Pada saat pompa beroperasi, tekanan hidrolik aksial bekerja pada impeller, cenderung menggerakkan poros dengan impeller terpasang di atasnya dengan arah yang berlawanan dengan arah pergerakan fluida yang masuk ke impeller.
Tekanan pada sisi hisap di annulus selalu lebih kecil dibandingkan tekanan pada sisi isap sisi yang berlawanan piringan impeler (2.13). Jika di sisi kanan roda gaya tekanan P2 bekerja pada permukaan cincin piringan yang berjari-jari r2 dan r, maka di sisi kiri aksinya terbatas pada permukaan cincin yang berjari-jari r3 dan Rt. Oleh karena itu, kekuatan tekanan total terus berlanjut Roda kerja dengan saluran masuk fluida satu arah di kanan dan kiri tidak sama.
Dari rumus () maka tekanan aksial diarahkan dari kanan ke kiri (Р2>Рх), Akibatnya timbul gaya sepanjang sumbu poros, cenderung
gerakkan impeler ke arah sisi hisap. Besarnya gaya aksial lebih besar dari diameter lebih besar masuk dan semakin besar perbedaan tekanan (p2 pr) ~ Rumus (2.81) merupakan perkiraan, karena tidak memperhitungkan tekanan reaktif fluida ketika bergerak di dalam impeller, yang terjadi karena perubahan arah aliran fluida dari aksial menjadi radial.
Tekanan aksial dalam pompa, bahkan pada satu roda, bisa sangat besar, dan pada pompa multitahap, penghilangan gaya aksial memerlukan perangkat khusus. Tekanan aksial menggantikan impeler, yang dipasang secara kaku pada poros pompa, yang menyebabkan pemanasan bantalan, dan dengan perpindahan rotor pompa yang signifikan, impeler dapat bersentuhan dengan dinding tetap selubung. Hal ini dapat menyebabkan abrasi pada dinding impeller dan peningkatan konsumsi daya, dan dalam beberapa kasus kerusakan pompa.
Gaya aksial dapat dihilangkan atau dikurangi secara signifikan sebagai berikut:
penggunaan impeller dengan hisap ganda; melewati cairan dari rongga celah cakram belakang ke dalam pipa hisap. Dalam hal ini, luas penampang pipa pembuangan bypass harus minimal 4 kali lipat lebih banyak wilayah celah antara segel roda dan rumah pompa. Kotak isian di sisi tekanan akan berada di bawah tekanan isap;
susunan lubang pada bushing impeller. Cara ini mengurangi efisiensi pompa sebesar 4-6%, sehingga sebaiknya pembongkaran menggunakan pipa bypass;
pemasangan rusuk radial pada cakram belakang roda (metode ini banyak digunakan dalam desain roda untuk asam);
Di pompa multistage gaya aksial penyeimbang dengan cara berikut: pemasangan roda berlawanan arah dan sistem yang sesuai untuk memindahkan cairan dari roda ke roda; menggunakan relief disk (tumit hidrolik) (2.14).
Keseimbangan rotor dalam hal ini dicapai dengan aksi tekanan px dalam arah yang berlawanan dengan beban aksial. Untuk tujuan ini, rongga di depan piringan bongkar dihubungkan dengan sistem celah di mana sebagian kecil aliran pompa Qy2 dialihkan ke saluran hisap. Hal ini memungkinkan untuk memastikan putaran minimum rotor dalam arah aksial dan membongkar kotak isian di sisi pelepasan dari tekanan tinggi.
Seringkali di pertanian, di industri dan di rumah-rumah pribadi menggunakan peralatan pompa. Tujuan mereka adalah untuk bergerak jenis yang berbeda cairan. Itulah sebabnya unit pompa memiliki banyak variasi, tempat khusus di antaranya ditempati oleh pompa sentrifugal.
Elemen kerja utama dari peralatan ini adalah impeller. Artikel ini membahas secara rinci konsep impeller, perangkatnya elemen struktural, serta jenisnya.
