Les éléments de la pièce situés dans la zone déformable et adjacents à la surface intérieure de la pièce pliée (du côté poinçon) sont soumis à une compression, et adjacents à surface extérieure(du côté de la matrice) -étirement. Entre les fibres étirées et comprimées, il y a une ligne neutre, dont la longueur ne change pas (Fig. 106).
Merde. 106
Rayon de ligne neutre R en mm (Fig. 106) est déterminé par la formule
où r est le rayon de courbure, mm ;
s - épaisseur du matériau mm;
x - coefficient dont la valeur dépend du rapport r / s (tableau 48).
Tableau 48
|
rapport R/s |
||||||||||
|
Coefficient x |
0,323 |
0,340 |
0,356 |
0,367 |
0,379 |
0,389 |
0,400 |
0,413 |
0,421 |
0,426 |
|
rapport R/s |
10 et plus |
|||||||||
|
Coefficient x |
0,441 |
0,445 |
0,463 |
0,469 |
0,477 |
0,780 |
0,485 |
0,490 |
0,495 |
0,500 |
Lors de l'enroulement des charnières (boucles) en raison de la présence de forces de frottement externes qui empêchent la déformation, le coefficient x est déterminé à partir du tableau. 48a.
Tableau 48a
|
rapport R/s |
|||||||
|
Coefficient x |
0,56 |
0,54 |
0,52 |
0,51 |
Longueur de balayage la partie pliée L p en mm (Fig. 107) est déterminée par la formule
L р = (l 1 + l 2 + l 3 +...) + Π / 180 (φ 1 R 1 + φ 2 R 2 + φ 3 R 3 +...) (47)
où l 1; l 2; l 3 - sections droites, mm;
1 ; 2 ; φ 3 - angles de flexion, degrés;
R1; R2; R 3 - les rayons de la ligne neutre, déterminés par la formule (46).

Merde. 107
Lors du pliage de matériaux d'une épaisseur supérieure à 3 mm sous un angle de 90 ° avec un rayon de pliage r≤s, le rayon de la ligne neutre R, calculé par la formule (46), doit être ajusté à la valeur R 1 (Fig. 108), en fonction de la condition d'intégrité du matériau et des points de conjugaison a et a 1 de la section courbe de rayon R 1 s droit a-a et a 1 -a 1 passant par le milieu de l'épaisseur s. Sur le section C-C 1, la ligne pointillée montre le contour extérieur lors du calcul sans tenir compte de l'amincissement du matériau. En raison de l'amincissement lors du pliage, l'épaisseur s 1 dans cette section est inférieure à l'originale s.

Merde. 108
Les valeurs R 1 du rayon de la ligne neutre corrigée et la longueur de l'arc abа 1 doivent être calculées à l'aide des formules
R - est déterminé par la formule (46); r - rayon de courbure, mm; le reste des désignations est indiqué sur la fig. 108.
Les éléments permettant de déterminer les dimensions des alésoirs des pièces pliées fréquemment utilisées sont donnés dans le tableau. 49.
Tableau 49

Noter:
- y, y 1, y 2 - valeurs qui prennent en compte la modification de la longueur du balayage lors d'un pliage à un angle de 90 °. Avec une épaisseur de matériau jusqu'à 2,5 mm, prise selon le tableau. 50, et d'une épaisseur de 3 mm ou plus avec r
- x - coefficient, pris selon le tableau. 48a.
Tableau 50
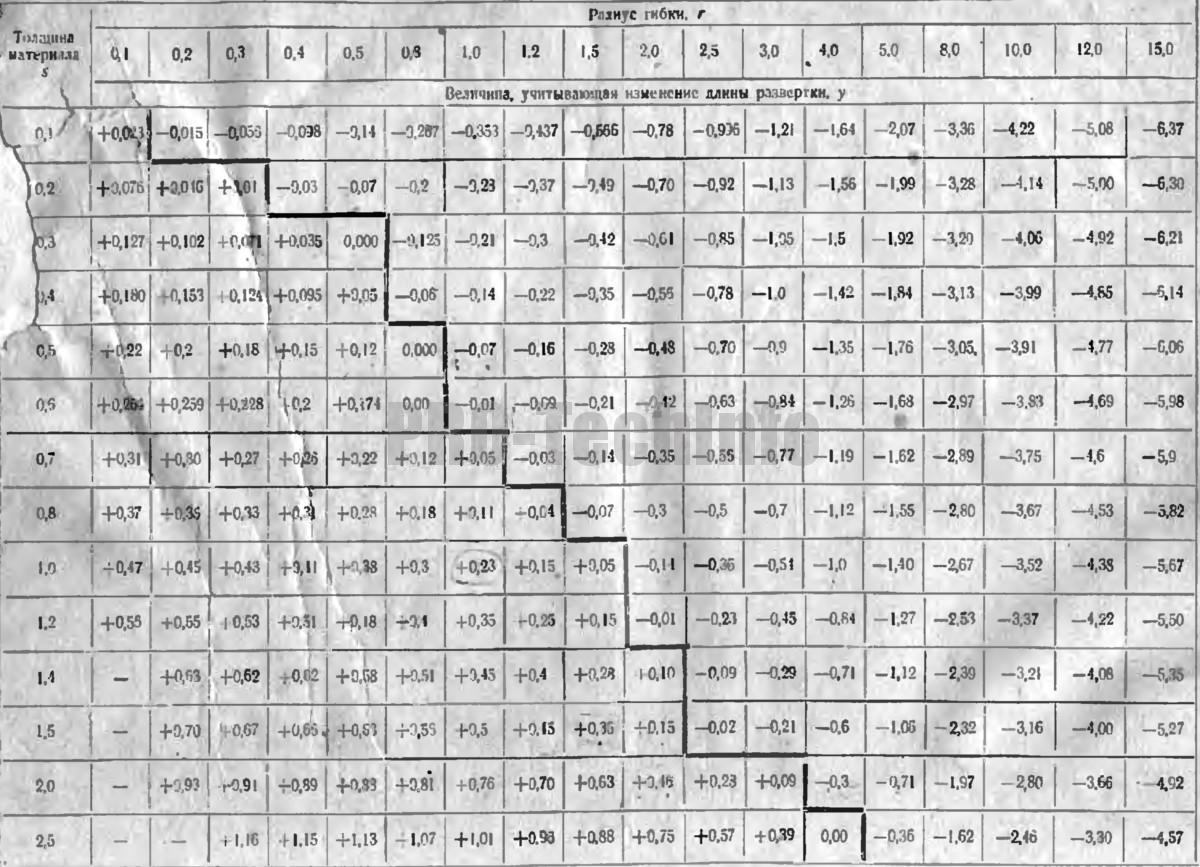
Tableau 50a

Exemple... Déterminez la longueur du balayage pour la pièce illustrée sur le dessin. 109.

Merde. 109
D'après le tableau. 49 L p = l + l 1 + y,où l et l 1 sont les longueurs des sections droites de la partie coudée ;
y - nous trouvons de la table. 50a
Avec s = 4 mm et r = 3,5 mm
Lp = 50 + 40 + 1,22 = 91,22 mm.
Si des tolérances unilatérales sont spécifiées dans le dessin d'exécution d'une pièce, alors pour calculer la longueur du déplié, ces tolérances doivent être recalculées en recto-verso, tout en conservant le champ de tolérance spécifié. Dans ce cas, les dimensions nominales de la pièce doivent également être recalculées (Fig. 110).

