform la etanșeitatea îmbinării și o gaură de 0,03 mm. După centrarea carcasei lagărului, înșurubați și instalați capacele din față și din spate.
Înainte de asamblarea finală a rulmenților se verifică contactul rulmenților cu arborele și jocurile de lucru.
Potrivirea jumătăților inferioare ale căptușelilor la jurnalele arborelui ar trebui să fie în direcția axială pe toată lungimea și în jurul circumferinței cu 1/3 din semicerc. Distanța dintre suporturile arborelui și jumătățile carcasei lagărelor trebuie să fie cuprinse între:
de sus - 0,15..0,21 mm;
din lateral - 0,05..0,11 mm.
Jumătatea de cuplare este instalată pe arbore cu mare grijă, deoarece de aceasta depinde fiabilitatea pompei.
La asamblarea cuplajelor cu roți dințate, jantele semicuplelor sunt conectate cu șuruburi, în strictă conformitate cu marcajul care determină poziția reciprocă a pieselor de cuplare.
6. Testarea și rodarea unității de pompare și a componentelor cu o descriere a bancului de testare
6.1 Prevederi generale
1) Porniți pompa timp de 10 minute fără a regla scurgerea. Apoi, strângerea capacului prin rotirea piulițelor 1/6 de tură la fiecare 5..10 minute, pentru a atinge nivelul necesar de scurgere. Nu este permisă rularea pompei fără lichid de lucru.
2) Scurgerile pe arbore sunt esențiale pentru ca etanșarea să funcționeze corect. Strângerea ambalajului până când scurgerea se oprește complet duce la creșterea uzurii și la scăderea perioadei dintre strângeri. Nivelul de scurgere ar trebui să fie în intervalul 0,5..2 l/h pentru mediile agresive și 0,5..10 l/h pentru altele.
3) Supraîncălzirea unității în timpul rodajului nu este permisă. În caz de supraîncălzire (etanșarea plutește), opriți pompa, răciți etanșarea, verificați ca capacul presepei să nu fie înclinat și continuați să ruleze. Timpul total de rodare este de 30..90 minute, în funcție de condițiile de funcționare.
4) Lichidul barieră trebuie furnizat la o presiune de 0,5..1 kg/cm 2 mai mare decât presiunea înainte de etanșare.
5) Controlul scurgerilor și al temperaturii etanșărilor cutiei de presa se efectuează o dată pe zi. Când porniți pompa după o ședere lungă, verificați dacă reglarea este corectă.
6) După strângerea pachetului pentru 1..1.5 inele, adică. folosind marja de ajustare, se recomandă înlocuirea întregului pachet de ambalaj, deoarece cea mai mare parte a lubrifiantului se pierde și operarea ulterioară duce la uzura crescută a manșonului de protecție (cu excepția garniturii pe bază de fibră de carbon). În cazul necesității de producție, este permisă adăugarea unui inel de etanșare din partea laterală a capacului de presiune.
7) Observați cu atenție selecția corectă a garniturilor atunci când utilizați pompa.
8) La pomparea lichidelor agresive toxice si explozive este obligatorie furnizarea unui lichid bariera.
6.2 Metode de testare
Piesele și unitățile de asamblare ale pompei care au suferit repararea defectelor prin metoda de sudare trebuie să fie supuse testelor hidraulice timp de 10 minute pentru rezistență și etanșeitate în conformitate cu GOST 22161-75, cu o presiune care depășește cu 20% cea de testare.
Se consideră că piesele și ansamblurile pompei au trecut testele hidraulice de rezistență și densitate, dacă în timpul testului nu s-au găsit transpirații metalice, scurgeri, picături individuale, încălcarea oricăror conexiuni, semne de ruptură.
Conform GOST 6134-71, pompele care au suferit reparații majore sunt supuse testelor de rulare și de acceptare pentru a verifica conformitatea lor cu cerințele de bază ale documentației tehnice aprobate în modul prescris. Rezultatele testelor sunt documentate într-un act. Dacă pompa îndeplinește cerințele de bază, atunci este acceptată, dacă rezultatele testelor sunt negative, atunci pompa este returnată pentru corecție și teste repetate.
Scopul principal al rodajului este verificarea calității ansamblului pompei și a rodajului pieselor acestuia.