1 Konsep impeller dan perangkatnya
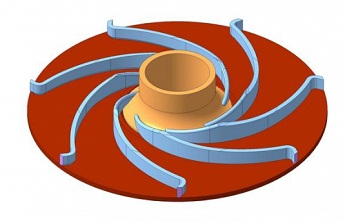
Impeler (impeller) pompa merupakan elemen kerja utama peralatan pompa yang menyalurkan energi yang diterima dari motor. Diameter bilah luar dan dalam, bentuk bilah, lebar roda dapat ditentukan dengan menggunakan perhitungan.
Tujuan utama dari impeller pompa adalah untuk menghasilkan gaya sentrifugal, yang menciptakan tekanan yang menggerakkan aliran fluida.
Desain impeller mencakup elemen-elemen utama berikut:
- disk depan (terdepan);
- disk belakang (digerakkan);
- impeller, yang terdiri dari bilah-bilah yang terletak di antara piringan.
Bilah impeler pada peralatan pompa sering kali memiliki kelengkungan ke sisi yang berlawanan dengan arah pergerakannya.
1.1 Fungsi impeler pompa
Prinsip pengoperasian impeller: ketika siklus kerja dimulai, cairan terakumulasi di antara sudu-sudu bersamaan dengan dimulainya putaran impeller. Di bawah pengaruh rotasi, gaya sentrifugal muncul, berkontribusi terhadap munculnya tekanan; kemudian cairan menjauh dari bagian tengah impeller dan secara bertahap menekan dinding. Media yang dipompa, di bawah tekanan, dibuang ke luar melalui pipa pelepasan, sementara tekanan minimum dibuat di tengah impeler, yang memfasilitasi aliran bagian fluida berikutnya ke impeler.
Perlu juga dicatat bahwa proses ini terjadi secara siklis, sehingga pengoperasian peralatan pemompaan stabil dan tidak terputus.
1.2 Jenis dan perbedaan
Impeler terdiri dari jenis berikut:
- membuka;
- tertutup;
- setengah tertutup.
Saat ini, pompa sentrifugal dengan impeller terbuka praktis tidak digunakan, karena efisiensinya< 40%. Но на немногих землесосных снарядах давней постройки такие колеса еще эксплуатируются. Но данный тип крыльчаток имеет и преимущества.Они гораздо менее подвержены засорению, и их весьма легко можно защитить от износа стальными накладками. Также отремонтировать данный тип колес можно очень просто.
Tipe semi tertutup memiliki piringan pada sisi yang berlawanan dengan pengisap. Jenis ini tidak digunakan pada unit tanah yang besar, namun digunakan pada pompa kecil yang permasalahan penyumbatannya merupakan hal yang utama.
Tipe pribadi memberikan efisiensi tertinggi, digunakan pada semua peralatan pemompaan modern. Mereka memiliki kekuatan tinggi, namun perlindungan terhadap keausan dan perbaikannya jauh lebih sulit dibandingkan impeler semi-tertutup dan terbuka.

Roda tertutup memiliki dua hingga enam bilah yang berfungsi. Tonjolan radial biasanya dibuat pada permukaan luar cakram. Atau tonjolan yang mengulangi bentuk tulang belikat.
Impeler paling sering diproduksi dalam keadaan utuh. Namun di Amerika Serikat terkadang dibuat dengan cara dilas bagian cor. Dalam kasus paduan keras yang sulit dikerjakan, impeler terkadang dibuat dengan hub yang dapat dilepas dan terbuat dari bahan yang lebih lembut.
1.3 Jenis pendaratan yang paling umum digunakan
Kesesuaian meruncing (kerucut) - memudahkan pemasangan dan pelepasan impeler dari poros pompa. Kerugian dari pemasangan ini adalah posisi impeler yang kurang akurat relatif terhadap selubung unit pompa dalam arah memanjang dibandingkan dengan pemasangan silinder. Impeler dipasang secara kaku pada poros, sehingga tidak dapat bergerak. Selain itu, kesesuaian berbentuk kerucut cenderung menyebabkan impeler kehabisan tenaga, dan hal ini, pada gilirannya, berdampak negatif pada gland packing dan segel mekanis.
