Materiali i mirë i përgjithshëm mund të kursejë shumë kohë një saldator fillestar dhe ta ndihmojë atë të bëjë pa kurse speciale. Mësimi i saldimit në mënyrë korrekte nuk është i vështirë, kërkon njohuri të teorisë dhe një sasi të caktuar praktike.
Është e pamundur të zotërosh saldimin pa njohuri teorike, sepse:
- Ju nuk do të merrni një shtresë cilësore.
- Ju mund të lëndoheni ose të tjerët mund të lëndohen.
- Pajisjet mund të dëmtohen.
Saldimi elektrik është bashkimi i pjesëve metalike me shkrirje me një hark elektrik. Një rrymë elektrike e kaluar përmes hendekut midis elektrodës dhe metalit shkakton temperaturë të madhe, shkrin skajet dhe e transferon metalin nga elektroda në shtresë. Rezulton se dy sipërfaqe metalike janë të lidhura në mënyrë monolitike.
Masat paraprake të sigurisë
Saldimi elektrik është i popullarizuar. Pajisja është e vogël në përmasa dhe është e aftë për të lidhur hermetikisht pjesë në çdo pozicion hapësinor është i shpejtë dhe i kontrollueshëm. Kur punoni, jini të vetëdijshëm për rreziqet shëndetësore:
- Lëndimi i syrit. Harku i saldimit lëshon energji drite, e cila mund të djegë kornenë e syrit dhe të ngulitet në retinë. Ndjenja e rërës nën qepallat, vështirësia në vezullimin, ënjtja - këto simptoma largohen për një kohë mjaft të gjatë. Një maskë me gotë speciale do t'ju ndihmojë të mbroni sytë përpara se të ndizni harkun, paralajmëroni të tjerët duke bërtitur: "Sytë!"
- Goditje elektrike. Harku elektrik është kalimi i rrymës elektrike përmes hendekut midis elektrodës dhe metalit. Sa më e madhe të jetë rryma, aq më i ndritshëm është harku. Por nëse kjo rrymë kalon nëpër trupin e një personi, ai do të vdesë. Për të shmangur goditjen elektrike:
- Monitoroni integritetin e gërshetit të kabllit dhe izolimin e mbajtësit.
- Përdorni mbajtëse të izoluara me cilësi të lartë, mos i kapni pjesët e zhveshura të mbajtëseve me duar të zhveshura.
- Kur punoni vazhdimisht, vishni këpucë sigurie me thembra të gomës.
- Lëkura djegie. Rrezatimi ultravjollcë i harkut dhe peshores që fluturojnë në të gjitha drejtimet dëmtojnë lëkurën. Për të shmangur problemet, përdorni doreza mbrojtëse - gater. Ju duhet të visheni vetëm me veshje pambuku ose të ngopura posaçërisht - pantallona të gjera saldimi, xhinse. Dorezat e pambukut ose dorezat e saldimit përdoren për të mbrojtur duart. Nuk duhet të ketë lëkurë të ekspozuar gjatë saldimit.
- Helmimi me gaz. E gjithë puna duhet të kryhet në një zonë të ajrosur, nën kapuç ose në ajër të pastër. Do të jetë e dobishme të përdorni gjysmë maska filtruese ose respiratorë.
Llojet e saldimit elektrik
Ka disa drejtime kryesore:
- MMA. Saldimi me një elektrodë në një shtresë mbrojtëse. Një teknologji universale që ju lejon të merrni një shtresë të shkëlqyer në çdo pozicion hapësinor. Përdoren pajisje të thjeshta për shndërrimin e rrymës alternative në rrymë të vazhdueshme, transformator ose inverter. Fuqia aktuale varet nga trashësia e metalit që shkrihet dhe elektrodës së përdorur, duke filluar nga 30 në 200 Amper. Një elektrodë është një shufër metalike e veshur me veshje. Gjatë saldimit, veshja shkrihet dhe mbron shkrirjen nga ajri.
- MIG. Saldimi në një mjedis me gaz mbrojtës. Elektroda është një tel që futet në pishinën e saldimit me një shpejtësi konstante. Dioksidi i karbonit ose një përzierje e gazrave furnizohet në zonën e saldimit përmes një zorrë. Ata zhvendosin oksigjenin dhe mbrojnë shtresën e saldimit. Përparësitë e këtij lloji saldimi janë mungesa e skorjeve, cilësia e lartë e saldimit dhe aftësia për të salduar metal të hollë.
- TIG. Saldimi i metaleve me ngjyra në një mjedis mbrojtës me gaz duke përdorur një elektrodë jo të konsumueshme. Përdoret gjerësisht për bashkimin e metaleve me ngjyra dhe lidhjeve.
Ekzistojnë disa lloje të teknologjive të ndryshme të përdorura në automobila ose në ndërtimin e anijeve. Ata kërkojnë kualifikime të veçanta të saldatorit. Aftësitë e shkrirjes ose futjes manuale të telit në pishinën e saldimit janë specifike dhe të arritshme për saldatorët e gradave më të larta.
nn nrn(adsbygoogle = window.adsbygoogle || ).push());rn
Teknologjia e saldimit
Saldim - bashkim i pjesëve metalike duke shkrirë skajet dhe duke shtuar metal mbushës. Si rezultat, formohet një shtresë saldimi, skajet janë të lidhura fort.
Shenjat e një qepje cilësore:
- Penetrimi. Metali i saldimit duhet të depërtojë në të gjithë trashësinë. Gjatë procesit të saldimit, skajet shkrihen në mënyrë të barabartë nëse shkrini njërën anë, rruaza do të dalë e pabarabartë.
- Uniformiteti. Lidhja duhet të përbëhet nga metal i fortë, pa përfshirë skorje ose predha. Kalimet dhe dështimet nuk lejohen.
- Forca. Pasi qepja të ftohet, mund të krijohen mikroçarje.
- Asnjë nënprerje. Një hark shumë i fortë "pret" skajet e pjesëve, duke i dobësuar ato.
- Formë uniforme konvekse. Si një rul tepër i trashë dhe një rul konkav konsiderohen të dëmtuar. Kjo tregon një forcë aktuale të zgjedhur gabimisht.
Veshja duhet të jetë uniforme, pa "peshore", të varura ose përkulje të panevojshme. Gjerësia e tegelit përcaktohet nga trashësia e pjesëve që saldohen. Shumë e ngushtë do të jetë e brishtë, shumë e gjerë do të dobësojë produktin.
Përpara se të lidhni pjesët që ju nevojiten:
- Përcaktoni llojin e lidhjes - prapanicë, mbivendosje, qoshe, nyje T.
- Përcaktoni pozicionin hapësinor - vertikal, horizontal, tavan.
- Vlerësoni trashësinë e pjesëve që do të saldohen.
- Zgjidhni elektrodën. Trashësia varet nga thellësia e tegelit.
- Përcaktoni forcën aktuale. Paketat përmbajnë tabela të përafërta të rekomanduara, por duhet të mbështeteni në ndjenjat tuaja personale. Është më mirë të zgjidhni forcën maksimale të mundshme aktuale, por mos digjeni përmes metalit. Forca aktuale në lidhjet e tavanit është më e ulët se në ato horizontale.
- Ne i përgatisim pjesët - i zbërthejmë pjesët e trasha dhe përdorim ngjitje për të vendosur hendekun. Ne pastrojmë pjesët nga ndryshku dhe boja.
Mësoni të gatuani me saldim elektrik
Pasi të keni përgatitur pjesët për saldim, të vendosni forcën e përafërt të rrymës dhe të vishni veshje speciale, mund të përgatiteni për saldimin aktual.
Ne e lidhim pajisjen.
- Ne lidhim telat me makinën e saldimit. Zakonisht ata përdorin një lidhje "të kundërt" - minus (masa) lidhet me sipërfaqen që do të saldohet, plus me mbajtësin. Lidhja direkte përdoret siç rekomandohet nga prodhuesit e elektrodave.
- Kontrollimi i mbajtësit. Mund të jetë i bërë në shtëpi ose në fabrikë. Kërkesat kryesore janë forca e fiksimit të elektrodës, mundësia e zëvendësimit të shpejtë, mungesa e pjesëve të gjalla dhe izolimi i nxehtësisë së dorezës. Kontakti i dobët midis mbajtësit dhe kabllit shkakton rritje të rezistencës dhe ngrohjes, dhe izolimi digjet.
- Lidhni tokën. Mënyra më e thjeshtë është bashkimi i tij në metal, por është më mirë të përdorni pincë shtrënguese ose masë magnetike.
- Në varësi të pozicionit hapësinor, është e rëndësishme të zgjidhni këndin e lidhjes së elektrodës me mbajtësin. Në mënyrë tipike, elektroda duhet të drejtohet në një kënd 45 gradë ndaj pjesës që saldohet. Thellësia e depërtimit dhe lartësia e rruazës së saldimit varen nga pjerrësia e elektrodës.
Zgjedhja e elektrodave
Ekziston një teknologji për vetë-prodhim: teli zhytet në xhami të lëngshëm dhe mbështillet në rërë me shtimin e aditivëve - boraks, sode, kripëra. Sot ka lloje të ndryshme elektrodash në shitje.
Elektrodat janë të ndara:
- Me shtresë bazë. Ato janë të vështira për t'u ndezur, por prodhojnë pak skorje. Ato janë të lehta për t'u kontrolluar dhe cilësia e tegelit është e lartë. Kërkon trajnim të mirë të saldatorit.
- Me veshje rutile ose acid. Ata japin më shumë skorje dhe kërkojnë aftësi. Lehtë për t'u ndezur, shtresa mbrohet më mirë. Avantazhi i kësaj veshjeje është se ka më pak formim të gazrave gjatë saldimit, gjë që është e mirë për shëndetin. Është më mirë të përdorni këtë lloj kur studioni.
Diametri zgjidhet në bazë të trashësisë së pjesëve që saldohen. Sa më e trashë të jetë shtresa, aq më e lartë është rryma, aq më e trashë është elektroda. Është optimale të përdoret, për shembull, një elektrodë me diametër 3 milimetra për saldimin e metaleve me trashësi 2 - 4 mm.
Ndriçimi i harkut
Salduesit fillestarë përballen me vështirësi në fillim. Ka disa mënyra për të ndezur saktë një hark:
- Gërvishtje. Një metodë e thjeshtë, lëvizja i ngjan ndezjes së një shkrepseje. Harku që rezulton mbahet dhe transferohet në fillim të shtresës. Disavantazhi i kësaj metode është rënia dhe spërkatja e metalit jashtë harkut.
- Goditi. Një film skorje formohet në majë të elektrodës dhe harku nuk mund të ndizet. Për të rrëzuar skorjen, duhet të prekni lehtë sipërfaqen disa herë. Shkëndija e harkut që rezulton mbahet dhe transferohet në fillim të shtresës. Me këtë metodë, elektroda shpesh "ngjitet" - ngjitet. Është e kotë ta grish atë, duhet ta "shpërthesh" me lëvizje lëkundëse.
Harku i ndezur formon një pishinë saldimi. Kur fillojmë saldimin, bëjmë një lëvizje të vogël rrethore - trazojmë banjën.
Për të siguruar që asnjë gjurmë e ndezjes së harkut të mos mbetet në pjesën, ne përdorim hakimet e mëposhtme të jetës:
- Ne gërvishtim përgjatë shtresës, ndezim një hark dhe e transferojmë atë në fillim të shtresës. Lëvizjet nuk shtrihen përtej shtresës, dhe gjurmët e ndezjes së harkut janë ngjitur.
- Ne përdorim pjatën fillestare. Mund të ndizni elektrodën dhe të filloni saldimin në një copë metali të ngjitur në fillim të shtresës. Më pas, pllaka e fillimit pritet ose pritet.