Merde. 110
Tableau 51 et 52 sont donnés formules de calcul de la longueur du balayage pièces pliées avec diverses données initiales sur le dessin d'exécution et diverses formes d'accouplement.
Tableau 51

Noter: x - coefficient, déterminé à partir du tableau. 48.
Tableau 52






La détermination des dimensions de la pièce lors du pliage est effectuée comme un dépliage de la pièce, tandis que les longueurs des sections droites et les longueurs des arrondis, calculées par la couche neutre, sont additionnées. De tels calculs ne présentent pas de difficultés significatives. En pratique, lors du pliage de pièces particulièrement complexes, il est recommandé d'obtenir leur développement de manière empirique, car il n'est pas toujours possible de le calculer avec précision théoriquement.
Il existe deux principaux cas de flexion : 1) le long d'une courbe d'un certain rayon ; 2) à un angle de courbure à r<0,3s.
Plier le long d'une courbe d'un certain rayon.
Pour déterminer la longueur de la pièce, vous pouvez utiliser la méthode de dépliage de la pièce, basée sur le fait que la ligne neutre conserve ses dimensions d'origine lors du pliage et est située dans des endroits d'arrondi à distance X 0 s de l'intérieur du produit (fig. 2.4). Par conséquent, pour déterminer la longueur de la pièce d'une pièce complexe, la longueur des sections droites du produit plié doit être additionnée à la longueur des sections arrondies, calculée à l'aide de la couche neutre.
Pour une pièce avec un pli à un angle, la longueur de la pièce est déterminée par la formule
![]() ,
(2.13)
,
(2.13)
où l 1, l 2 - la longueur des sections droites du produit plié, mm;
je 0 - la longueur de la couche neutre de la section arrondie, mm;
r- rayon de courbure, mm;
Angle de pliage, degrés ;
X 0 - coefficient qui détermine la position de la couche neutre.
Pour une pièce à plusieurs coins, la longueur de la pièce est déterminée par la formule

Riz. 2.4 Calcul de la longueur de la pièce
Pour les petites déformations élastoplastiques (lors du pliage de pièces avec un rayon de courbure relatif r/ s>5 ) supposons que la couche neutre passe au milieu de l'épaisseur de la bande p (p 0 ) = p mer c'est-à-dire que sa position est déterminée par le rayon de courbure p =r+ s/2 ... UNE X 0 se trouve par la formule :
Pour les déformations plastiques importantes, qui se produisent lors du pliage de pièces avec un rayon de courbure relatif, le pliage s'accompagne d'une diminution de l'épaisseur du matériau et d'un déplacement de la couche neutre vers les fibres comprimées. Dans ces cas, le rayon de courbure de la couche neutre de déformation doit être déterminé par la formule :
où est le coefficient d'amincissement du matériau (épaisseur du matériau après pliage, mm).
Le coefficient d'amincissement par pliage dépend du type de matériau, du rayon de pliage relatif et de l'angle de pliage. La distance entre la couche neutre et la surface intérieure de la pièce à plier lors du pliage de larges bandes est déterminée par la formule
Les valeurs des coefficients et X ô pour le pliage sont données dans les ouvrages de référence.
Plier en biais sans arrondir.
Lors du pliage d'un angle sans arrondir ou avec des arrondis à très petit rayon () , qui s'accompagne d'un amincissement important du métal aux endroits d'inflexion, pour déterminer la taille de la pièce (figure 2.5) avant pliage AB et après pliage AVG, utiliser la méthode d'égalité des masses.

Fig.2.5 Calcul de la longueur de la pièce
En pratique, utilisez la formule suivante :
, (2.20)
où L est la longueur de la pièce ;
La quantité de matière augmente (allocation) pour la formation du coin.
Habituellement, cette valeur, en fonction de la dureté et de l'épaisseur du matériau, est considérée comme égale à chaque angle. De plus, plus le matériau est doux, moins l'augmentation est importante, et vice versa.
La longueur de la pièce pour n angles droits peut être déterminée par la formule :
Avec une flexion constante. Avec le pliage simultané des coins, le pliage s'accompagne d'un étirement du matériau au milieu et aux extrémités des sections. Dans ce cas, l'étirement du matériau se produit sur la majeure partie du flan plié, de sorte qu'ici la formation de coins est due en partie à l'étirement du matériau des tronçons rectilignes. Par conséquent, pour ces cas, il est recommandé de prendre l'augmentation de la longueur de la pièce de moitié autant que dans le cas du pliage séquentiel, c'est-à-dire de la prendre.
Considérez une situation qui se produit souvent dans la production de pliage. Ceci est particulièrement vrai pour les petits ateliers qui se débrouillent avec les moyens de la petite et moyenne mécanisation. Par petite et moyenne mécanisation, j'entends l'utilisation de plieuses manuelles ou semi-automatiques. L'opérateur additionne la longueur des étagères, obtient la longueur totale de la pièce pour le produit requis, mesure la longueur requise, coupe et .. après pliage, il reçoit un produit imprécis. Les erreurs dimensionnelles du produit final peuvent être très importantes (selon la complexité du produit, le nombre de coudes, etc.). En effet, lors du calcul de la longueur de la pièce, vous devez prendre en compte l'épaisseur du métal, le rayon de courbure, le coefficient de la position de la ligne neutre (facteur K). C'est ce à quoi cet article sera consacré.
Alors, commençons.
Honnêtement, il n'est pas difficile de calculer les dimensions de la pièce. Il faut seulement comprendre qu'il faut prendre en compte non seulement la longueur des étagères (sections droites), mais aussi les longueurs des sections courbes résultant des déformations plastiques du matériau lors du pliage.
D'ailleurs, toutes les formules ont longtemps été déduites par des "smart people", dont j'indique constamment les livres et les ressources en fin d'articles (à partir de là, si vous le souhaitez, vous pouvez obtenir des informations complémentaires).
Ainsi, afin de calculer la bonne longueur de la pièce (dépliage de la pièce), qui garantit que les dimensions données sont obtenues après pliage, il faut tout d'abord comprendre quelle option nous utiliserons pour calculer.
Je vous rappelle:
Ainsi, si vous avez besoin d'une surface d'étagère UNE sans déformations (par exemple, pour l'emplacement des trous), alors vous effectuez le calcul en Option 1... Si la hauteur totale de l'étagère est importante pour vous UNE alors sans doute Option 2 mieux.
Option 1 (avec allocation)
Nous avons besoin:
c) Additionnez les longueurs de ces segments. Dans ce cas, les longueurs des sections droites sont additionnées sans changement, et les longueurs des sections courbes - en tenant compte de la déformation du matériau et du déplacement correspondant de la couche neutre.
Ainsi, par exemple, pour un flan avec un coude, la formule ressemblera à ceci :
Où X1 - la longueur du premier tronçon rectiligne, Oui1 - la longueur du deuxième tronçon rectiligne, φ - coin extérieur, r- rayon de courbure intérieur, k S- épaisseur du métal.
Ainsi, le calcul se déroulera comme suit.
Y1 + BA1 + X1 + BA2 +..t.d
La longueur de la formule dépend du nombre de variables.
Option 2 (déduit)