Înainte de rulare, pompa trebuie inspectată vizual și pornită pentru scurt timp. În timpul unei examinări externe, trebuie verificate următoarele: caracterul complet al pompei în conformitate cu desenele de montaj, calitatea construcției, verificările disponibile fără pornirea pompei, prezența lubrifierii.
Pornirea pe termen scurt se realizează cu o supapă închisă pe conducta de refulare.
Documente similare
Scopul, caracteristicile tehnice, proiectarea și principiul de funcționare al unității de pompare. Instalarea, operarea si repararea echipamentelor. Funcționarea pompei de ciment în timpul funcționării. Calculul tijei, roții melcate, pistonului și manșonului cilindrului.
lucrare de termen adăugată 11/04/2014
Scopul, dispozitivul și parametrii unității pentru deparafinarea puțurilor. Echipamente și specificații. Uzura pieselor pompei 2NP-160. Procesul tehnologic de revizie a echipamentelor. Calculul structural al unei pompe cu trei piston.
lucrare de termen adăugată 08.08.2012
Scurte caracteristici geografice și geologice ale câmpului Rogozhnikovskoye. Descrierea straturilor productive. Proprietățile fluidelor și gazelor din rezervor. Analiza funcționării puțurilor, echipamente pentru instalarea unei pompe centrifuge electrice submersibile.
lucrare de termen adăugată la 12.11.2015
Instalatii de electropompe submersibile cu surub pentru productia de ulei. Principiul pompei. Defecțiuni ale echipamentelor, defecțiuni. Măsuri de siguranță la o companie petrolieră. Caracteristicile generale ale câmpului Yaregskoye. Calculul parametrilor principali ai pompei cu șurub.
lucrare de termen, adăugată 06.03.2015
Tipuri de sonde, metode de producere a petrolului și gazelor. Deschiderea rezervorului în timpul forajului. Motive pentru trecerea spectacolelor de gaz și petrol la fântâni deschise. Lucru general de reparare a puțurilor. Studiu și pregătire puțuri. Schimbarea pompei centrifuge electrice.
tutorial, adăugat 24.03.2011
Coborârea unei electropompe submersibile în și din fântână. Lucrul cu un tambur automat de cablu. Mutarea si amplasarea echipamentelor. Analiza motivelor reparațiilor ESP. Scopul și tipurile de capete de pescuit ESP. Tipuri și cauze ale uzurii pieselor pompei.
raport de practică, adăugat 05.12.2015
Caracteristicile geologice și fizice ale câmpului. Proprietățile de filtrare-capacitate ale rocilor din formațiunile productive. Caracteristicile dezvoltării rezervelor de petrol. Design bine. Proba de etanșeitate. Instalarea unității de ridicare și amenajarea echipamentelor.
teză, adăugată 17.06.2016
Unitati pentru dezvoltarea, repararea si intretinerea sondelor. Unitati pentru intensificarea productiei. Vehicule speciale pentru transportul țevilor, tijelor și altor echipamente. Măsuri de siguranță în timpul exploatării unităților speciale pentru amenajarea și repararea puțurilor.
lucrare de termen adăugată 23.04.2013
Schema generală de instalare a unei pompe centrifuge electrice submersibile. Descrierea principiilor de funcționare a separatorului de gaze, protecție hidraulică și motor electric submersibil. Selectarea echipamentelor și selectarea unităților de instalare pentru un puț dat. Verificarea parametrilor transformatorului.
lucrare de termen, adăugată 10.06.2015
Scopul principal al spălării unui puț în timpul forării. Diagrama fluxului procesului, avantajele și dezavantajele spălării directe și inverse. Fluide de spălare și condiții de utilizare a acestora. Foraj cu spălare inversă cu o pompă centrifugă.
Pompele au făcut de multă vreme parte din viețile noastre, iar abandonarea lor nu este posibilă în majoritatea industriilor. Există un număr mare de varietăți ale acestor dispozitive: fiecare are propriile caracteristici, design, scop și capacități.
Cele mai comune - unități centrifuge - sunt echipate cu un rotor, care este partea principală care transferă energia de la motor. Diametrul (interior și exterior), forma lamelor, lățimea roții - toate aceste date sunt calculate.