Zgjedhja e fuqisë aktuale
Për të marrë një pishinë saldimi të kontrolluar, duhet të përcaktoni saktë forcën aktuale. Kjo varet nga:
- Raporti i diametrit të elektrodës me trashësinë e metalit që saldohet.
- Pozicioni hapësinor.
- Shpejtësia e lëvizjes së saldatorit.
Para fillimit të punës, shtresa e trajnimit është ngjitur. Forca e saktë aktuale përcaktohet nga natyra e banjës.
Salduesit me përvojë vendosin vlerat maksimale - kjo ndihmon në saldimin më të shpejtë.
Qepjet horizontale ngjiten me rrymë të lartë, në shtresat vertikale rryma zvogëlohet me 10 - 15%, shtresat e tavanit kërkojnë një ulje prej 20 - 30% në krahasim me ato horizontale.
Mbajeni elektrodën në mënyrë korrekte
Cilësia e tegelit ndikohet shumë nga gjatësia e harkut, trajektorja e lëvizjes, shpejtësia e saldimit dhe këndi i elektrodës.
Lëvizjet e elektrodave
- Lëvizjet reciproke përgjatë tegelit. Ata prodhojnë një shtresë të ngushtë me ngrohje të mirë. Mund të përdoret kur lidhni pjesë të hollë me një hendek të vogël.
- Vibruese tërthore. Secili saldator ka preferencat dhe zakonet e tij të "nënshkrimit" - disa udhëheqin me një gjysmëhënës, disa me një "figurë tetë", në formë Z, lëkundje me shumë kthesa. Përdoret nëse keni nevojë të merrni një shtresë të gjerë, me një hendek të madh ose këmishë saldimi. Rregulli është që sa më e trashë të jetë pjesa, aq më gjatë duhet të qëndroni në skajet e saj për ta ngrohur mirë.

Gjatësia e harkut
Një gabim i zakonshëm i bërë nga saldatorët fillestarë është mosmbajtja e gjatësisë së harkut. Një hark "i shkurtër" nuk do të ngrohë metalin, saldimi mund të dalë poroz dhe i pabarabartë. Një "hark i gjatë" do të mbinxehë metalin, por do ta shpërndajë metalin në sipërfaqe. Lidhja nuk do të funksionojë, ajo do të jetë e përdredhur, e pakontrollueshme, me skorje të ndërthurura dhe spërkatje rreth tegelit. Është optimale të mbani gjatësinë e harkut 2-3 mm.

Shpejtësia e saldimit
Nëse gatuani shumë ngadalë, ekziston rreziku i mbinxehjes dhe djegies së metalit. Tegeli do të jetë gjysmërrethor dhe konveks.
Lëvizja e shpejtë e elektrodës do të rezultojë në mungesë depërtimi, një shtresë me ndërprerje. Tegeli do të jetë i ngushtë, me përfshirje skorje dhe zgavra.
Pozicioni i elektrodës
Nëse mbahet pingul, do të ketë ngrohje të tepërt të pjesës, e cila mund të çojë në djegie.
Një kënd i vogël i prirjes do të çojë në formimin e zgavrave, duke e bërë më të vështirë kontrollin e tegelit.
Është mirë ta mbani atë në një kënd prej 45 gradë.
Elektroda nuk duhet të "shtyjë" shtresën, por ta "zvarrit" atë. Kjo siguron ngrohjen optimale, uniformitetin e tegelit dhe kontrollueshmërinë e pishinës së saldimit.

nnrn (funksion(w, d, n, s, t) (rn w[n] = w[n] || ;rn w[n].push(funksion() (rn Ya.Context.AdvManager.render(( rn blockId: "R-A-141392-5", rn renderTo: "yandex_rtb_R-A-141392-5", rn async: truern ));rn ));rn t = d.getElementsByTagName("script");rn s = d.createElement("script");rn s.type = "text/javascript";rn s.src = "//an.yandex.ru/system/context.js";rn s.async = e vërtetë;rn t .parentNode.insertBefore(s, t);rn ))(this, this.document, "yandexContextAsyncCallbacks");rn
Gatimi në mënyrë korrekte
Saldimi i metalit ka shumë veçori dhe vështirësi. Gjëja kryesore kur bëni një shtresë nuk është të digjeni përmes metalit, por të shkrini skajet.
Metali i hollë, rrënja e shtresës së pjesëve me një hendek mund të ngjitet duke përdorur metodën e "shqyerjes". Harku ndizet dhe formohet një pishinë saldimi. Elektroda ngrihet ndjeshëm, harku del jashtë, banja fillon të ftohet dhe harku në fund të tij ndizet përsëri.
Saldimi i metalit të trashë dhe sipërfaqja e trupit të saldimit kryhet pa ndarje. Harku ndizet dhe pishina e saldimit tërhiqet gradualisht përgjatë tegelit. Nëse është e nevojshme, kryhen lëvizje osciluese.
Nëse elektroda mbaron, pastroni skorjen. Në fund të banjës, formohet një depresion - një krater. Një hark i ri përzihet në kraterin e atij të mëparshmi dhe saldimi vazhdon.

Defektimi i tegelit
Pas saldimit, shtresa duhet të pastrohet nga skorja. Nëse saldimi është bërë mirë, skorja ndahet me një goditje, lehtësisht. Një shtresë e keqe kërkon shumë kohë për t'u pastruar, skorja ngjitet mirë në poret.
Cilat defekte duhet t'i kushtoni vëmendje:
- Shkrirja e skajeve. Të dy skajet duhet të shkrihen në mënyrë të barabartë.
- Nënprerjet. Skajet e pjesëve shkrihen në nivele të larta të rrymës, duke krijuar depresione. Kjo dobëson metalin.
- Predhat dhe përfshirjet e skorjeve.
- Lartësia dhe gjerësia e rulit.
- Rul me luspa.
konkluzioni
Për të mësuar se si të bashkoni mirë metalin, duhet të dini shumë teorinë dhe praktikën. Është mirë nëse ka një person që mund t'i tregojë një salduesi fillestar mangësitë dhe mënyrat për t'i eliminuar ato. Kjo do të formojë zakonet e duhura te saldatori, dhe qepjet do të jenë gjithmonë të lëmuara dhe me cilësi të lartë. Një faktor i rëndësishëm është qëndrimi i saldatorit ndaj punës së tij, dëshira për të marrë një shtresë më cilësore, dëshira për të admiruar "diellin e vogël" në majë të elektrodës.
Kanë kaluar disa qindra vjet që kur njerëzit bashkuan për herë të parë dy sipërfaqe metalike duke përdorur procesin e shkrirjes së një shufre metalike duke përdorur një rrymë elektrike. Kjo shufër është elektroda.
Përbërja e elektrodës dhe rëndësia e saj
Veshja, ose sipërfaqja e saj, përbëhet nga një përzierje e metaleve - nikel, mangan, hekur dhe minerale - alumin, magnezi, gur gëlqeror, të cilat janë në gjendje pluhuri. Metalet shkrihen, dhe mineralet janë një lloj mbrojtjeje kundër veprimit të oksigjenit. Një mbrojtje e tillë është e nevojshme për të forcuar lidhjen. Kësaj përzierjeje i shtohet edhe një bojë, gjë që e bën më të lehtë njohjen sipas llojit.
Baza e veshjes është një tel i hollë metalik. Lloji i të cilit varet nga puna për të cilën synohet të përdoret ky produkt. Në thelb, tela prej çeliku inox ose tela karboni përdoret për këtë.
Produkti transmeton një rrymë elektrike të destinuar për të ngrohur dhe shkrirë sipërfaqen metalike.
Çdo person, herët a vonë në jetë, përballet me një situatë kur duhet të saldojë diçka në shtëpi duke përdorur saldim elektrik dhe një makinë. Para së gjithash, për këtë ju duhet të keni një makinë saldimi dhe, natyrisht, aftësi pune, sepse patjetër duhet të dini se si të saldoni saktë me elektroda.
Parimi i Procesit të Saldimit Elektrik
Nëse saldoni duke përdorur saldim elektrik në shtëpi, përdorni çdo makinë saldimi me fuqi maksimale 160 Amp.
- Gjatë punës, një hark ngacmohet midis rrafshit të pjesës dhe elektrodës. Për të punuar me sukses, duhet të ndiqni disa rregulla:
- Në rrafshin e pjesëve që kanë nevojë për saldim, është e nevojshme të lidhni një tel që shtrihet nga transformatori - toka, dhe teli tjetër, në të cilin elektroda është ngjitur në mbajtëse, duhet të sillet në rrafshin e vendit të saldimit. dhe drejtohet përgjatë tij me fundin e produktit. Kjo do të krijojë një hark.
- Për të kryer saldimin në mënyrë korrekte, është e nevojshme të saldoni saktë duke përdorur elektroda. Kjo arrihet duke zgjedhur distancën e dëshiruar nga sipërfaqja e bashkimit. Distanca optimale konsiderohet të jetë nga 2 në 6 mm. Si rezultat i temperaturës së lartë të harkut, metali në sipërfaqen e saldimit shkrihet dhe brazda që u formua kur harku goditi sipërfaqen metalike mbushet. Nëse e lëvizni elektrodën saktë dhe me kujdes përgjatë gjatësisë së bashkimit, kjo brazdë mbushet me metal të shkrirë.
- Zgjedhja e vetë elektrodave ka një rëndësi të madhe për rezultate efektive dhe me cilësi të lartë. Për të kryer punën përdoren llojet e mëposhtme: çeliku, bakri, gize, bimetalike, bronzi. Ato ndahen gjithashtu në marka, për shembull, 332, 350 dhe të tjera. Për të treguar shënimin e tyre, përdoret një lloj indeksi, që tregon parametrin e viskozitetit të saldimit, dhe numrat në indeks tregojnë nivelin e ngurtësisë së metalit. Rregulli kryesor që duhet përdorur gjatë përzgjedhjes së tyre është llogaritja e trashësisë së metalit.
Në mënyrë që saldimi të jetë i suksesshëm, duhet të jeni në gjendje të mbani elektrodën e saldimit në mënyrë korrekte. Duhet të ketë një pjerrësi prej afërsisht 80 gradë, drejt harkut. Shfaqja e një harku mund të arrihet me dy mënyra: goditja (produkti duhet të mbahet si shkrepëse gjatë ndezjes) dhe ngritja (trokiset në sipërfaqe dhe ngrihet ndërsa harku shfaqet).
shtresë horizontale
Aftësia për të mbajtur elektrodën gjatë saldimit bën të mundur zhvillimin e dorës dhe saldimin në një nivel më të lartë dhe me shpejtësi më të madhe.