Kesesuaian silinder - memastikan posisi impeller yang tepat pada poros. Roda dipasang pada poros dengan satu atau lebih kunci. Kesesuaian ini digunakan pada pompa periferal, dan pompa periferal submersible. Kerugian dari kecocokan ini adalah perlunya pemrosesan yang tepat pada poros pompa dan lubang itu sendiri di hubnya.
Pendaratan heksagonal (salib) - sebagai aturan, digunakan dalam peralatan pemompaan untuk sumur. Kesesuaian ini memungkinkan pemasangan dan pelepasan impeler dengan mudah. Ia dengan kuat memasangnya pada poros di sumbu rotasinya. Melalui mesin cuci khusus, celah pada roda diffuser disesuaikan.
Pendaratan dalam bentuk bintang bersisi enam - digunakan pada unit pompa tekanan tinggi multistage vertikal dan horizontal, di mana impelernya terbuat dari baja tahan karat. Desain ini adalah yang paling rumit dan memerlukannya kelas tertinggi pemrosesan poros dan impeler. Ini dengan kuat memasang impeler pada sumbu rotasi poros. Kesenjangan pada diffuser diatur oleh bushing.
2 Penyebab dan gejala rusaknya impeler pompa sentrifugal
Penyebab paling umum dari kegagalan impeler adalah kavitasi - penguapan dan munculnya gelembung uap dalam cairan, yang menyebabkan erosi logam, karena adanya agresivitas kimiawi yang tinggi dari gas dalam gelembung cairan.
Penyebab utama kavitasi:
- Suhu > 60°C
- Panjang besar dan diameter kepala hisap tidak cukup besar.
- Sambungan longgar pada kepala hisap.
- Kontaminasi kepala hisap.
Tanda-tanda kerusakan:
- Getaran.
- Berderak saat dihisap.
- Kebisingan.
Tip: jika gejala di atas muncul pada pompa, lebih baik hentikan penggunaannya. Karena kavitasi mengurangi efisiensi perangkat, tekanan dan kinerjanya, bagian-bagian unit pompa menjadi kasar, dan selanjutnya perangkat baru perlu diperbaiki atau dibeli.
2.1 Perbaikan
Jika perangkat masih menolak berfungsi, Anda dapat memperbaikinya sendiri. Untuk memperbaiki perangkat, Anda harus membongkarnya:
- Langkah pertama adalah melepas separuh kopling menggunakan penarik khusus.
- Langkah selanjutnya adalah mengarahkan rotor ke stop unloading disk ke arah yang menghasilkan hisapan.
- Tandai lokasi panah pergeseran sumbu.
- Bongkar bantalan, lepaskan pelapisnya.
- Melalui stripper, disk bongkar ditarik keluar.
- Dengan menggunakan sekrup pemaksa, lepaskan impeller dari porosnya.
Kalau bahannya baja, kalau rodanya sudah aus, baru diarahkan dulu, baru diubah menjadi mesin bubut. Jika roda sangat aus, roda dilepas, setelah itu yang baru dilas.
Jika bahannya besi tuang, jika rodanya aus, maka tempat-tempat yang diperlukan diisi dengan tembaga, dan kemudian dikerjakan, tetapi roda besi cor, biasanya, hanya diganti.

Langkah terakhir adalah merakit kembali pompa dengan urutan sebagai berikut:
- Bersihkan bagian-bagian pompa sentrifugal.
- Jika ada gerinda atau goresan, maka dihilangkan.
- Impeler dipasang pada poros.
- Letakkan disk boot pada tempatnya.
- Pasang kelenjar pengepakan lunak.
- Kencangkan murnya.
- Gulung kelenjarnya.
- Sampai disk bongkar berhenti, rotor diumpankan ke tumit.
3 Ciri-ciri utama pompa sentrifugal modern
Perwakilan terbaik dari pompa modern adalah: pompa submersible dengan impeler periferal seri Calpeda B-VT, serta unit pompa self-priming 1SVN-80A dan pompa listrik 1ASVN-80A.
3.1 Tujuan pompa CALPEDA B-VT
Pompa CALPEDA B-VT digunakan untuk memompa bersih (untuk cairan yang terkontaminasi dapat digunakan pompa semi-submersible Calpeda VAL atau Calpeda SC) cairan non-eksplosif yang tidak mengandung partikel yang bersifat abrasif, tersuspensi, atau sangat agresif terhadap bahan pembuat pompa.