Tipuri și caracteristici
Majoritatea pompelor își fac treaba folosind una sau mai multe roți dințate sau plate. Transmiterea mișcării are loc datorită rotației de-a lungul unei bobine sau conducte, după care lichidul este evacuat în sistemul de încălzire sau de instalații sanitare.
Se pot distinge următoarele tipuri de rotoare ale pompelor centrifuge:
- Deschis- au productivitate scăzută: eficiența este de până la 40 la sută. Desigur, unele drage cu aspirație încă mai folosesc astfel de mașini. La urma urmei, sunt foarte rezistente la înfundare, în timp ce sunt ușor de protejat folosind plăci de oțel. La aceasta se adaugă și o reparație simplificată a rotoarelor pompei.
- Semi-închis- se folosesc pentru pomparea sau transferul de lichide cu aciditate redusa si un continut mic de abraziv in agregate mari de sol. Astfel de elemente sunt echipate cu un disc pe partea opusă părții de aspirație.
- Închis- tip de pompe moderne si cel mai optim. Este folosit pentru alimentarea sau pomparea de deșeuri sau apă curată, produse rafinate. Particularitatea acestui tip de roți este că pot avea un număr diferit de lame în unghiuri diferite. Astfel de elemente au cea mai mare eficiență, ceea ce explică cererea mare. Roțile sunt mai greu de protejat de uzură și de reparat, dar sunt mai durabile.
Pentru a fi mai ușor de selectat și de distins, fiecare pompă este etichetată pentru a permite rotorului corect să se potrivească. În multe privințe, tipul este determinat de volumul fluidelor transferate, în timp ce sunt utilizate diferite motoare.
În ceea ce privește numărul de pale de rotor din roată, acest număr variază de la două la cinci, mai rar se folosesc șase. Uneori, pe partea exterioară a discurilor roților închise, se fac proeminențe, care pot fi radiale sau repetă contururile lamelor.
Rotorul pompei este adesea realizat dintr-o singură bucată. Deși, de exemplu, în Statele Unite, acest element al unui agregat mare de sol este realizat sudat din componente turnate. Uneori, rotoarele sunt realizate cu un butuc detașabil din material moale.
Acest element poate avea un orificiu traversant pentru prelucrare.
 Orificiul din butuc pentru a se potrivi arborelui poate fi conic sau cilindric. Ultima opțiune vă permite să fixați mai precis poziția rotorului. Dar, în același timp, suprafețele necesită o prelucrare foarte atentă și este mai dificil să scoți roata cu o potrivire cilindrică.
Orificiul din butuc pentru a se potrivi arborelui poate fi conic sau cilindric. Ultima opțiune vă permite să fixați mai precis poziția rotorului. Dar, în același timp, suprafețele necesită o prelucrare foarte atentă și este mai dificil să scoți roata cu o potrivire cilindrică.
Cu o potrivire conică, nu este necesară o precizie ridicată de prelucrare. Este important doar să observați conicitatea, care este în general în intervalul de la 1:10 la 1:20.
Dar există și un dezavantaj al acestei abordări în asigurare: există o curățare semnificativă a roții, ceea ce provoacă o uzură crescută, în special cu etanșarea cutiei de presa. În acest caz, poziția roții în raport cu voluta în direcția longitudinală este mai puțin precisă - un alt dezavantaj.
Deși, desigur, unele modele pot elimina acest dezavantaj prin deplasarea arborelui în direcția longitudinală.
Rotorul pompei de apă este conectat la arbore folosind o cheie prismatică din oțel carbon.
Dragele moderne folosesc din ce în ce mai mult un alt tip de fixare a rotorului cu arborele - șurub. Desigur, există anumite dificultăți în creare, dar operațiunea este mult mai ușoară.
Această soluție este utilizată în pompele mari de dragă din seria Gr (producție internă), precum și în unitățile de origine americană și olandeză.
Forțe mari acționează asupra rotorului unei pompe centrifuge - rezultat:
- modificări de presiune pe zona roții împotriva butucului;
- modificări ale direcției de curgere în interiorul roții;
- diferența de presiune pe discurile din spate și față.