D'après mon expérience, il s'agit du calcul le plus courant pour les plieuses pivotantes. Par conséquent, considérons cette option.
Nous avons aussi besoin de:
a) Déterminez le facteur K (voir tableau).
b) Divisez le contour de la partie coudée en éléments qui sont des segments de ligne droite et des parties de cercles ;
Ici, il est nécessaire d'envisager un nouveau concept - la frontière extérieure de la flexion.
Pour le rendre plus facile à imaginer, voir l'image :

La bordure extérieure du virage est cette ligne pointillée imaginaire.
Ainsi, pour trouver la longueur de la déduction, vous devez soustraire la longueur de la section courbe de la longueur de la limite extérieure.
Ainsi, la formule pour la longueur de la pièce selon l'option 2 :
Où Oui2 , X2 - des étagères, φ - coin extérieur, r- rayon de courbure intérieur, k- coefficient de position de la ligne neutre (facteur K), S- épaisseur du métal.
Déduction de notre part ( BD), comme vous pouvez l'imaginer:
Pliage de la bordure extérieure ( Système d'exploitation):
Et dans ce cas, il faut aussi calculer séquentiellement chaque opération. Après tout, la longueur exacte de chaque étagère est importante pour nous.
Le schéma de calcul est le suivant :
(Y2 - BD1 / 2) + (X2 - (BD1 / 2 + BD2 / 2)) + (M2 - (BD2 / 2 + BD3 / 2)) +.. etc.
Graphiquement, cela ressemblera à ceci :

Et pourtant, le montant de la déduction ( BD) dans un calcul séquentiel, il faut compter correctement. C'est-à-dire que nous ne nous contentons pas d'abréger deux. On compte d'abord l'ensemble BD, et seulement après cela, nous divisons le résultat obtenu en deux.
J'espère n'avoir offensé personne avec cette remarque. Je sais juste que les mathématiques sont oubliées et que même les calculs élémentaires peuvent être semés de surprises inutiles.
C'est tout. Merci à tous pour votre attention.
Lors de la préparation des informations, j'ai utilisé : 1. L'article « BendWorks. L'art du pliage de la tôle "Olaf Diegel, Complete Design Services, juillet 2002 ; 2. Romanovsky V.P. « Manuel de forgeage à froid » 1979 ; matériaux de la ressource en anglais SheetMetal.Me (section « Formules de fabrication », lien :
Chapitre VII. Cintrage du métal
Article 26. Informations générales
Le pliage est une méthode de traitement du métal par pression, dans laquelle une pièce ou une partie de celle-ci reçoit une forme incurvée. Le pliage de serrurier est effectué avec des marteaux (de préférence avec des gâches souples) dans un étau, sur une plaque ou à l'aide de dispositifs spéciaux. Les tôles fines sont pliées avec des maillets, des produits en fil métallique jusqu'à 3 mm de diamètre - avec des pinces ou des pinces à bec rond. Seul le matériau plastique est plié.

Le pliage de pièces est l'une des opérations de serrurier les plus courantes. La fabrication de pièces souples est possible aussi bien manuellement sur un outil support et mandrins, que sur des plieuses (presses).
L'essence du pliage réside dans le fait qu'une partie de la pièce est pliée par rapport à l'autre selon un angle donné. Cela se passe comme suit : une force de flexion agit sur la pièce, qui repose librement sur deux supports, ce qui provoque des contraintes de flexion dans la pièce, et si ces contraintes ne dépassent pas la limite élastique du matériau, la déformation reçue par la pièce est élastique, et lors du retrait de la charge, la pièce prend la vue initiale (se redresse).
Cependant, lors du pliage, il est nécessaire de s'assurer que la pièce conserve sa forme après avoir retiré la charge, par conséquent les contraintes de flexion doivent dépasser la limite élastique et la déformation de la pièce dans ce cas sera plastique, tandis que les couches internes de la pièce sont comprimées et raccourcies, les couches externes sont étirées et leur longueur augmente. ... Dans le même temps, la couche médiane de la pièce - la ligne neutre - ne subit ni compression ni tension, et sa longueur avant et après pliage reste constante (Fig. 93, a). Par conséquent, la détermination des dimensions des ébauches de profilés se réduit au calcul de la longueur des sections droites (étagères), de la longueur de raccourcissement de l'ébauche dans l'arrondi ou de la longueur de la ligne neutre dans l'arrondi.
Lors du pliage de pièces à angle droit sans arrondir à l'intérieur, la tolérance de pliage est prise de 0,5 à 0,8 de l'épaisseur du matériau. En ajoutant la longueur des côtés intérieurs de l'équerre ou de l'agrafe, on obtient la longueur de la pièce à usiner.

Exemple 1... En figue. 93, c, d montre un carré et un support avec des coins intérieurs droits.
Les dimensions du carré (Fig. 93, c) : a = 30 mm, b = 70 mm, t = 6 mm. Longueur de balayage
L = a + b + 0,5t = 30 + 70 + 3 = 103 mm.
Dimensions des agrafes (Fig. 93, d) : a = 70 mm, b = 80 mm, c = 60 mm, t = 4 mm. Longueur de développement du flan d'agrafes
L = 70 + 80 + 60 + 2 = 212 mm.
Nous divisons le carré selon le dessin en sections. Nous substituons leurs dimensions a = 50 mm, b = 30 mm, t = 6 mm, r = 4 mm dans la formule
L = a + b + / 2 (r + t / 2)
On obtient alors :
L = 50 + 30 + 3,14 / 2 (4 + 6/2) = 50 + 30 + 1,57⋅7 = 90,99 91 mm.
Nous divisons le support en sections, comme indiqué sur le dessin. Leurs dimensions sont : a = 80 mm, h = 65 mm, c = 120 mm, t = 5 mm, r = 2,5 mm.
L = a + h + c + (r + t / 2) = 80 + 65 + 120 + 3,14 (2,5 + 5/2),
Par conséquent,
L = 265 4 + 15,75 = 280,75 mm.
En pliant cette bande en cercle, nous obtenons un anneau cylindrique et la partie extérieure du métal s'étirera quelque peu et la partie intérieure rétrécira. Par conséquent, la longueur de la pièce correspondra à la longueur de la ligne médiane du cercle, passant au milieu entre les circonférences extérieure et intérieure de la bague.
Longueur de la pièce
Connaissant le diamètre du cercle médian de la bague et en substituant sa valeur numérique dans la formule, on trouve la longueur de la pièce :
L = D = 3,14 108 = 339,12 mm.
À la suite de calculs préliminaires, vous pouvez faire une partie des dimensions spécifiées.