lëvizja e skajit të elektrodës gjatë saldimit
Zgjedhja e sasisë së duhur
Një operacion i rëndësishëm në përgatitjen për punë është numërimi i numrit të kërkuar të elektrodave. Në këtë rast, duhet të merren parasysh faktorët e mëposhtëm: trashësia dhe masa e metalit, gjatësia e tegelit. Kjo procedurë ju lejon të punoni në mënyrë efikase dhe ekonomike, nëse e lëvizni elektrodën në mënyrë të barabartë. Për të llogaritur numrin e tyre përdoren disa metoda. Metoda më e njohur është llogaritja e peshës së metalit të shkrirë. Njësia matëse në të cilën llogaritet sasia e tyre është kilogrami. Blerja është një shpenzim mjaft i rëndësishëm. Për të kursyer të paktën pak në blerjen tuaj, duhet të merrni parasysh llojin e tyre dhe forcën aktuale gjatë saldimit të duhur me elektrodë.
Ju gjithashtu mund të përdorni një lloj automatik ose gjysmë automatik të procesit të saldimit. Këto metoda përfshijnë lëvizjen e një elektrode në një rreth, ato bëjnë të mundur reduktimin e ndjeshëm të numrit të elektrodave të nevojshme për saldimin e sipërfaqeve të pjesëve dhe metaleve.
Mënyra më e besueshme dhe e qëndrueshme për lidhjen e pjesëve është një shtresë saldimi. Sot, asnjë prodhim nuk mund të bëjë pa saldim, ai përdoret gjithashtu në jetën e përditshme. Pothuajse çdo zejtar i shtëpisë përdor domosdoshmërisht saldimin.
Sigurisht, jo të gjithë e dinë se si të saldojnë saktë pjesët, ata duhet të përdorin shërbimet e saldatorëve profesionistë. Por nëse vërtet dëshironi, mund të mësoni se si të bashkoni pjesët me duart tuaja.
Saldimi elektrik konsiderohet më i thjeshtë. Këtu fillon studimi i procesit të saldimit. Vetëm pasi të keni fituar njëfarë përvoje për të marrë një shtresë të mirë, mund të filloni të kryeni punë komplekse. Le të njihemi me bazat e procesit të saldimit dhe nuancat e tij.
Para fillimit të saldimit, pjesët fillimisht drejtohen dhe më pas pastrohen mirë. Për më tepër, është e nevojshme të pastroni pjesët përpara se të filloni montimin e njësisë. Shfaqja e defekteve të saldimit zakonisht shoqërohet me lloje të ndryshme të ndotjes:
- Ndryshk;
- Vajra;
- Shkalla.
Është shumë e rëndësishme që të pastrohet tërësisht metali ku do të kryhet puna e saldimit. Kjo vlen për skajet e secilës pjesë. Çdo ndotje në hendekun midis pjesëve që saldohen duhet të hiqet. Ju mund ta digjni papastërtinë me një flakë të fortë të një djegësi ose ta fryni atë me një rrymë të fuqishme ajri të kompresuar.
Ju mund ta pastroni sipërfaqen në mënyra të ndryshme:
- Një furçë me qime metalike;
- Prerëse gjilpërash;
- Sisteme hidrosandblasting;
- Fraksioni;
- Djegëse;
- Rrota bluarëse;
- Etching;
- Tretës.
Pas përgatitjes së veglave dhe materialit, le të kuptojmë hap pas hapi se si të saldojmë siç duhet me saldim elektrik.
Ngacmimi i harkut të saldimit
Ka disa mënyra për të filluar një hark.
Opsioni 1. Saldatori duhet të prekë sipërfaqen metalike me majën e elektrodës, pastaj ta lëvizë shpejt disa milimetra prapa (2 - 4). Si rezultat, do të shfaqet një hark. Gjatësia e saj ruhet duke ulur ngadalë elektrodën. E gjitha varet nga sasia e shkrirjes. Para se të formohet një hark, fytyra e punëtorit duhet të mbulohet me një mburojë mbrojtëse.
Opsioni 2. Ju mund të ngacmoni harkun e saldimit në një mënyrë tjetër. Saldatori drejton shpejt majën e elektrodës përgjatë sipërfaqes së metalit, pastaj gjithashtu e ngre shpejt atë disa milimetra. Do të shfaqet një hark midis elektrodës dhe sipërfaqes së metalit. Kur saldoni, duhet të përpiqeni të mbani një hark shumë të shkurtër. Pika të vogla metali do të formohen pranë tegelit. Shkrirja e elektrodës do të jetë e qetë dhe e qetë. Veshja është e thellë dhe e qëndrueshme.
Nëse madhësia e harkut është shumë e gjatë, metali bazë nuk do të shkrihet mjaftueshëm. Gjatë saldimit, metali i elektrodës do të fillojë të oksidohet dhe do të shfaqen spërkatje të forta. Veshja pas një saldimi të tillë do të jetë e pabarabartë, me përfshirje të shumta oksidi.
Gjatësia e harkut mund të përcaktohet lehtësisht nga zhurma e djegies së tij. Nëse gjatësia ka vlera standarde, tingulli do të jetë monofonik dhe uniform. Një hark shumë i gjatë do të fillojë të lëshojë tinguj të mprehtë, të cilët do të shoqërohen vazhdimisht me kërcime të forta.
Nëse harku prishet, ai përsëri ngacmohet. Krateri ku u thye harku është salduar me kujdes. Nëse është e nevojshme të saldoni një njësi shumë të rëndësishme që do të funksionojë nën një ngarkesë alternative, dhe mund të ndodhë gjithashtu "lodhje", është rreptësisht e ndaluar të ngacmoni një hark direkt në sipërfaqen e metalit bazë. Nëse ngacmimi nuk ndodh përgjatë shtresës, mund të ndodhë një "djegie" e metalit. Në këtë pikë, shtresa thjesht mund të shembet gjatë funksionimit të pjesës.
Hapat e parë
Për të mësuar se si t'i bashkoni mirë pjesët, fillimisht praktikoni rulat metalikë të panevojshëm. Nuk ka nevojë të krijoni qepje lidhëse, thjesht duhet të mësoni se si ta shkrini materialin në mënyrë korrekte. Sipërfaqja metalike duhet të jetë pa ndryshk dhe të pastrohet mirë.
Si bëhen rrotullat
Elektroda futet në mbajtëse. Për të shkaktuar shfaqjen e një rryme në zonën e shkrirjes, mjafton të gërvishtni sipërfaqen e metalit me majën e elektrodës ose thjesht të prekni disa herë pjesën e punës.
Kur shfaqet një hark elektrik, elektroda drejtohet te pjesa e punës, duke mbajtur një hendek konstant midis sipërfaqes së metalit dhe harkut elektrik. Hendeku duhet të ketë një vlerë konstante dhe të jetë në intervalin 3-5 milimetra.
E rëndësishme! Për të marrë një shtresë me cilësi të lartë, është e nevojshme të ruani të njëjtën gjatësi harku gjatë gjithë kohës. Nëse e ndryshoni këtë vlerë, harku mund të ndërpritet dhe tegeli do të ketë shumë defekte.
Drejtimi i elektrodës bëhet në një kënd të caktuar në lidhje me rrafshin e pjesës së punës. Këndi më optimal konsiderohet të jetë 70 gradë. Pjerrësia nuk ka një vlerë specifike, gjëja kryesore është që saldatori të jetë i rehatshëm. Gjatë procesit të punës, vetë saldatori gjen pozicionin optimal për veten e tij, në varësi të specifikës së punës që kryhet.
Gjatë ushtrimeve të tilla praktike, duhet të mësoni se si të zgjidhni saktë forcën aktuale në mënyrë që furnizimi të mbetet i qëndrueshëm gjatë gjithë kohës. Nëse nuk ka rrymë të mjaftueshme, harku do të dalë vazhdimisht. Me një rrjedhje shumë të fuqishme, do të fillojë depërtimi i metalit. Vetëm përmes eksperimentimit mund të mësoni se si të vendosni saktë mënyrën e saldimit.
Teknika për marrjen e një bashkimi të mirë saldimi
Kur rrotullat fillojnë të dalin të qetë, mund të provoni të filloni të bëni qepje lidhëse. Ky operacion mund të kryhet nga një praktikant mjaft me përvojë i cili di të saldojë duke përdorur saldim elektrik.
Elektroda ndizet sipas teknologjisë së përshkruar më sipër. Dallimi i vetëm do të jetë lëvizja e dorës së saldatorit. Ajo do të kryejë lëvizje osciluese. Shkrirja do të duket se lëviz nga një sipërfaqe e pjesës në tjetrën. Lëvizja mund të ndodhë përgjatë disa trajektore:
- Zigzag;
- në formë lak;
- kurriz peshku;
- Me një drapër.