Karena ukurannya yang kecil, pompa listrik ini sangat cocok untuk dipasang di dalam perangkat yang berbeda dan perangkat sistem pendingin, sirkulasi dan pendingin udara.
Keterbatasan pengoperasian unit pompa CALPEDA B-VT
- Suhu cair: untuk air<90 °C, для масла < 150°C.
- Suhu lingkungan< 40°C.
- Mode penggunaan berkelanjutan.

Peralatan pompa self-priming 1SVN-80A dan 1ASVN-80A. digunakan untuk memompa cairan yang tidak tercemar: air, alkohol, bahan bakar diesel, bensin, minyak tanah dan cairan netral sejenis dengan viskositas<2⋅10-5 м 2 /с температурой -40 – 50 °Cи плотностью <1000 кг/м 3 .
Unit pompa 1SVN-80A diproduksi dengan putaran kanan dan kiri, jika dilihat dari ujung poros. Pada alat putaran kiri, ujung penggerak poros terletak pada sisi pipa hisap, arah gerak poros berlawanan arah jarum jam.
Pada peralatan putaran kanan, ujung penggerak poros terletak pada sisi pipa pembuangan, putaran poros searah jarum jam. Arah pergerakan poros harus bertepatan dengan arah panah pada bagian tekanan peralatan pompa (diperiksa dengan uji coba singkat penggerak perangkat).
3.2 Memodelkan impeler di FlowVision (video)
Mengirimkan karya bagus Anda ke basis pengetahuan itu sederhana. Gunakan formulir di bawah ini
Pelajar, mahasiswa pascasarjana, ilmuwan muda yang menggunakan basis pengetahuan dalam studi dan pekerjaan mereka akan sangat berterima kasih kepada Anda.
Diposting pada http://www.allbest.ru/
Kementerian Pendidikan dan Ilmu Pengetahuan Federasi Rusia
Cabang pendidikan anggaran negara federal
lembaga pendidikan profesi tinggi
UNIVERSITAS TEKNIK MINYAK NEGARA UFA
pada bulan Oktober
Departemen Mesin dan Peralatan Ladang Minyak
proyek kursus
Perbaikan impeler pompa sentrifugal
Disiplin: "Pengoperasian dan perbaikan mesin dan peralatan ladang minyak dan gas"
Selesai: st.gr. MP-06-11 R.R. Sharifullin
Oktober 2013
Perkenalan
1.1 Karakteristik teknis unit pompa
1.2 Desain dan prinsip pengoperasian unit pompa
2. Struktur proses teknologi perombakan unit Pompa tipe NPV-1250-60
2.1 Organisasi perbaikan unit pompa. Fitur perbaikan bekerja
2.2 Sentralisasi dan spesialisasi pekerjaan perbaikan
3.1 Membongkar pompa
3.2 Kontrol poros
5.1 Umum
5.2 Merakit sambungan poros
5.2.1 Merakit alat kelengkapan penekan poros
5.2.5 Merakit ulir poros
5.3 Perakitan pompa
5.3.1 Perakitan rotor
5.3.4 Perakitan bagian
5.3.5 Perakitan akhir pompa
5.4 Penyelarasan pompa
6.1 Dasar-dasar
6.2 Metode pengujian
7. Perlindungan unit pompa tipe NPA-1250-60 terhadap korosi
8. Aturan perawatan dan pengoperasian unit pompa tipe NPV-1250-60
Bibliografi
Perkenalan
Dalam berbagai proses teknologi industri minyak dan gas, produksi, pengumpulan, penyiapan dan pengangkutan hasil sumur minyak, pengangkutan minyak utama, proses peningkatan perolehan minyak, pemeliharaan tekanan reservoir dan penyediaan air, serta dalam berbagai instalasi teknologi gas. pabrik pengolahan dan stasiun kompresor, berbagai peralatan pompa digunakan, berbeda dalam prinsip operasi, desain, penggerak dan karakteristik cairan yang dipompa.