Dacă butucul are găuri de trecere, forța axială acționează cel mai mult asupra capătului arborelui. Dacă găurile sunt oarbe, forța este îndreptată mai mult către șuruburi, care sunt folosite pentru fixarea arborelui cu inelul.
- Pompe vortex și centrifuge. Rotorul unei pompe centrifuge este un disc cu palete distanțate radial, al cărui număr este în intervalul 48-50 de bucăți, cu găuri găurite. Rotorul poate schimba sensul de rotație, dar aceasta necesită o schimbare a destinației duzelor.
- Pompe labirint. Conform principiului de funcționare, astfel de unități sunt similare cu cele vortex. În acest caz, rotorul este realizat sub formă de cilindru. Pe suprafețele interioare și exterioare există canale de șuruburi în direcția opusă. Există un spațiu de 0,3-0,4 mm între manșonul carcasei și roată. Când roata se rotește, de pe creasta canalului se formează vârtejuri.
Rotirea rotii
Rotirea rotorului unei pompe centrifuge permite reducerea diametrului pentru a reduce înălțimea fără a compromite eficiența hidraulică a pompei. Cu o mică scădere a eficienței, debitul și presiunea cresc destul de semnificativ.
Rotirea este utilizată atunci când caracteristica pompei nu îndeplinește condițiile actuale de funcționare în anumite limite, în timp ce parametrii sistemului rămân neschimbați și nu este posibilă selectarea unei unități din catalog.
Numărul de spire care sunt create de producător nu depășește două.
Dimensiunea de întoarcere este în intervalul 8-15% din diametrul roții. Și numai în cazuri extreme această cifră poate fi crescută la douăzeci.
În pompele cu turbină, paletele sunt rotite, iar în pompele spiralate - de asemenea, discuri de roată. Datele privind productivitatea, presiunea, puterea și factorul de viteză în timpul procedurii sunt determinate după cum urmează:
- G2 = G1D2/D1;
- H2 = H1 (D2/D1)2;
- N2 = N1 (D2/D1)3;
- n s2 = n s1 D 1 / D 2,
unde indicii indică datele înainte de (1) și după (2) întoarcere.
În acest caz, astfel de modificări apar în funcție de modificarea coeficientului de viteză al roții: 60-120; 120-200; 200-300:
- scăderea eficienței la fiecare zece procente de strunjire: 1-1,5; 1,5-2, 2-2,5 la sută;
- reducerea diametrului normal al roții: 15-20; 11-15; 7-11 procente.
Calculul rotorului unei pompe centrifuge vă permite să determinați coeficientul de viteză cu formula:
- (√Q 0 / i) / (H 0 / j) ¾.
- n s= 3,65 n * (rezultatul primului punct).
 unde j este numărul de pași; i - coeficient în funcție de tipul rotorului (cu intrare de lichid pe două fețe - 2, cu intrare de lichid pe o singură față - 1); H 0 - cap optim, m; Q 0 - furaj optim, m 3 / s; n - frecvența de rotație a arborelui, rpm.
unde j este numărul de pași; i - coeficient în funcție de tipul rotorului (cu intrare de lichid pe două fețe - 2, cu intrare de lichid pe o singură față - 1); H 0 - cap optim, m; Q 0 - furaj optim, m 3 / s; n - frecvența de rotație a arborelui, rpm.
Nu este recomandat să calculați singur rotorul unei pompe centrifuge - aceasta este o muncă responsabilă și necesită atenția specialiștilor.
Reparație și înlocuire
Cu un element prost fabricat, se creează o sarcină neuniformă, care provoacă un dezechilibru în căile de curgere. Acest lucru, la rândul său, duce la un dezechilibru în rotor. Dacă apare o problemă similară, rotorul trebuie înlocuit.
Această procedură include următoarele acțiuni:
- Demontarea piesei de pompare.
- Apăsarea, înlocuirea unei roți sau a mai multor roți (în funcție de design).
- Verificarea restului elementelor pompei.
- Asamblarea unității.
- Testarea caracteristicilor dispozitivului sub sarcină.
Procedura de reparare a unui element poate costa de la 2.000 de ruble. Puteți cumpăra un rotor de pompă centrifugă de la 500 de ruble - desigur, pentru cea mai mică opțiune.