Për stërvitje, mund të merrni një bosh të vogël metalik. Vizatoni një vijë përgjatë sipërfaqes me shkumës në mënyrë që të shihet përmes xhamit të errët të maskës. Është përgjatë kësaj që ju duhet të lëvizni elektrodën në mënyrë që të merrni një lloj qepjeje, në formën e ndonjë prej shtigjeve të mësipërme.
Pasi qepja të jetë ftohur, duhet të rrahni skorjen me një çekiç dhe të ekzaminoni punën e bërë.
Kur të keni pak përvojë, mund të filloni të bëni qepje lidhëse, të cilat kanë disa lloje:
- T-bare;
- Prapa;
- Këndore;
- Mbivendosja.
Përveç kësaj, shtresa të tilla mund të jenë horizontale dhe vertikale, dhe mund të ngjiten në drejtime të ndryshme.
Vetëm pas stërvitjeve të shumta mund të arrini lëvizje uniforme të duarve. Pas kësaj mund të merrni detaje të bukura.
Si të vazhdohet saldimi pasi të ketë ndaluar?
Meqenëse është e pamundur të bashkoni një shtresë të gjatë pa ndërprerë përdorimin e saldimit elektrik, duhet të ndryshoni elektrodën ose ka pasur arsye të tjera për ndërprerjen, atëherë në vendin e ndalimit ju merrni një depresion të vogël, të quajtur krater. Për të rifilluar funksionimin, duhet të kryeni hapat e mëposhtëm:
1. Harku nuk duhet të ndizet në vetë kraterin. Është e nevojshme të tërhiqeni 12 mm nga ajo. Pastaj lëviz ngadalë drejt kraterit.
2.Vetë krateri është salduar me kujdes duke përdorur lëvizje osciluese.
3. Pas kësaj, ju mund të vazhdoni saldimin, duke ruajtur modalitetin e vendosur. Për të marrë një lidhje të besueshme, saldimi duhet të ketë disa shtresa:
- Pjesa e punës me trashësi 6 mm - 2 shtresa;
- Me trashësi 6–12 mm – 3 shtresa;
- Nëse trashësia e metalit kalon 12 mm - 4 shtresa.
Lëvizja e elektrodës në secilën shtresë duhet të jetë e njëjtë. Tegeli i saldimit, pas përfundimit të operacionit, përpunohet, duke hequr të gjitha tepricat.
Si bëhen tegelat vertikale?
Figura 69a tregon saldimin vertikal. Meqenëse saldimi i një qepjeje vertikale duke përdorur saldim elektrik është mjaft problematik për faktin se pikat e shkrirjes kanë tendencë të bien, është e nevojshme të bashkohen shtresa të tilla duke përdorur një hark të shkurtër. Tensioni sipërfaqësor parandalon që pikat të rrokullisen menjëherë poshtë. Ata bien në krater më shpejt.
Maja e elektrodës hiqet nga pika në mënyrë që të bëhet e fortë. Saldimi vertikal duhet të fillojë nga fundi, duke lëvizur gradualisht lart. Krateri themelor do të parandalojë rënien e pikave të metalit. Shih Figurën 69c. Gjatë funksionimit, mund ta anoni elektrodën. Kur anohet poshtë, saldatori shikon se si shpërndahen pikat në zonën ku po pritet tegeli.
Kur është e nevojshme të kryhet saldimi vertikal, filloni nga pika e sipërme, elektroda duhet të instalohet në pozicionin I. Shih Figurën 69d.
Kur pikat fillojnë të bien, elektroda vendoset në pozicionin II. Rënia nuk do të thahet; harku i shkurtër nuk do ta lejojë atë.
Diametri më i përshtatshëm i elektrodës për saldim vertikal konsiderohet të jetë 3 – 4 mm. Rryma nuk duhet të jetë shumë e lartë, afërsisht 160 amper.
Për të arritur rrjedhjen minimale të shkrirjes kur saldohen tegelat horizontale (shih Figurën 70, a), skajet janë të pjerrëta në njërën pjesë të sipërme.

Harku duhet të ngacmohet në fundin e poshtëm (pozicioni I). Pastaj harku transferohet në fund të pjesës së sipërme (pozicioni II). Rënia rrjedhëse fillon të rritet.
Se si duhet të lëvizë fundi i elektrodës kur kryhet saldimi horizontal me një shtresë mund të shihet në figurën 70a, në anën e djathtë.
Tegelet horizontale lejohen të saldohen në formën e kreshtave gjatësore. E para duhet të gatuhet me një elektrodë 4 mm, dhe e gjithë pjesa tjetër me një diametër prej 5 mm.
Këto janë nuancat kryesore që do t'ju lejojnë të bashkoni saktë një shtresë vertikale duke përdorur saldim elektrik.
Si të saldoni elektrik një shtresë tavani
Pyetja e bërë më shpesh: si të bashkoni një shtresë tavani duke përdorur saldim elektrik, sepse kullon? Përgjigja është e thjeshtë: qepje të tilla janë ngjitur me një hark të shkurtër. Elektroda e saldimit duhet të ketë një shtresë refraktare. Kur ndodh procesi i saldimit, në fund shfaqet një kapak, i cili nuk lejon që pikat e metalit të rrokullisen poshtë. (Shih Figurën 70, b). Gjatë funksionimit, fundi i elektrodës hiqet në mënyrë të barabartë dhe më pas afrohet me pjesën që do të saldohet. Kur hiqet, harku del menjëherë dhe shtresa fillon të ngurtësohet. Për të kryer saldimin e tavanit, pavarësisht nga drejtimi, përdorni vetëm elektroda me diametër të vogël. Forca aktuale zvogëlohet (10-12%) kur krahasohet me saldimin e metalit me trashësi të ngjashme të prodhuar më poshtë.
Kur qepjet e tavanit ngjiten, flluskat e gazit fillojnë të notojnë lart. Ata përfundojnë në rrënjën e shtresës. Kjo ndikon në forcën dhe cilësinë e bashkimit të salduar.
Përdorimi i saldimit të tavanit është i kufizuar. Mbahet mend kur është e pamundur të marrësh një shtresë nga pozicioni i poshtëm.

Si saldohen saldimet me fileto
Metali i shkrirë gjatë këtij saldimi do të rrjedhë poshtë. Mënyra optimale për të salduar qepje të tilla nga pozicioni i poshtëm konsiderohet të jetë "në një varkë". Pjesa është e instaluar në atë mënyrë që skorja të mos rrjedhë drejtpërdrejt përpara harkut. (Shih Figurën 68, a).

Kur saldohet një saldim me fileto, me rrafshin e poshtëm të pozicionuar horizontalisht, ndonjëherë kulmet e qosheve janë ngjitur dobët.
Arsyeja për formimin e një mungesë të tillë depërtimi mund të jetë fillimi i procesit të saldimit nga një fletë që qëndron vertikalisht. Metali i shkrirë fillon të rrjedhë poshtë në fletë, e cila nuk ka pasur kohë të ngrohet mirë. Kjo është arsyeja pse shtresa të tilla duhet të ngjiten nga rrafshi i poshtëm. Për më tepër, harku duhet të ndizet në një pikë të caktuar (A). Lëvizja duhet të kryhet sipas diagramit në Figurën 68 b.
Elektroda është e anuar në 45 gradë në lidhje me pjesët që saldohen. Gjatë saldimit, duhet të anoni pak elektrodën në drejtime të ndryshme. (Shih Figurën 68 c).
Nëse saldimet me fileto nuk saldohen “në varkë”, saldimi bëhet në një shtresë të vetme, me një këmbë saldimi më të vogël se 8 mm. Nëse madhësia e këmbës tejkalon këtë vlerë, kryhen disa shtresa.
Për të bashkuar shtresa të shumta të një saldimi fileto, së pari duhet të krijoni një rruazë të ngushtë. Për ta bërë këtë, përdorni një elektrodë 3-4 mm. Ky diametër lejon që rrënja të zihet plotësisht.
Për të përcaktuar numrin e kalimeve, merrni parasysh madhësinë e zonës tërthore të shtresës ekzistuese. Zakonisht kjo vlerë është 30-40 metra katrorë. milimetra. Figura 68 g tregon qartë se si duhet të duken saldimet me fileto me numër të ndryshëm shtresash, që kanë skaje me brazda dhe të salduara plotësisht.
Si janë salduar qepjet e prapanicës
Nëse skajet nuk janë të pjerrëta, rruaza e aplikuar duhet të ketë një ndezje të lehtë në secilën anë të bashkimit. Për të parandaluar mungesën e depërtimit, është e nevojshme të krijohet një shpërndarje uniforme e metalit të shkrirë.