Au cours du processus de pliage, des contraintes et des déformations importantes surviennent dans le métal. Ils sont particulièrement visibles lorsque le rayon de courbure est petit. Pour éviter l'apparition de fissures dans les couches externes, le rayon de courbure ne doit pas être inférieur au rayon minimum admissible, qui est sélectionné en fonction de l'épaisseur et du type de matériau à cintrer (Fig. 95).
Calculer la surface ou la section transversale du pipeline est aidé par la formule de la longueur de l'ébauche de tuyau dépliée. Le calcul est basé sur la taille du futur tracé et le diamètre de l'ouvrage prévu. Dans quels cas de tels calculs sont nécessaires et comment ils sont effectués, cet article le dira.
Quand des calculs sont nécessaires
Les paramètres sont calculés sur une calculatrice ou à l'aide de programmes en ligne
Quelle surface doit avoir la surface du pipeline, il est important de le savoir dans les cas suivants.
- Lors du calcul du transfert de chaleur d'un sol ou d'un registre "chaud". Ici, la surface totale est calculée, ce qui dégage de la chaleur dans la pièce, émanant du liquide de refroidissement.
- Lorsque les pertes de chaleur sont déterminées en cours de route de la source d'énergie thermique aux éléments chauffants - radiateurs, convecteurs, etc. Pour déterminer le nombre et la taille de tels appareils, vous devez connaître la quantité de calories que nous devons avoir, et elle s'affiche en tenant compte du balayage du tuyau.
- Pour déterminer la quantité requise de matériau d'isolation thermique, de revêtement anti-corrosion et de peinture. Lors de la construction d'autoroutes d'une longueur de kilomètres, un calcul précis permet à l'entreprise d'économiser beaucoup d'argent.
- Lors de la détermination d'une section transversale du profil rationnellement justifiée, qui pourrait fournir la conductivité maximale du réseau d'alimentation en eau ou de chauffage.
Définition des paramètres de canalisation
Section transversale

Le tuyau est un cylindre, il n'est donc pas difficile de faire des calculs
La section d'un profil circulaire est un cercle dont le diamètre est déterminé comme la différence entre la valeur du diamètre extérieur du produit moins l'épaisseur de paroi.
En géométrie, l'aire d'un cercle se calcule comme suit :
S = π R ^ 2 ou S = π (D / 2-N) ^ 2, où S est l'aire de la section interne ; π - nombre "pi" ; R est le rayon de la section ; D est le diamètre extérieur ; N est l'épaisseur de paroi du tuyau.
Noter! Si, dans les systèmes sous pression, le liquide remplit tout le volume de la canalisation, alors dans un égout gravitaire, seule une partie des parois est constamment mouillée. Dans de tels collecteurs, le concept de section transversale libre du tuyau est utilisé.
Surface extérieure
La surface du cylindre, qui est le profil rond, est un rectangle. Un côté de la figure est la longueur du segment de pipeline, et l'autre est la circonférence du cylindre.
Le calcul du balayage de canalisation est effectué selon la formule :
S = π D L, où S est l'aire du tuyau, L est la longueur du produit.
Surface intérieure
Un tel indicateur est utilisé dans le processus de calculs hydrodynamiques, lorsque la surface du tuyau est déterminée, qui est constamment en contact avec l'eau.
Lors de la détermination de ce paramètre, il convient de prendre en compte :
- Plus le diamètre des conduites d'eau est grand, moins le débit dépend de la rugosité des parois de l'ouvrage.
Sur une note! Si les canalisations de grand diamètre sont caractérisées par une courte longueur, la valeur de la résistance de la paroi peut être négligée.
- Dans les calculs hydrodynamiques, la rugosité de la surface du mur n'est pas moins importante que sa surface. Si l'eau passe à travers un tuyau d'eau rouillé à l'intérieur, sa vitesse est inférieure à la vitesse du liquide, qui s'écoule à travers une structure en polypropylène relativement lisse.
- Les réseaux, qui sont montés en acier non galvanisé, ont une surface interne variable. Pendant le fonctionnement, ils se couvrent de rouille et sont envahis par des dépôts minéraux, ce qui rétrécit la lumière du pipeline.
Important! Faites attention à ce fait si vous voulez faire de l'approvisionnement en eau froide à partir d'un matériau en acier. Le débit d'un tel système d'approvisionnement en eau sera divisé par deux après dix ans d'exploitation.
Le calcul du balayage du tuyau dans ce cas est fait en tenant compte du fait que le diamètre intérieur du cylindre est déterminé comme la différence entre le diamètre extérieur du profilé et le double de l'épaisseur de ses parois.
En conséquence, la surface du cylindre est déterminée par la formule:
S = (D-2N) L, où l'indicateur N est ajouté aux paramètres déjà connus, qui déterminent l'épaisseur de la paroi.

La formule de dépliage de la pièce permet de calculer la quantité d'isolation thermique requise
Pour savoir calculer le déroulement d'un tuyau, il suffit de se souvenir du cours de géométrie, qui est maîtrisé au collège. C'est bien que le programme scolaire trouve une application dans la vie adulte et aide à résoudre de graves problèmes liés à la construction. Puissent-ils aussi vous être utiles !
Comme je l'ai promis dans les commentaires de l'article, nous allons parler aujourd'hui du calcul de la longueur du balayage d'une pièce pliée en tôle. Bien entendu, ce ne sont pas seulement les pièces en tôle qui subissent le processus de pliage. Les détails du tour et...
Sections carrées, profilés pliés et tous les profilés laminés - cornières, canaux, poutres en I, tuyaux. Cependant, le pliage à froid des pièces en tôle est de loin le plus courant.
Pour garantir des rayons minimum, les pièces sont parfois chauffées avant pliage. Cela augmente la plasticité du matériau. En utilisant un pliage avec un impact de calibrage, on obtient que le rayon intérieur de la pièce devient absolument égal au rayon du poinçon. Avec un V-cintrage libre sur un listogib, le rayon intérieur est obtenu en pratique plus grand que le rayon du poinçon. Plus les propriétés élastiques du matériau de la pièce sont prononcées, plus le rayon intérieur de la pièce et le rayon du poinçon diffèrent l'un de l'autre.
La figure ci-dessous montre une tôle pliée d'une épaisseur s et largeur b coin. Vous devez trouver la longueur du balayage.

Le calcul de balayage sera effectué dans MS Excel.
Dans le dessin de la pièce, sont spécifiés : la valeur du rayon intérieur R, injection une et la longueur des sections droites L1 et L2... Tout semble simple - la géométrie élémentaire et l'arithmétique. Lors du pliage de la pièce, une déformation plastique du matériau se produit. Les fibres métalliques externes (par rapport au poinçon) sont étirées et les internes sont comprimées. Au milieu de la section, il y a une surface neutre ...
Mais tout le problème est que la couche neutre n'est pas située au milieu de la section métallique ! Pour référence : la couche neutre est la surface de l'emplacement des fibres métalliques classiques qui ne s'étirent pas et ne se compriment pas lors du pliage. De plus, cette surface (en quelque sorte) n'est pas la surface d'un cylindre circulaire. Certaines sources suggèrent qu'il s'agit d'un cylindre parabolique...
Je suis plus enclin à faire confiance aux théories classiques. Pour une section rectangulaire selon le matériau de résistance classique, la couche neutre est située à la surface d'un cylindre circulaire de rayon r .
r = s / dans(1+ s / R )
Sur la base de cette formule, un programme de calcul du dépliage de pièces en tôle en aciers St3 et 10 ... 20 dans Excel a été créé.
Dans les cellules avec un remplissage vert clair et turquoise, écrivez les données initiales. Dans une cellule avec un remplissage jaune clair, nous lisons le résultat du calcul.