Vetëm vendosja e saktë e rrymës dhe përzgjedhja kompetente e elektrodave do të lejojë saldimin e mirë të metalit 6 mm nëse pjesët nuk kanë skaje të pjerrëta. Vlera aktuale zgjidhet eksperimentalisht. Pse janë ngjitur disa shirita testimi?
Nëse pjesët kanë pjerrësi në formë V, saldimi i prapanicës mund të jetë një shtresë ose të ketë shumë shtresa. Rolin kryesor në këtë çështje e luan trashësia e metalit.
Kur një shtresë saldohet, harku duhet të ngacmohet në pikën "A", në kufirin e pjerrësisë, sipas figurës 67a. Pas së cilës elektroda ulet poshtë. Rrënja e shtresës është zier plotësisht, pastaj harku dërgohet në skajin tjetër.
Kur elektroda lëviz përgjatë pjerrësive, lëvizja e saj ngadalësohet posaçërisht për të siguruar depërtim të mirë. Në rrënjën e shtresës, përkundrazi, lëvizja përshpejtohet për të parandaluar një djegie të mprehtë.
Në anën e pasme të bashkimit të saldimit, profesionistët këshillojnë të aplikoni një saldim shtesë.
Në disa raste, një rreshtim çeliku 2-3 mm është montuar në anën e kundërt të shtresës. Për ta bërë këtë, rrisni rrymën e saldimit me rreth 20-30% në krahasim me vlerën standarde. Në këtë rast, përmes depërtimit përjashtohet plotësisht.
Kur krijohet rruaza e saldimit, saldohet edhe mbështetësi i çelikut. Nëse nuk ndërhyn në dizajnin e produktit, ai lihet. Gjatë saldimit të strukturave shumë të rëndësishme, ngjitet ana e kundërt e rrënjës së saldimit.
Nëse keni nevojë të bashkoni një shtresë prapanicë me shumë shtresa, rrënja e shtresës ngjitet së pari. Për këtë qëllim përdoren elektroda me diametër 4-5 milimetra. Më pas, shtresat e ardhshme shfaqen me rruaza të zgjeruara, për të cilat përdoren elektroda me përmasa të mëdha (Shih Figurat 67, b, c).
Përzgjedhja e elektrodave të saldimit
Për të zgjedhur elektrodën e duhur, duhet të merrni parasysh disa parametra të rëndësishëm:
- Trashësia e pjesës së punës;
- Klasa e çelikut.
Në varësi të llojit të elektrodës, zgjidhet vlera aktuale. Saldimi mund të bëhet në pozicione të ndryshme. Pjesa e poshtme ndahet në grupe:
- Horizontale;
- Tavrovaya.
Saldimi i tipit vertikal mund të jetë:
- Nga poshtë lart;
- Tavani;
- Tavrovaya,
Çdo prodhues, në udhëzimet për elektrodat, duhet të tregojë vlerën e rrymës së saldimit në të cilën ato do të punojnë normalisht. Tabela tregon parametrat klasikë të përdorur nga saldatorët me përvojë.
Madhësia e rrymës ndikohet nga pozicioni hapësinor, si dhe nga madhësia e hendekut. Për shembull, për të punuar me një elektrodë 3 mm, rryma duhet të arrijë 70-80 amper. Kjo rrymë mund të përdoret për të kryer saldimin e tavanit. Kjo do të jetë e mjaftueshme për saldimin e pjesëve kur madhësia e hendekut është shumë më e madhe se diametri i elektrodës.
Për të gatuar nga poshtë, në mungesë të një hendeku dhe trashësisë së duhur të metalit, lejohet të vendosni forcën aktuale në 120 amper për një elektrodë të zakonshme.
Për të përcaktuar forcën aktuale, merren 30-40 amper, të cilat duhet të korrespondojnë me një milimetër të diametrit të elektrodës. Me fjalë të tjera, për një elektrodë 3 mm ju duhet të vendosni rrymën në 90-120 amper. Nëse diametri është 4 mm, rryma do të jetë 120-160 amper. Nëse kryhet saldimi vertikal, rryma zvogëlohet me 15%.
Për 2 mm janë vendosur afërsisht 40 - 80 amper. Një "dy" i tillë konsiderohet gjithmonë shumë kapriçioz.
Ekziston një mendim se nëse diametri i elektrodës është i vogël, do të thotë se është shumë e lehtë për të punuar me të. Megjithatë, ky mendim është i gabuar. Për shembull, për të punuar me një "dy" ju duhet një aftësi e caktuar. Elektroda digjet shpejt dhe fillon të nxehet shumë kur rryma vendoset në nivel të lartë. Me një "deuce" të tillë ju mund të bashkoni metale të hollë me rrymë të ulët, por kërkohet përvojë dhe durim i madh.
Elektroda 3 - 3,2 mm. Fuqia aktuale është 70-80 Amper. Saldimi duhet të kryhet vetëm duke përdorur rrymë direkte. Salduesit me përvojë besojnë se mbi 80 amper, është e pamundur të kryhet saldimi normal. Kjo vlerë është e përshtatshme për prerjen e metaleve.
Saldimi duhet të fillojë me 70 Amper. Nëse shihni se është e pamundur të saldoni pjesën, shtoni 5-10 Amper të tjerë. Nëse ka mungesë depërtimi prej 80 amperësh, mund të instaloni 120 amper.
Për saldimin në rrymë alternative, mund të vendosni forcën aktuale në 110-130 amper. Në disa raste, instalohen edhe 150 Amper. Vlera të tilla janë tipike për një aparat transformatori. Kur saldoni me një inverter, këto vlera janë shumë më të ulëta.
Elektroda 4 mm. Forca e rrymës 110-160 Amper. Në këtë rast, përhapja prej 50 amperësh varet nga trashësia e metalit, si dhe nga përvoja juaj e punës. "Katër" gjithashtu kërkon aftësi të veçanta. Profesionistët këshillojnë të filloni me 110 amper, duke rritur gradualisht rrymën.
Elektroda 5 milimetra ose më shumë. Produkte të tilla konsiderohen profesionale dhe përdoren vetëm nga profesionistë. Ato përdoren kryesisht për sipërfaqen e metaleve. Ata praktikisht nuk marrin pjesë në procesin e saldimit.
Pse kalcinohen elektrodat?
Kjo bëhet vetëm për një qëllim, për të hequr lagështinë. Kur saldohet me një elektrodë të papërpunuar, mund të ndodhin defekte të tegelit të saldimit. Një elektrodë e tillë do të ngjitet në pjesën gjatë gjithë kohës.
Çdo kompani ndërtimi duhet të instalojë pajisje që shpojnë elektroda. Ky operacion nuk është i disponueshëm për saldatorët amatorë.
Nëse keni filluar të punoni me një paketë të re, por nuk keni mundur ta përdorni plotësisht, numri i mbetur i elektrodave duhet të fshihet në një vend të thatë dhe të ngrohtë. Asnjëherë mos ruani elektroda në bodrum ose papafingo. Ata shpejt do të lagështohen dhe do të bëhen të papërdorshëm.
konkluzioni
Rregullat e saldimit janë mjaft të thjeshta, thjesht duhet të praktikoni disa herë në një copë hekuri të panevojshëm. Gjëja kryesore është të ndiqni të gjitha udhëzimet e dhëna dhe patjetër do të keni sukses. Mund të saldoni me hark si në tavan ashtu edhe në mur.
Crazy Stroitel.ru ju paraqet një përshkrim të hollësishëm të saldimit me një inverter. Një inverter është një makinë saldimi që mund të përdoret për të bashkuar fletët metalike nën ndikimin e një shkarkimi elektrik. Invertorët e saldimit janë bërë një hap i vërtetë në fushën e makinave të saldimit, pasi transformatorët e vjetër janë mjaft të rëndë dhe të vështirë për t'u përdorur. Inverteri është i arritshëm për këdo, mjafton të njohësh disa parime të procesit të saldimit duke e përdorur atë. Avantazhi i madh është se kur saldohet me një inverter, ka më pak spërkatje sesa kur saldohet nga një transformator.

Një tipar dallues i inverterit është, para së gjithash, pesha e tij e lehtë dhe aftësitë maksimale, me ndihmën e të cilave ai mund të kryejë një punë të tillë që më parë kryhej nga njësi komplekse dhe të rënda. Energjia elektrike e konsumuar nga kjo pajisje e vogël drejtohet ekskluzivisht në funksionimin e harkut, me ndihmën e të cilit kryhet procesi i saldimit të drejtpërdrejtë.
Pajisja është e pandjeshme ndaj luhatjeve të tensionit në rrjetin elektrik, të cilat vërehen në zonat rurale. Nëse përjetoni luhatje në shtëpinë tuaj private, kur blini, kushtojini vëmendje tensionit të rekomanduar në fletën e të dhënave të inverterit. Disa burime lejojnë saldimin me elektrodë d =3 mm edhe në tensionin e rrjetit 185 V.
Mendimi i saldatorëve profesionistë është i qartë: me ndihmën e një inverteri është më e lehtë të mbash harkun e saldimit dhe të marrësh një shtresë të bukur dhe me cilësi të lartë.
Para fillimit të saldimit me një inverter ose bazat e saldimit elektrik
Makinat e saldimit me inverter janë shumë ekonomike dhe jashtëzakonisht të përshtatshme për t'u përdorur, gjë që është shumë e rëndësishme veçanërisht për ata që janë të interesuar për saldimin me inverter për fillestarët. Cilat janë bazat e saldimit me një inverter, teknika e punës me të është e rëndësishme për një fillestar? Para së gjithash, vlen të përmendet parimi i funksionimit të inverterit. Meqenëse inverteri është një makinë saldimi elektronik, barra kryesore e punës me të bie mbi rrjetin elektrik. Krahasuar me makinat e vjetra saldimi, aktivizimi i të cilave rezulton në një goditje të fortë dhe maksimale të energjisë elektrike, si rezultat i së cilës është fikur rrjeti elektrik i të gjithë fshatit, inverteri ka kondensatorë magazinimi që grumbullojnë energji elektrike dhe sigurojnë, së pari, të pandërprerë. funksionimi i rrjetit elektrik, dhe së dyti, ndizni butësisht harkun elektrik të inverterit. Në një formë mjaft të arritshme, ju mund të mësoni mësimet e saldimit me inverter vetë. Dhe nëse keni një pyetje se si të mësoni se si të gatuani duke përdorur saldimin me inverter, atëherë ne mund t'ju ofrojmë disa këshilla të dobishme se çfarë duhet t'i kushtoni vëmendje fillimisht përpara saldimit. Një pikë shumë e rëndësishme është fakti se sa më i madh diametri i elektrodave, aq më shumë energji elektrike harxhon. Prandaj, nëse vendosni të kontrolloni funksionimin e inverterit tuaj, ia vlen të llogaritni përafërsisht sasinë maksimale të energjisë elektrike të konsumuar nga pajisja, në mënyrë që të mos digjen pajisjet shtëpiake të fqinjëve tuaj. Për më tepër, për çdo diametër elektrodë tregohet forca minimale e rrymës, domethënë, nëse përpiqeni të zvogëloni forcën aktuale, shtresa nuk do të funksionojë. Nëse vendosni të eksperimentoni dhe rrisni rrymën, shtresa do të funksionojë, por elektroda do të digjet shumë shpejt.
Inverter: inspektim i jashtëm i pajisjeve
Inverteri i shitur nga zinxhiri i shitjes me pakicë duket si një kuti. Pesha e saj varet nga fuqia e pajisjes: 3 - 7 kg. Mbajtja e pajisjeve bëhet duke përdorur një rrip ose dorezë. Ftohja kryhet përmes vrimave të ventilimit në kuti.