1. Nous écrivons l'épaisseur de la feuille vierge s en millimètres
à la cellule D 3: 5,0
2. La longueur de la première section droite L1 en millimètres nous entrons
à la cellule D 4: 40,0
3. Rayon de courbure intérieur de la première section R1 écrire en millimètres
à la cellule D 5 : 5,0
4. Angle de pliage de la première section une1 en degrés on écrit
à la cellule D 6 : 90,0
5. La longueur de la deuxième section droite de la pièce L2 en millimètres nous entrons
à la cellule D 7 : 40,0
6. Ça y est, le résultat du calcul est la longueur de la partie dépliée L en millimètres
dans la cellule D 17 : = D4 + SI (D5 = 0; 0; PI () / 180 * D6 * D3 / LN ((D5 + D3) / D5)) + + D7 + SI (D8 = 0; 0; PI () / 180 * D9 * D3 / LN ((D8 + D3) / D8)) + D10 + + IF (D11 = 0; 0; PI () / 180 * D12 * D3 / LN ((D11 + D3) / D11)) + D13 + + SI (D14 = 0; 0; PI () / 180 * D15 * D3 / LN ((D14 + D3) / D14)) + D16=91.33
L = ∑ (Li +3.14/180* ai * s / dans((Ri + s )/ Ri )+ L(je +1))
À l'aide du programme proposé, vous pouvez calculer la longueur du balayage pour les pièces avec un coude - coins, avec deux coudes - canaux et profils en Z, avec trois et quatre coudes. S'il est nécessaire de calculer le dépliage d'une pièce avec un grand nombre de plis, alors le programme est très facile à modifier, élargissant les possibilités.
Un avantage important du programme proposé (par opposition à de nombreux programmes similaires) est la possibilité de définir à chaque étape différents angles et rayons de courbure.
Les résultats « corrects » sont-ils donnés par le programme ? Comparons le résultat obtenu avec les résultats des calculs selon la méthodologie exposée dans le "Manuel de l'ingénieur mécanicien" de V.I. Anuryev et dans le "Stamp Designer Handbook" de L.I. Rudman. De plus, nous ne prendrons en compte que la section curviligne, puisque les sections rectilignes, je l'espère, sont considérées comme les mêmes.
Vérifions l'exemple ci-dessus.
"Selon programme": 11,33 mm - 100,0%
"Selon Anuryev": 10,60 mm - 93,6%
"Selon Rudman": 11,20 mm - 98,9%
Augmentons le rayon de courbure dans notre exemple R1 deux fois - jusqu'à 10 mm. Encore une fois, faisons un calcul en utilisant trois méthodes.
"Selon le programme": 19,37 mm - 100,0%
"Selon Anuryev": 18,65 mm - 96,3%
Rudman : 19,30 mm - 99,6 %
Ainsi, la méthode de calcul proposée donne des résultats de 0,4% ... 1,1% de plus que "selon Rudman" et 6,4% ... 3,7% de plus que "selon Anuryev". Il est clair que l'erreur diminuera considérablement lorsque nous ajouterons des sections droites.
"Selon programme": 99,37 mm - 100,0%
"Selon Anuryev": 98,65 mm - 99,3%
Rudman : 99,30 mm - 99,9 %
Peut-être Rudman a-t-il compilé ses tableaux selon la même formule que j'utilise, mais avec une erreur de règle à calcul... Bien sûr, aujourd'hui c'est le XXIe siècle "dans la cour", et il n'est en quelque sorte pas facile de parcourir les tables!
En conclusion, j'ajouterai une "mouche dans la pommade". La longueur de balayage est un point très important et "délicat" ! Si le concepteur d'une pièce pliée (en particulier une pièce de haute précision (0,1 mm)) espère la calculer avec précision et la déterminer du premier coup, alors il espère en vain. Dans la pratique, de nombreux facteurs interfèrent avec le processus de pliage.- sens de laminage, tolérance sur l'épaisseur du métal, amincissement de la section au pli, "section trapézoïdale", température de la matière et de l'outillage, présence ou non de lubrification dans la zone de pliage, l'humeur du plieur... Dans bref, si le lot de pièces est volumineux et cher - vérifier avec l'expérience pratique la longueur de balayage sur plusieurs échantillons... Et seulement après avoir reçu une pièce appropriée, coupez les ébauches pour l'ensemble du lot. Et pour la fabrication des blancs de ces échantillons, la précision apportée par le programme de calcul de balayage est largement suffisante !
Les programmes de calcul "selon Anuryev" et "selon Rudman" dans Excel peuvent être trouvés sur le Web.
J'attends vos commentaires avec impatience, chers collègues.
Pour le reste, vous pouvez le télécharger comme ça...
Suite du sujet - dans l'article sur.
Lisez à propos du calcul de l'alésoir lors du cintrage de tuyaux et de tiges.
Comme je l'ai promis dans les commentaires de l'article, nous allons parler aujourd'hui du calcul de la longueur du balayage d'une pièce pliée en tôle. Bien entendu, ce ne sont pas seulement les pièces en tôle qui subissent le processus de pliage. Les détails du tour et...
Sections carrées, profilés pliés et tous les profilés laminés - cornières, canaux, poutres en I, tuyaux. Cependant, le pliage à froid des pièces en tôle est de loin le plus courant.
Pour garantir des rayons minimum, les pièces sont parfois chauffées avant pliage. Cela augmente la plasticité du matériau. En utilisant un pliage avec un impact de calibrage, on obtient que le rayon intérieur de la pièce devient absolument égal au rayon du poinçon. Avec un V-cintrage libre sur un listogib, le rayon intérieur est obtenu en pratique plus grand que le rayon du poinçon. Plus les propriétés élastiques du matériau de la pièce sont prononcées, plus le rayon intérieur de la pièce et le rayon du poinçon diffèrent l'un de l'autre.
La figure ci-dessous montre une tôle pliée d'une épaisseur s et largeur b coin. Vous devez trouver la longueur du balayage.

Le calcul de balayage sera effectué dans MS Excel.
Dans le dessin de la pièce, sont spécifiés : la valeur du rayon intérieur R, injection une et la longueur des sections droites L1 et L2... Tout semble simple - la géométrie élémentaire et l'arithmétique. Lors du pliage de la pièce, une déformation plastique du matériau se produit. Les fibres métalliques externes (par rapport au poinçon) sont étirées et les internes sont comprimées. Au milieu de la section, il y a une surface neutre ...
Mais tout le problème est que la couche neutre n'est pas située au milieu de la section métallique ! Pour référence : la couche neutre est la surface de l'emplacement des fibres métalliques classiques qui ne s'étirent pas et ne se compriment pas lors du pliage. De plus, cette surface (en quelque sorte) n'est pas la surface d'un cylindre circulaire. Certaines sources suggèrent qu'il s'agit d'un cylindre parabolique...
Je suis plus enclin à faire confiance aux théories classiques. Pour une section rectangulaire selon le matériau de résistance classique, la couche neutre est située à la surface d'un cylindre circulaire de rayon r .
r = s / dans(1+ s / R )
Sur la base de cette formule, un programme de calcul du dépliage de pièces en tôle en aciers St3 et 10 ... 20 dans Excel a été créé.
Dans les cellules avec un remplissage vert clair et turquoise, écrivez les données initiales. Dans une cellule avec un remplissage jaune clair, nous lisons le résultat du calcul.