Dorezat dhe treguesit e mëposhtëm të kontrollit janë të vendosura në sipërfaqen e pajisjes:
ndezja dhe fikja e pajisjes kryhet duke përdorur një çelës ndërrimi,
vlerat e rrymës dhe tensionit vendosen duke përdorur pullat në panelin e përparmë,
paneli ka tregues që informojnë për furnizimin me energji elektrike dhe mbinxehjen e pajisjeve,
Përpara panelit ka dalje të shënuara "+" dhe "-".
Për më tepër, kompleti përfshin dy kabllo. Njëra prej tyre përfundon me një mbajtës elektrode. E dyta ka një kapëse në formën e një kapëse rrobash për të siguruar produktin që do të saldohet. Pajisja e saldimit lidhet përmes lidhësit të vendosur në panelin e pasmë të pajisjes.
Bazat e saldimit elektrik
Për të kuptuar se çfarë ndodh gjatë saldimit, thjesht shikoni foton e propozuar.

Harku formohet nga kontakti i pjesës metalike të elektrodës dhe metalit që saldohet. Nën ndikimin e temperaturës së harkut, si metali i salduar ashtu edhe elektroda fillojnë të shkrihen. Pjesa e shkrirë e metalit që saldohet dhe shufra metalike e elektrodës në vendin e harkut formojnë një banjë. Veshja e elektrodës shkrihet. Një pjesë e tij kthehet në gjendje të gaztë dhe mbyll banjën nga oksigjeni.
Veshja e elektrodës e mbetur në gjendje të lëngshme ndodhet në majë të metalit të lëngshëm, duke mbrojtur metalin nga oksigjeni atmosferik gjatë saldimit dhe gjatë ftohjes.
Pas përfundimit të saldimit dhe ftohjes së metalit, pjesa e lëngshme e veshjes kthehet në skorje, e cila mbulon pjesën e jashtme të tegelit. Pas ftohjes së plotë, skorja mund të hiqet lehtësisht duke shtypur me një çekiç.
Elektroda shkrihet gjatë saldimit. Në mënyrë që harku të mos dalë jashtë, është e nevojshme të ruhet një distancë konstante midis elektrodës dhe metalit, e ashtuquajtura gjatësia e harkut. Kjo arrihet duke futur elektrodën në zonën e saldimit me të njëjtën shpejtësi. Në të njëjtën kohë, përpiquni ta drejtoni elektrodën saktësisht përgjatë bashkimit të saldimit.
Video shtesë mbi temën:
Mësimi për saldimin me një inverter për fillestarët (udhëzime hap pas hapi)
1. Për të filluar punën me saldim, duhet të keni elementë mbrojtës, përkatësisht:
- doreza të bëra prej pëlhure të ashpër (jo gome);
- Për të mbrojtur sytë, sigurohuni që të blini një helmetë saldimi me një filtër mbrojtës të instaluar, i cili zgjidhet duke marrë parasysh madhësinë e rrymës së saldimit. Është më i përshtatshëm të përdorni një maskë kameleoni për saldim. Filtri i përdorur në të njeh harkun dhe zbehet për t'u përshtatur me parametrat e tij. Ju lutemi vini re se në temperatura të ulëta filtri nuk ka kohë të punojë në temperatura nën -100C, maska e kameleonit nuk ofron mbrojtje;
- një xhaketë e ashpër dhe pantallona të bëra nga materiali natyral i dendur që nuk ndizet nga shkëndija gjatë procesit të saldimit. Veshja duhet të mbulojë qafën në mënyrë të sigurt dhe të ketë mëngë të gjata me kopsa që mbrojnë krahët;
këpucë lëkure të mbyllura me thembra të trasha.

2. Por një makinë nuk mjafton për të filluar saldimin. Puna e saldimit kërkon disponueshmërinë e pajisjeve mbrojtëse personale dhe masat përgatitore që synojnë krijimin e kushteve të sigurta. Përgatitja e faqes është si më poshtë:
Siguroni hapësirë të lirë në tryezë për saldim. Hiqni gjithçka të panevojshme ku mund të futen spërkatjet.
Siguroni ndriçim me cilësi të lartë për zonën e punës.
Puna e saldimit kryhet duke qëndruar në një dysheme druri që mbron nga goditja elektrike.
3. Vendosni rrymën e saldimit dhe zgjidhni elektrodën. Ne përdorim elektroda për saldim me inverter nga 2 deri në 5 mm. Rrymën e saldimit e vendosim në varësi të trashësisë së pjesëve dhe materialit që saldohet. Zakonisht në trupin e inverterit tregohet se cila duhet të jetë forca e kësaj rryme.
4. Nëse sapo keni blerë elektroda në një zinxhir të shitjes me pakicë dhe jeni të sigurt në cilësinë e tyre, mund ta kaloni këtë seksion. Informacioni i dhënë do të ndihmojë në përgatitjen për përdorim të elektrodave që janë ruajtur në një dhomë të pa ngrohur dhe të lagësht. Për të siguruar një bashkim saldimi me cilësi të lartë, ato duhet të thahen për 2-3 orë në një temperaturë prej 2000C. Për këtë qëllim, mund të përdorni një furrë të vjetër elektrike.
Elektrodat zgjidhen në mënyrë rigoroze në bazë të markës së materialeve që saldohen. Për stërvitje, mund të përdorni ato më të zakonshmet: ANO ose MR.
5. Lidhni terminalin e tokës me sipërfaqen që do të saldohet (e theksuar me të kuqe).

6. Që lidhja e saldimit të jetë e besueshme dhe cilësore, para fillimit të punës duhet të përgatitet metali që do të saldohet:
- Hiqni plotësisht ndryshkun nga skajet me një furçë teli.
- Trajtoni skajet me një tretës: benzinë, frymë e bardhë.
- Kur përgatiteni, kushtojini vëmendje papranueshmërisë së produkteve të yndyrës dhe bojës në skajet.
7. Është më mirë të filloni stërvitjen duke bërë qepje në formën e një rul në një fletë metalike me trashësi të madhe. Bëni shtresën e parë në metal, të cilën e vendosni në një sipërfaqe horizontale tavoline. Vizatoni një vijë të drejtë në metal me shkumës, do ta përdorni për të vendosur rulin dhe do t'ju udhëheqë ndërsa punoni. Procesi i saldimit fillon me ndezjen e harkut. Ka dy mënyra për të ndezur harkun e saldimit:
- metal goditës, si kur ndizni një shkrepëse,
- duke trokitur në një sipërfaqe metalike.
Mund të përpiqeni të goditni dhe mbani harkun duke përdorur të dyja metodat. Këshillohet që gjatë ndezjes të mos lini gjurmë jashtë zonës së saldimit. Një hark formohet nga kontakti i një elektrode dhe metali. Saldatori lëviz elektrodën në një distancë shumë të shkurtër që korrespondon me gjatësinë e harkut dhe fillon saldimin.

8. Le të fillojmë saldimin.
Ne do të marrim një shtresë saldimi. E heqim peshoren (shkallen e metalit ne maje te tegelit) duke e goditur me nje çekiç te vogel (ose me nje objekt tjeter te forte dhe me peshe).

9. Kjo është përafërsisht ajo që duhet të marrim.

Shikoni videon:
Kontrolli i hendekut të harkut
Çfarë është hapësira e harkut apo gjatësia e harkut? Ky është hendeku që krijohet gjatë procesit të saldimit midis elektrodës dhe metalit. Bazat e saldimit thonë se pika e rëndësishme është kontrolli i vazhdueshëm dhe mirëmbajtja e të njëjtës madhësi të këtij boshllëku.
Hark i shkurtër

Me një hark të shkurtër, rreth 1 mm, metali nxehet në një zonë të vogël dhe saldimi është konveks. Në kryqëzimin e metalit dhe shtresës, mund të shfaqet një defekt i tillë si një prerje e poshtme. Kjo është një zakon i vogël afër shtresës dhe paralel me të. Prerja e poshtme zvogëlon karakteristikat e forcës së tegelit.
Hark i gjatë

Me një hark të gjatë është e vështirë të sigurohet stabiliteti i tij. Harku është i mbrojtur dobët nga ajri atmosferik, ngroh më pak metalin dhe rezultati është një shtresë me thellësi të pamjaftueshme.
Hark normal

Sigurimi i një hendeku konstant të madhësisë normale do të çojë në formimin e një shtresë normale me depërtim të mirë. Madhësia normale e harkut është 2-3 mm.
Gabimet e zakonshme fillestare gjatë saldimit:
Duke mësuar të kontrolloni gjatësinë e harkut, mund të siguroni rezultate optimale. Harku formon një pishinë saldimi ndërsa kalon përmes hendekut, duke shkrirë metalin bazë dhe elektrodën. Siguron gjithashtu transferimin e metalit të depozituar në banjë.
Si të formoni saktë një shtresë saldimi dhe cilat defekte ka
Si të mësoni të bashkoni me një makinë saldimi dhe të shmangni defektet? Kur elektroda lëviz shpejt gjatë procesit të saldimit, formohet një shtresë e dëmtuar. Linja e banjës është e vendosur më poshtë se sipërfaqja e metalit bazë. Nëse harku depërton intensivisht dhe thellë në metalin bazë, ai e shtyn banjën prapa dhe krijon një shtresë. Prandaj, gjatë procesit të saldimit, është e rëndësishme të sigurohet që shtresa të jetë në nivel me metalin. Marrja e thellësisë së kërkuar të një shtresë me cilësi të lartë sigurohet nga aftësia e saldatorit. Përveç lëvizjes përkthimore përgjatë skajit të saldimit, ai kryen lëvizje tërthore për të siguruar depërtimin dhe për të marrë gjerësinë e kërkuar të tegelit. Zgjedhja e lëvizjeve për të kryer është një çështje personale për saldatorin. Për trashësi metalike deri në 4 mm, standardet evropiane këshillojnë të mos kryhen lëvizje tërthore.
Banja ndjek nxehtësinë - kjo duhet të mbahet mend kur ndryshoni drejtimin kur saldoni.  Formimi i nënprerjes ndodh kur nuk ka mjaftueshëm metal elektrodë për të mbushur plotësisht pishinën kur lëvizni. Për të parandaluar formimin e një brazdë të tillë anësore (nënprerje), duhet të kontrolloni kufijtë e jashtëm, të monitoroni me kujdes vaskën dhe, nëse është e nevojshme, ta bëni atë më të hollë.
Formimi i nënprerjes ndodh kur nuk ka mjaftueshëm metal elektrodë për të mbushur plotësisht pishinën kur lëvizni. Për të parandaluar formimin e një brazdë të tillë anësore (nënprerje), duhet të kontrolloni kufijtë e jashtëm, të monitoroni me kujdes vaskën dhe, nëse është e nevojshme, ta bëni atë më të hollë.