1. Nous écrivons l'épaisseur de la feuille vierge s en millimètres
à la cellule D 3: 5,0
2. La longueur de la première section droite L1 en millimètres nous entrons
à la cellule D 4: 40,0
3. Rayon de courbure intérieur de la première section R1 écrire en millimètres
à la cellule D 5 : 5,0
4. Angle de pliage de la première section une1 en degrés on écrit
à la cellule D 6 : 90,0
5. La longueur de la deuxième section droite de la pièce L2 en millimètres nous entrons
à la cellule D 7 : 40,0
6. Ça y est, le résultat du calcul est la longueur de la partie dépliée L en millimètres
dans la cellule D 17 : = D4 + SI (D5 = 0; 0; PI () / 180 * D6 * D3 / LN ((D5 + D3) / D5)) + + D7 + SI (D8 = 0; 0; PI () / 180 * D9 * D3 / LN ((D8 + D3) / D8)) + D10 + + IF (D11 = 0; 0; PI () / 180 * D12 * D3 / LN ((D11 + D3) / D11)) + D13 + + SI (D14 = 0; 0; PI () / 180 * D15 * D3 / LN ((D14 + D3) / D14)) + D16=91.33
L = ∑ (Li +3.14/180* ai * s / dans((Ri + s )/ Ri )+ L(je +1) )
À l'aide du programme proposé, vous pouvez calculer la longueur du balayage pour les pièces avec un coude - coins, avec deux coudes - canaux et profils en Z, avec trois et quatre coudes. S'il est nécessaire de calculer le dépliage d'une pièce avec un grand nombre de plis, alors le programme est très facile à modifier, élargissant les possibilités.
Un avantage important du programme proposé (par opposition à de nombreux programmes similaires) est la possibilité de définir à chaque étape différents angles et rayons de courbure.
Les résultats « corrects » sont-ils donnés par le programme ? Comparons le résultat obtenu avec les résultats des calculs selon la méthodologie exposée dans le "Manuel de l'ingénieur mécanicien" de V.I. Anuryev et dans le "Stamp Designer Handbook" de L.I. Rudman. De plus, nous ne prendrons en compte que la section curviligne, puisque les sections rectilignes, je l'espère, sont considérées comme les mêmes.
Vérifions l'exemple ci-dessus.
"Selon programme": 11,33 mm - 100,0%
"Selon Anuryev": 10,60 mm - 93,6%
"Selon Rudman": 11,20 mm - 98,9%
Augmentons le rayon de courbure dans notre exemple R1 deux fois - jusqu'à 10 mm. Encore une fois, faisons un calcul en utilisant trois méthodes.
"Selon le programme": 19,37 mm - 100,0%
"Selon Anuryev": 18,65 mm - 96,3%
Rudman : 19,30 mm - 99,6 %
Ainsi, la méthode de calcul proposée donne des résultats de 0,4% ... 1,1% de plus que "selon Rudman" et 6,4% ... 3,7% de plus que "selon Anuryev". Il est clair que l'erreur diminuera considérablement lorsque nous ajouterons des sections droites.
"Selon programme": 99,37 mm - 100,0%
"Selon Anuryev": 98,65 mm - 99,3%
Rudman : 99,30 mm - 99,9 %
Peut-être Rudman a-t-il compilé ses tableaux selon la même formule que j'utilise, mais avec une erreur de règle à calcul... Bien sûr, aujourd'hui c'est le XXIe siècle "dans la cour", et il n'est en quelque sorte pas facile de parcourir les tables!
En conclusion, j'ajouterai une "mouche dans la pommade". La longueur de balayage est un point très important et "délicat" ! Si le concepteur d'une pièce pliée (en particulier une pièce de haute précision (0,1 mm)) espère la calculer avec précision et la déterminer du premier coup, alors il espère en vain. Dans la pratique, de nombreux facteurs interfèrent avec le processus de pliage.- sens de laminage, tolérance sur l'épaisseur du métal, amincissement de la section au pli, "section trapézoïdale", température de la matière et de l'outillage, présence ou non de lubrification dans la zone de pliage, l'humeur du plieur... Dans bref, si le lot de pièces est volumineux et cher - vérifier avec l'expérience pratique la longueur de balayage sur plusieurs échantillons... Et seulement après avoir reçu une pièce appropriée, coupez les ébauches pour l'ensemble du lot. Et pour la fabrication des blancs de ces échantillons, la précision apportée par le programme de calcul de balayage est largement suffisante !
Calculer la surface ou la section transversale du pipeline est aidé par la formule de la longueur de l'ébauche de tuyau dépliée. Le calcul est basé sur la taille du futur tracé et le diamètre de l'ouvrage prévu. Dans quels cas de tels calculs sont nécessaires et comment ils sont effectués, cet article le dira.
Quand des calculs sont nécessaires
Les paramètres sont calculés sur une calculatrice ou à l'aide de programmes en ligne
Quelle surface doit avoir la surface du pipeline, il est important de le savoir dans les cas suivants.
- Lors du calcul du transfert de chaleur d'un sol ou d'un registre "chaud". Ici, la surface totale est calculée, ce qui dégage de la chaleur dans la pièce, émanant du liquide de refroidissement.
- Lorsque les pertes de chaleur sont déterminées en cours de route de la source d'énergie thermique aux éléments chauffants - radiateurs, convecteurs, etc. Pour déterminer le nombre et la taille de tels appareils, vous devez connaître la quantité de calories que nous devons avoir, et elle s'affiche en tenant compte du balayage du tuyau.
- Pour déterminer le montant requis matériau d'isolation thermique, revêtement anti-corrosion et peinture. Lors de la construction d'autoroutes d'une longueur de kilomètres, un calcul précis permet à l'entreprise d'économiser beaucoup d'argent.
- Lors de la détermination d'une section transversale du profil rationnellement justifiée, qui pourrait fournir la conductivité maximale du réseau d'alimentation en eau ou de chauffage.
Définition des paramètres de canalisation
Section transversale
Le tuyau est un cylindre, il n'est donc pas difficile de faire des calculs
La section d'un profil circulaire est un cercle dont le diamètre est déterminé comme la différence entre la valeur du diamètre extérieur du produit moins l'épaisseur de paroi.
En géométrie, l'aire d'un cercle se calcule comme suit :
S = π R ^ 2 ou S = π (D / 2-N) ^ 2, où S est l'aire de la section interne ; π - nombre "pi" ; R est le rayon de la section ; D est le diamètre extérieur ; N est l'épaisseur de paroi du tuyau.
Noter! Si, dans les systèmes sous pression, le liquide remplit tout le volume de la canalisation, alors dans un égout gravitaire, seule une partie des parois est constamment mouillée. Dans de tels collecteurs, le concept de section transversale libre du tuyau est utilisé.
Surface extérieure
La surface du cylindre, qui est le profil rond, est un rectangle. Un côté de la figure est la longueur du segment de pipeline, et l'autre est la circonférence du cylindre.
Le calcul du balayage de canalisation est effectué selon la formule :
S = π D L, où S est l'aire du tuyau, L est la longueur du produit.
Surface intérieure
Un tel indicateur est utilisé dans le processus de calculs hydrodynamiques, lorsque la surface du tuyau est déterminée, qui est constamment en contact avec l'eau.
Lors de la détermination de ce paramètre, il convient de prendre en compte :
- Plus le diamètre est grand Tuyaux d'eau, moins la vitesse de l'écoulement passant dépend de la rugosité des parois de l'ouvrage.
Sur une note! Si les pipelines avec grand diamètre se caractérisent par une faible longueur, la valeur de la résistance des murs peut être négligée.
- Dans les calculs hydrodynamiques, la rugosité de la surface du mur n'est pas moins importante que sa surface. Si l'eau passe à travers un tuyau d'eau rouillé à l'intérieur, sa vitesse est inférieure à la vitesse du liquide, qui s'écoule à travers une structure en polypropylène relativement lisse.
- Les réseaux, qui sont montés en acier non galvanisé, ont une surface interne variable. Pendant le fonctionnement, ils se couvrent de rouille et sont envahis par des dépôts minéraux, ce qui rétrécit la lumière du pipeline.
Important! Faites attention à ce fait si vous voulez faire de l'approvisionnement en eau froide à partir d'un matériau en acier. Le débit d'un tel système d'approvisionnement en eau sera divisé par deux après dix ans d'exploitation.
Le calcul du balayage du tuyau dans ce cas est fait en tenant compte du fait que le diamètre intérieur du cylindre est déterminé comme la différence entre le diamètre extérieur du profilé et le double de l'épaisseur de ses parois.
En conséquence, la surface du cylindre est déterminée par la formule:
S = (D-2N) L, où l'indicateur N est ajouté aux paramètres déjà connus, qui déterminent l'épaisseur de la paroi.