Kur elektroda anohet pak, e gjithë forca drejtohet prapa dhe shtresa ngrihet (noton). 
Kur elektroda anohet shumë gjatë procesit të saldimit, forca zbatohet në drejtim të tegelit, gjë që pengon kontrollin normal të banjës.

Nëse është e nevojshme për të marrë një shtresë të sheshtë ose për të zhvendosur banjën mbrapa, përdorni animet e elektrodës në kënde të ndryshme. Puna fillon në një kënd nga 45 ° në 90 °, pasi ky kënd ju lejon të vëzhgoni banjën dhe saldimin normalisht.
Gjatë punës, saldatori ushqen elektrodën në zonën e saldimit me një prirje të caktuar. Bëhet dallimi midis saldimit me kënd përpara dhe prapa. Kjo teknikë teknologjike ju lejon të rregulloni parametrat e qepjes.
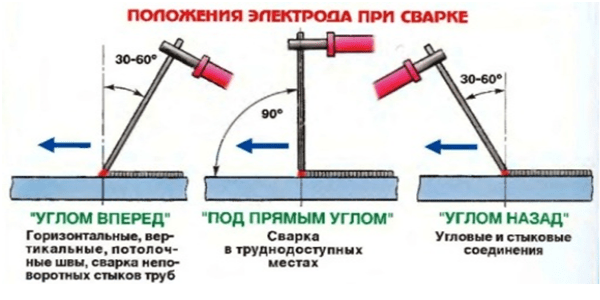
Kur saldohet në një kënd përpara, shtresa është më e vogël në thellësi, por më e gjerë, gjë që është e përshtatshme për metalin e hollë. Saldimi i metalit të trashë kryhet në një kënd prapa, gjë që siguron ngrohje më të madhe të metalit në thellësi. Gjatë kryerjes së punës, këshillohet të ruani këndet e treguara në figurë. Shigjeta e madhe blu tregon drejtimin e saldimit - lëvizjen e saldimit.
Video shtesë mbi temën:
Polariteti i drejtpërdrejtë dhe i kundërt kur saldohet me një inverter
Procesi i shkrirjes së metalit gjatë saldimit ndodh nën ndikimin e nxehtësisë së harkut, i cili formohet midis elektrodës dhe metalit si rezultat i lidhjes së metalit dhe elektrodës me terminalet e kundërta të makinës së saldimit.
Ekzistojnë dy mundësi për kryerjen e punës së saldimit, të ndryshme në rendin e lidhjes, të quajtur saldim me polaritet të drejtpërdrejtë dhe të kundërt. Me polaritet të drejtpërdrejtë, elektroda është e lidhur me minusin, dhe metali me plusin, ka një hyrje të reduktuar të nxehtësisë në metal. Zona e shkrirjes është e ngushtë, por në të njëjtën kohë e thellë.
Kur polariteti është i kundërt, elektroda lidhet me pozitiven dhe metali me atë negativ, duke rezultuar në një hyrje të reduktuar të nxehtësisë në produkt. Zona e shkrirjes është mjaft e gjerë, por jo e thellë. Ju mund të vëzhgoni efektin e pastrimit katodik të sipërfaqes së salduar.
Çfarë polariteti duhet të zgjidhni kur saldoni? Saldimi kryhet në polaritet të drejtpërdrejtë dhe të kundërt. Kur zgjidhni, merrni parasysh faktin që elementi i rrjetit i lidhur me pozitivin nxehet më shumë. Zona e ngjyrosur me të kuqe në figurë nxehet më shumë gjatë saldimit.
Kur saldojnë metal të hollë, ata kanë frikë nga mbinxehja dhe djegia e tij. Një minus është i lidhur me produktin dhe gatuhet me polaritet të kundërt. Metali i trashë është ngjitur duke përdorur polaritet të drejtë.
Efekti i shpejtësisë së furnizimit të elektrodës
Shpejtësia e saldimit dhe furnizimi i elektrodës duhet të sigurojnë që një sasi e mjaftueshme e metalit të shkrirë të hyjë në zonën e saldimit. Mungesa e metalit çon në nënprerje.
Kur elektroda lëviz shpejt përgjatë shtresës, fuqia e harkut nuk është e mjaftueshme për të ngrohur metalin, shtresa është e cekët, shtrihet në majë të metalit, pa shkrirë skajet duke u salduar. Kur elektroda lëviz ngadalë, vërehet mbinxehje e bazës dhe e metalit të elektrodës, duke djegur ndoshta sipërfaqen dhe deformim të metalit të hollë.
Efekti i rrymës
Fuqia aktuale vendoset në inverter sipas të dhënave të dhëna në tabelë. Siç mund ta shihni, të dhënat janë spekulative.

Forca aktuale dhe shpejtësia e lëvizjes kanë një efekt kompleks në saldim. Rryma e lartë rrit thellësinë e depërtimit dhe ju lejon të rritni shpejtësinë e elektrodës. Me përputhjen optimale të rrymës dhe shpejtësisë, tegeli është mesatarisht konveks dhe i bukur, duke siguruar thellësinë e kërkuar të depërtimit të skajeve që saldohen.
Procesi i saldimit me një inverter në fletë metalike të hollë
 Çfarë tjetër duhet t'i kushtoni vëmendje përpara se të kryeni procesin e saldimit? Mbi polaritetin e elektroneve. Këto janë bazat e saldimit. Në procesin e saldimit DC, ka një ngarkesë burimore negative dhe pozitive. Duke folur se si të lidhni siç duhet një inverter saldimi, para së gjithash, duhet të vendosni se cilën ngarkesë të lidhni, bazuar në faktin se nëse materiali që duhet të saldohet ka një ngarkesë pozitive, atëherë do të nxehet më shumë. Nëse një ngarkesë pozitive është e lidhur me elektrodën, atëherë ajo do të nxehet dhe digjet më shumë. Polariteti i kundërt është tipik kur saldohet me një inverter, pasi fletët e holla metalike supozohet të saldohen, dhe ato janë të lehta për t'u djegur. Prandaj, nëse jeni të interesuar kryesisht për saldimin e metalit të hollë me një inverter, duhet t'i kushtoni vëmendje të veçantë vendosjes së polaritetit të kundërt të inverterit, si dhe forcës normale të rrymës. Elektrodat për saldimin me inverter të metalit të hollë janë të lidhura "plus" me harkun e inverterit dhe "minus" me fletën metalike.
Çfarë tjetër duhet t'i kushtoni vëmendje përpara se të kryeni procesin e saldimit? Mbi polaritetin e elektroneve. Këto janë bazat e saldimit. Në procesin e saldimit DC, ka një ngarkesë burimore negative dhe pozitive. Duke folur se si të lidhni siç duhet një inverter saldimi, para së gjithash, duhet të vendosni se cilën ngarkesë të lidhni, bazuar në faktin se nëse materiali që duhet të saldohet ka një ngarkesë pozitive, atëherë do të nxehet më shumë. Nëse një ngarkesë pozitive është e lidhur me elektrodën, atëherë ajo do të nxehet dhe digjet më shumë. Polariteti i kundërt është tipik kur saldohet me një inverter, pasi fletët e holla metalike supozohet të saldohen, dhe ato janë të lehta për t'u djegur. Prandaj, nëse jeni të interesuar kryesisht për saldimin e metalit të hollë me një inverter, duhet t'i kushtoni vëmendje të veçantë vendosjes së polaritetit të kundërt të inverterit, si dhe forcës normale të rrymës. Elektrodat për saldimin me inverter të metalit të hollë janë të lidhura "plus" me harkun e inverterit dhe "minus" me fletën metalike.
Në një shtëpi private, saldimi i pjesëve të holla është më i rëndësishëm. Sepse gabimet më të vogla mund të çojnë në djegie përmes metalit. Para se të filloni të punoni me pjesë të hollë, përpiquni të zotëroni qepjet bazë në metal të trashë.
- Kryeni saldimin me amperazhin minimal të rekomanduar.
- Bëni shtresën në një kënd përpara.
- Sigurohuni që të kryeni saldim me polaritet të kundërt.
- Një problem i madh gjatë saldimit të metalit të hollë është deformimi i pjesës. Për ta zvogëluar atë, sigurojeni pjesët gjatë saldimit.
- Kur bëni ngjitje në produkte të gjata, më shumë se 0,5 m, filloni të vendosni ngjitjet nga mesi i produktit deri në skajet.
Kërkesa më e zakonshme në internet për ata që duan të mësojnë se si të përdorin një inverter është "video saldimi me inverter për fillestarët". Ne ofrojmë një video unike në faqet e faqes sonë të internetit ku mund të shihni të gjitha parimet e funksionimit të një inverter për një fillestar.
Dhe ne do t'i lejojmë vetes disa këshilla të tjera për të mësuar procesin e saldimit me një inverter:

Më shumë video mbi temën:
Studioni videon se si të përdorni siç duhet një inverter saldimi dhe jemi të sigurt që procesi i saldimit nuk do të jetë i vështirë për ju. Para se të shikoni videon, lexoni me kujdes përshkrimin e saldimit, i cili është shkruar në artikullin tonë.
Mësime video për saldimin me një inverter:
Dhe së fundi, si të zgjidhni inverterin e duhur të saldimit?
Ne gjithashtu rekomandojmë:
Komentet:
Facebook (X)
VKontakte (0)
E rregullt (37 )
- Anatoli
Artikull shumë i mirë dhe i dobishëm! Më pëlqeu shumë duke e lexuar, faleminderit për një analizë kaq të hollësishme të nuancave të ndryshme në saldim. Le të praktikojmë!)
- Volodimir
Pane Meister. Unë sapo kam filluar ta ziej, e vendosa në tensionin e rekomanduar, përndryshe elektroda digjet dhe polariteti i qiellzës është normal, por nuk do të mundeni dhe do të jeni gjithsesi të lumtur.
- Dmitri
Saldator Kiev, punë saldimi me çmime të përballueshme
Nëse keni nevojë për ndihmë, shkruani këtu në komente, ne gjithmonë do t'ju ndihmojmë) - Anton
Faleminderit shumë!!!
- Valery Anatolyevich
Video shumë e dobishme për fillestarët, informacion i dobishëm në përgjithësi dhe një faqe interneti e dobishme! faleminderit! Suksese ne punen tuaj!
- Tatiana
Kam nevojë për një mjeshtër për të bashkuar një kurorë metalike në kornizën e ikonës. Metal - bronzi.
- Sonya
Faleminderit, më pëlqeu shumë artikulli dhe komentet gjithashtu
- Aleksandër (Përgjegjës)
Të dashur miq, këtë muaj ky artikull është shikuar 8272 herë, që është një shifër e lartë. Ju lutemi rekomandoni artikullin miqve tuaj në rrjetet sociale për të sjellë edhe më shumë përfitime për saldatorët fillestarë.
- Aleksandër
ju lutem me tregoni polaritetin. + lidheni me elektrodën ose me tokëzimin përndryshe shkruajnë kudo Saldimi ndaloi saldimin e metalit, e dërgoi për riparim pas riparimit, ai funksionoi për një kohë dhe përsëri i njëjti problem u raportua te masteri. elektroda duhet të lidhet me - lidhni një + me tokëzimin a në udhëzime përkundrazi shkruhet + elektrodë, - masë.
- Dmitri
Djema, dua të them sa vijon, kam mjaft praktikë në saldimin e metaleve. Sot gatuaj metal sikur të bëj një zanat nga plastelina, mund të saldoj lehtësisht një vrimë me diametër 40-100 mm në tavan me elektrodë me tre pika, pa copë, e kështu me radhë, me pak fjalë, është kënaqësi. . E mora këtë aftësi dhe kjo ndodhi 18 vjet më parë, sapo fillova të shoh dhe dalloj ngjyrën e metalit gjatë ngrohjes me hark. Prandaj aftësinë më të rëndësishme gjatë djegies së harkut e konsideroj: 1. të dallojë skorjen nga metali. 2. shih temperaturën e ngrohjes së metalit sipas ngjyrës së tij. Mësoni këto gjëra dhe do të habiteni se sa e lehtë dhe e thjeshtë është gjithçka.
Në një shtëpi private, në një shtëpi të vendit, në një garazh dhe madje edhe në një apartament - kudo ka shumë punë që kërkojnë saldim metalik. Kjo nevojë është veçanërisht e mprehtë gjatë procesit të ndërtimit. Këtu, veçanërisht shpesh, diçka duhet të gatuhet ose të pritet. Dhe nëse ende mund ta prisni me një mulli, atëherë nuk ka asgjë për të lidhur me siguri pjesët metalike, përveç saldimit. Dhe nëse ndërtimi kryhet me duart tuaja, atëherë puna e saldimit mund të bëhet në mënyrë të pavarur. Sidomos në vendet ku bukuria e qepjes nuk kërkohet. Ne do t'ju tregojmë se si të saldoni siç duhet me saldim në këtë artikull.
Bazat e saldimit elektrik
Lidhjet metalike të salduara janë më të besueshmet sot: pjesët ose pjesët janë shkrirë në një tërësi të vetme. Kjo ndodh si pasojë e ekspozimit ndaj temperaturave të larta. Shumica e makinave moderne të saldimit përdorin një hark elektrik për të shkrirë metalin. Ai ngroh metalin në zonën e prekur deri në temperaturën e shkrirjes, dhe kjo ndodh në një zonë të vogël. Meqenëse përdoret një hark elektrik, saldimi quhet saldim me hark elektrik.
Kjo nuk është metoda mjaft e saktë e saldimit)) Së paku, keni nevojë
Llojet e saldimit elektrik
Një hark elektrik mund të formohet nga rryma direkte dhe alternative. Transformatorët e saldimit përdorin rrymë alternative, dhe invertorët përdorin rrymë direkte.
Puna me një transformator është më e ndërlikuar: rryma është e alternuar, kështu që harku i saldimit "kërcen", vetë pajisja është e rëndë dhe e rëndë. Zhurma që bën si harku ashtu edhe vetë transformatori gjatë funksionimit është gjithashtu mjaft i bezdisshëm. Ekziston edhe një problem: transformatori "e streson" shumë rrjetin. Për më tepër, vërehen rritje të konsiderueshme të tensionit. Fqinjët nuk janë shumë të kënaqur për këtë fakt dhe pajisjet tuaja shtëpiake mund të vuajnë.
Invertorët funksionojnë kryesisht nga një rrjet 220 V Në të njëjtën kohë, ato janë të vogla në madhësi dhe peshë (rreth 3-8 kilogramë), funksionojnë në heshtje dhe nuk kanë pothuajse asnjë efekt në tension. Fqinjët as nuk do ta dinë se keni filluar të përdorni makinën e saldimit nëse nuk ju shohin. Përveç kësaj, meqenëse harku shkaktohet nga rryma e drejtpërdrejtë, ai nuk kërcehet dhe është më i lehtë për t'u trazuar dhe kontrolluar. Pra, nëse vendosni të mësoni se si të bashkoni metalin, filloni me një inverter saldimi.
Teknologjia e saldimit
Që të ndodhë një hark elektrik, nevojiten dy elementë përçues me ngarkesa të kundërta. Njëra është një pjesë metalike, dhe e dyta është një elektrodë.
Elektrodat e përdorura për saldimin me hark manual përbëhen nga një bërthamë metalike e veshur me një përbërje të veçantë mbrojtëse. Ekzistojnë gjithashtu elektroda saldimi jometalike nga grafiti dhe karboni, por ato përdoren për punë speciale dhe nuk ka gjasa të jenë të dobishme për një saldator fillestar.
Kur një elektrodë dhe metal me polaritet të kundërt preken, ndodh një hark elektrik. Pas shfaqjes së tij, në vendin ku drejtohet, metali i pjesës fillon të shkrihet. Në të njëjtën kohë, metali i shufrës së elektrodës shkrihet, duke u transferuar me harkun elektrik në zonën e shkrirjes: pishinën e saldimit.
Si formohet një pishinë saldimi. Pa e kuptuar këtë proces, nuk do të kuptoni se si të saldoni saktë metalin (Për të zmadhuar madhësinë e figurës, kliko me të djathtën mbi të)
Gjatë procesit, veshja mbrojtëse gjithashtu digjet, duke shkrirë pjesërisht, duke avulluar pjesërisht dhe duke lëshuar një sasi të caktuar të gazrave të nxehtë. Gazrat rrethojnë pishinën e saldimit, duke mbrojtur metalin nga ndërveprimi me oksigjenin. Përbërja e tyre varet nga lloji i veshjes mbrojtëse. Skorja e shkrirë gjithashtu vesh metalin, duke ndihmuar gjithashtu në ruajtjen e temperaturës së tij. Për të salduar siç duhet, duhet të siguroheni që skorja të mbulojë pishinën e saldimit.
Saldimi formohet duke lëvizur banjën. Dhe lëviz kur elektroda lëviz. Ky është i gjithë sekreti i saldimit: ju duhet të lëvizni elektrodën me një shpejtësi të caktuar. Është gjithashtu e rëndësishme, në varësi të llojit të kërkuar të lidhjes, të zgjidhni saktë këndin e tij të prirjes dhe parametrat aktualë.
Ndërsa metali ftohet, mbi të formohet një kore skorje - rezultat i djegies së gazeve mbrojtëse. Gjithashtu mbron metalin nga kontakti me oksigjenin në ajër. Pasi ftohet, rrihet me çekiç. Në këtë rast, fragmentet e nxehta fluturojnë larg, kështu që kërkohet mbrojtje e syve (mbani syze speciale).
Si të saldoni saktë metalin
Të mësosh të mbash saktë elektrodën dhe të lëvizësh banjën nuk mjafton për një rezultat të mirë. Është e nevojshme të njihen disa nga hollësitë e sjelljes së metaleve që bashkohen. E veçanta është se tegeli "tërheq" pjesët, gjë që mund t'i bëjë ato të shtrembërohen. Si rezultat, forma e produktit mund të ndryshojë shumë nga ajo që ishte menduar.
Teknologjia e saldimit elektrik: përpara se të filloni të aplikoni një shtresë, pjesët lidhen duke përdorur saldime ngjitëse - qepje të shkurtra të vendosura në një distancë prej 80-250 mm nga njëra-tjetra
Prandaj, para punës, pjesët sigurohen me kapëse, lidhje dhe pajisje të tjera. Për më tepër, bëhen ngjitje - qepje të shkurtra tërthore të vendosura çdo disa dhjetëra centimetra. Ata i mbajnë pjesët së bashku, duke i dhënë produktit formën e tij. Gjatë saldimit, ato aplikohen në të dyja anët: në këtë mënyrë kompensohen sforcimet që rezultojnë. Vetëm pas këtyre masave përgatitore fillon saldimi.
Si të zgjidhni një rrymë për saldim
Është e pamundur të mësoni se si të saldoni duke përdorur saldim elektrik nëse nuk dini çfarë rryme të vendosni. Varet nga trashësia e pjesëve që saldohen dhe elektrodave të përdorura. Varësia e tyre është paraqitur në tabelë.
Por me saldimin manual me hark, gjithçka është e ndërlidhur. Për shembull, tensioni në rrjet ka rënë. Inverteri thjesht nuk mund të prodhojë rrymën e kërkuar. Por edhe në këto kushte mund të punoni: mund ta lëvizni elektrodën më ngadalë, duke arritur ngrohje të mirë. Nëse kjo nuk ju ndihmon, ndryshoni llojin e lëvizjes së elektrodës - duke kaluar mbi një vend disa herë. Një mënyrë tjetër është përdorimi i një elektrodë më të hollë. Duke kombinuar të gjitha këto metoda mund të arrini një saldim të mirë edhe në kushte të tilla.
Tani ju e dini se si të bashkoni siç duhet. Gjithçka që mbetet është të praktikoni aftësitë. Zgjidhni një makinë saldimi, blini elektroda dhe një helmetë saldimi dhe filloni të praktikoni.
Për të përforcuar informacionin, shikoni mësimin video mbi saldimin.