La formule de dépliage de la pièce permet de calculer la quantité d'isolation thermique requise
Pour savoir calculer le déroulement d'un tuyau, il suffit de se souvenir du cours de géométrie, qui est maîtrisé au collège. C'est bien que le programme scolaire trouve une application dans la vie adulte et aide à résoudre de graves problèmes liés à la construction. Puissent-ils aussi vous être utiles !
Chapitre VII. Cintrage du métal
Article 26. Informations générales
Le pliage est une méthode de traitement du métal par pression, dans laquelle une pièce ou une partie de celle-ci reçoit une forme incurvée. Le pliage de serrurier est effectué avec des marteaux (de préférence avec des gâches souples) dans un étau, sur une plaque ou à l'aide de dispositifs spéciaux. Les tôles fines sont pliées avec des maillets, des produits en fil métallique jusqu'à 3 mm de diamètre - avec des pinces ou des pinces à bec rond. Seul le matériau plastique est plié.

Le pliage de pièces est l'une des opérations de serrurier les plus courantes. La fabrication de pièces souples est possible aussi bien manuellement sur un outil support et mandrins, que sur des plieuses (presses).
L'essence du pliage réside dans le fait qu'une partie de la pièce est pliée par rapport à l'autre selon un angle donné. Cela se passe comme suit : une force de flexion agit sur la pièce, qui repose librement sur deux supports, ce qui provoque des contraintes de flexion dans la pièce, et si ces contraintes ne dépassent pas la limite élastique du matériau, la déformation reçue par la pièce est élastique, et lors du retrait de la charge, la pièce prend la vue initiale (se redresse).
Cependant, lors du pliage, il est nécessaire de s'assurer que la pièce conserve sa forme après avoir retiré la charge, par conséquent les contraintes de flexion doivent dépasser la limite élastique et la déformation de la pièce dans ce cas sera plastique, tandis que les couches internes de la pièce sont comprimées et raccourcies, les couches externes sont étirées et leur longueur augmente. ... Dans le même temps, la couche médiane de la pièce - la ligne neutre - ne subit ni compression ni tension, et sa longueur avant et après pliage reste constante (Fig. 93, a). Par conséquent, la détermination des dimensions des ébauches de profilés se réduit au calcul de la longueur des sections droites (étagères), de la longueur de raccourcissement de l'ébauche dans l'arrondi ou de la longueur de la ligne neutre dans l'arrondi.
Lors du pliage de pièces à angle droit sans arrondir à l'intérieur, la tolérance de pliage est prise de 0,5 à 0,8 de l'épaisseur du matériau. En ajoutant la longueur des côtés intérieurs de l'équerre ou de l'agrafe, on obtient la longueur de la pièce à usiner.

Exemple 1... En figue. 93, c, d montre un carré et un support avec des coins intérieurs droits.
Les dimensions du carré (Fig. 93, c) : a = 30 mm, b = 70 mm, t = 6 mm. Longueur de balayage
L = a + b + 0,5t = 30 + 70 + 3 = 103 mm.
Dimensions des agrafes (Fig. 93, d) : a = 70 mm, b = 80 mm, c = 60 mm, t = 4 mm. Longueur de développement du flan d'agrafes
L = 70 + 80 + 60 + 2 = 212 mm.
Nous divisons le carré selon le dessin en sections. Nous substituons leurs dimensions a = 50 mm, b = 30 mm, t = 6 mm, r = 4 mm dans la formule
L = a + b + / 2 (r + t / 2)
On obtient alors :
L = 50 + 30 + 3,14 / 2 (4 + 6/2) = 50 + 30 + 1,57⋅7 = 90,99 91 mm.
Nous divisons le support en sections, comme indiqué sur le dessin. Leurs dimensions sont : a = 80 mm, h = 65 mm, c = 120 mm, t = 5 mm, r = 2,5 mm.
L = a + h + c + (r + t / 2) = 80 + 65 + 120 + 3,14 (2,5 + 5/2),
Par conséquent,
L = 265 4 + 15,75 = 280,75 mm.
En pliant cette bande en cercle, nous obtenons un anneau cylindrique et la partie extérieure du métal s'étirera quelque peu et la partie intérieure rétrécira. Par conséquent, la longueur de la pièce correspondra à la longueur de la ligne médiane du cercle, passant au milieu entre les circonférences extérieure et intérieure de la bague.
Longueur de la pièce
Connaissant le diamètre du cercle médian de la bague et en substituant sa valeur numérique dans la formule, on trouve la longueur de la pièce :
L = D = 3,14 108 = 339,12 mm.
À la suite de calculs préliminaires, vous pouvez faire une partie des dimensions spécifiées.

Au cours du processus de pliage, des contraintes et des déformations importantes surviennent dans le métal. Ils sont particulièrement visibles lorsque le rayon de courbure est petit. Pour éviter l'apparition de fissures dans les couches externes, le rayon de courbure ne doit pas être inférieur au rayon minimum admissible, qui est sélectionné en fonction de l'épaisseur et du type de matériau à cintrer (Fig. 95).
Comme je l'ai promis dans les commentaires de l'article, nous allons parler aujourd'hui du calcul de la longueur du balayage d'une pièce pliée de tôle... Bien entendu, ce ne sont pas seulement les pièces en tôle qui subissent le processus de pliage. Les détails du tour et...
Sections carrées, profilés pliés et tous les profilés laminés - cornières, canaux, poutres en I, tuyaux. Cependant, le pliage à froid des pièces en tôle est de loin le plus courant.
Pour garantir des rayons minimum, les pièces sont parfois chauffées avant pliage. Cela augmente la plasticité du matériau. En utilisant un pliage avec un impact de calibrage, on obtient que le rayon intérieur de la pièce devient absolument égal au rayon du poinçon. Avec un V-cintrage libre sur un listogib, le rayon intérieur est obtenu en pratique plus grand que le rayon du poinçon. Plus les propriétés élastiques du matériau de la pièce sont prononcées, plus le rayon intérieur de la pièce et le rayon du poinçon diffèrent l'un de l'autre.
La figure ci-dessous montre une tôle pliée d'une épaisseur s et largeur b coin. Vous devez trouver la longueur du balayage.

Le calcul de balayage sera effectué dans MS Excel.
Dans le dessin de la pièce, sont spécifiés : la valeur du rayon intérieur R, injection une et la longueur des sections droites L1 et L2... Tout semble simple - la géométrie élémentaire et l'arithmétique. Lors du pliage de la pièce, une déformation plastique du matériau se produit. Les fibres métalliques externes (par rapport au poinçon) sont étirées et les internes sont comprimées. Au milieu de la section, il y a une surface neutre ...
Mais tout le problème est que la couche neutre n'est pas située au milieu de la section métallique ! Pour référence : la couche neutre est la surface de l'emplacement des fibres métalliques classiques qui ne s'étirent pas et ne se compriment pas lors du pliage. De plus, cette surface (en quelque sorte) n'est pas la surface d'un cylindre circulaire. Certaines sources suggèrent qu'il s'agit d'un cylindre parabolique...
Je suis plus enclin à faire confiance aux théories classiques. Pour une section rectangulaire selon le matériau de résistance classique, la couche neutre est située à la surface d'un cylindre circulaire de rayon r .
r = s / dans(1+ s / R )
Sur la base de cette formule, un programme de calcul du dépliage de pièces en tôle en aciers St3 et 10 ... 20 dans Excel a été créé.
Dans les cellules avec un remplissage vert clair et turquoise, écrivez les données initiales. Dans une cellule avec un remplissage jaune clair, nous lisons le résultat du calcul.

1. Nous écrivons l'épaisseur de la feuille vierge s en millimètres
à la cellule D 3: 5,0
2. La longueur de la première section droite L1 en millimètres nous entrons
à la cellule D 4: 40,0
3. Rayon de courbure intérieur de la première section R1 écrire en millimètres
à la cellule D 5 : 5,0
4. Angle de pliage de la première section une1 en degrés on écrit
à la cellule D 6 : 90,0
5. La longueur de la deuxième section droite de la pièce L2 en millimètres nous entrons
à la cellule D 7 : 40,0
6. Ça y est, le résultat du calcul est la longueur de la partie dépliée L en millimètres
dans la cellule D 17 : = D4 + SI (D5 = 0; 0; PI () / 180 * D6 * D3 / LN ((D5 + D3) / D5)) + + D7 + SI (D8 = 0; 0; PI () / 180 * D9 * D3 / LN ((D8 + D3) / D8)) + D10 + + IF (D11 = 0; 0; PI () / 180 * D12 * D3 / LN ((D11 + D3) / D11)) + D13 + + SI (D14 = 0; 0; PI () / 180 * D15 * D3 / LN ((D14 + D3) / D14)) + D16=91.33
L = ∑ (Li +3.14/180* ai * s / dans((Ri + s )/ Ri )+ L(je +1))
À l'aide du programme proposé, vous pouvez calculer la longueur du balayage pour les pièces avec un coude - coins, avec deux coudes - canaux et profils en Z, avec trois et quatre coudes. S'il est nécessaire de calculer le dépliage d'une pièce avec un grand nombre de plis, alors le programme est très facile à modifier, élargissant les possibilités.
Un avantage important du programme proposé (par opposition à de nombreux programmes similaires) est la possibilité de définir à chaque étape différents angles et rayons de courbure.
Les résultats « corrects » sont-ils donnés par le programme ? Comparons le résultat obtenu avec les résultats des calculs selon la méthodologie exposée dans le "Manuel de l'ingénieur mécanicien" de V.I. Anuryev et dans le "Stamp Designer Handbook" de L.I. Rudman. De plus, nous ne prendrons en compte que la section curviligne, puisque les sections rectilignes, je l'espère, sont considérées comme les mêmes.
Vérifions l'exemple ci-dessus.
"Selon programme": 11,33 mm - 100,0%
"Selon Anuryev": 10,60 mm - 93,6%
"Selon Rudman": 11,20 mm - 98,9%
Augmentons le rayon de courbure dans notre exemple R1 deux fois - jusqu'à 10 mm. Encore une fois, faisons un calcul en utilisant trois méthodes.
"Selon le programme": 19,37 mm - 100,0%
"Selon Anuryev": 18,65 mm - 96,3%
Rudman : 19,30 mm - 99,6 %
Ainsi, la méthode de calcul proposée donne des résultats de 0,4% ... 1,1% de plus que "selon Rudman" et 6,4% ... 3,7% de plus que "selon Anuryev". Il est clair que l'erreur diminuera considérablement lorsque nous ajouterons des sections droites.
"Selon programme": 99,37 mm - 100,0%
"Selon Anuryev": 98,65 mm - 99,3%
Rudman : 99,30 mm - 99,9 %
Peut-être Rudman a-t-il compilé ses tableaux selon la même formule que j'utilise, mais avec une erreur de règle à calcul... Bien sûr, aujourd'hui c'est le XXIe siècle "dans la cour", et il n'est en quelque sorte pas facile de parcourir les tables!
En conclusion, j'ajouterai une "mouche dans la pommade". La longueur de balayage est un point très important et "délicat" ! Si le concepteur d'une pièce pliée (en particulier une pièce de haute précision (0,1 mm)) espère la calculer avec précision et la déterminer du premier coup, alors il espère en vain. Dans la pratique, de nombreux facteurs interfèrent avec le processus de pliage.- sens de laminage, tolérance sur l'épaisseur du métal, amincissement de la section au pli, "section trapézoïdale", température de la matière et de l'outillage, présence ou non de lubrification dans la zone de pliage, l'humeur du plieur... Dans bref, si le lot de pièces est volumineux et cher - vérifier avec l'expérience pratique la longueur de balayage sur plusieurs échantillons... Et seulement après avoir reçu une pièce appropriée, coupez les ébauches pour l'ensemble du lot. Et pour la fabrication des blancs de ces échantillons, la précision apportée par le programme de calcul de balayage est largement suffisante !
Les programmes de calcul "selon Anuryev" et "selon Rudman" dans Excel peuvent être trouvés sur le Web.
J'attends vos commentaires avec impatience, chers collègues.
Pour le reste, vous pouvez le télécharger comme ça...
Suite du sujet - dans l'article sur.
Lisez à propos du calcul de l'alésoir lors du cintrage de tuyaux et de tiges.