Pompa sentrifugal minyak, dirancang untuk beroperasi dalam kondisi kemungkinan pembentukan campuran gas dan uap yang dapat meledak dengan udara, digunakan dalam sistem lapangan untuk mengumpulkan, mengolah dan mengangkut minyak, unit teknologi industri penyulingan minyak dan petrokimia untuk memompa minyak, dicairkan gas hidrokarbon, produk minyak dan cairan lain yang serupa dengan sifat fisik tertentu (densitas, viskositas, dll.) dan efek korosif pada bahan bagian pompa. Kandungan maksimum padatan tersuspensi dalam cairan yang dipompa tidak boleh melebihi 0,2% (berdasarkan massa). Ukuran partikel tidak boleh melebihi 0,2 mm.
Jenis pompa berikut diproduksi: K konsol horizontal satu dan dua tahap; C intersupport penampang horizontal dengan housing split aksial; Kasus ganda interdukung bagian horizontal SD; VM vertikal, tertanam dalam alur.
Produksi jenis-jenis berikut ini direncanakan: Stasiun pompa minyak untuk memompa keluar kebocoran; penahan minyak NPV vertikal; Pipa minyak NM.
Pompa oli booster vertikal tipe NPV dirancang untuk mensuplai oli dengan temperatur minus 5 0 С hingga plus 80 0 С, viskositas kinematik 1-3x10 -4 cm 2 /s, densitas 830-900 kg/m 3 .
korosi poros perbaikan pompa
1. Desain, tujuan dan kondisi pengoperasian unit pompa tipe NPV-1250-60
Kavitasi adalah terganggunya kontinuitas aliran fluida, akibat munculnya gelembung-gelembung atau rongga-rongga yang berisi uap atau gas di dalamnya. Kavitasi terjadi ketika tekanan turun, menyebabkan cairan mendidih atau gas terlarut terlepas darinya. Dalam aliran fluida, penurunan tekanan seperti itu biasanya terjadi pada daerah dengan kecepatan yang meningkat. Dalam kebanyakan kasus, pelepasan gas dari larutan tidak berperan. Dalam hal ini kavitasi sering disebut dengan kavitasi uap. Kavitasi uap disertai dengan fenomena utama berikut:
1) Pengembunan gelembung uap, yang terbawa aliran ke daerah bertekanan tinggi.
2) Erosi logam pada dinding saluran. Ketika gelembung uap mengembun, tekanan di dalam gelembung tetap konstan dan sama dengan elastisitas uap jenuh, sedangkan tekanan cairan meningkat seiring dengan pergerakan gelembung. Partikel-partikel cairan yang mengelilingi gelembung berada di bawah pengaruh perbedaan antara tekanan cairan dan tekanan di dalam gelembung dan bergerak menuju pusatnya dengan kecepatan yang dipercepat. Ketika gelembung terkondensasi sempurna, terjadi tumbukan partikel cair, disertai dengan peningkatan tekanan lokal seketika, mencapai ribuan atmosfer. Hal ini menyebabkan terkelupasnya material dinding saluran, yang tampaknya disebabkan oleh fenomena kelelahan. Proses mekanis penghancuran dinding saluran yang dijelaskan disebut erosi dan merupakan konsekuensi paling berbahaya dari kavitasi.
3) Fenomena bunyi (kebisingan, retakan, guncangan) dan getaran instalasi, akibat getaran zat cair yang disebabkan oleh tertutupnya rongga-rongga berisi uap.
4) Pada pompa baling-baling, kavitasi disertai dengan penurunan aliran, tekanan, daya, dan efisiensi.
Pada pompa baling-baling, kavitasi uap terjadi pada sudu impeler, biasanya di dekat tepi depannya. Tekanan di sini jauh lebih rendah daripada tekanan di saluran masuk pompa karena peningkatan kecepatan lokal ketika mengalir ke sudu dan karena kehilangan hidrolik pada suplai.
Untuk menghilangkan fenomena kavitasi pada pompa bagian sentrifugal utama pada saat pemompaan hasil minyak dari taman komoditas di kilang, digunakan pompa booster yang menimbulkan tekanan pada pipa saluran masuk pompa utama.
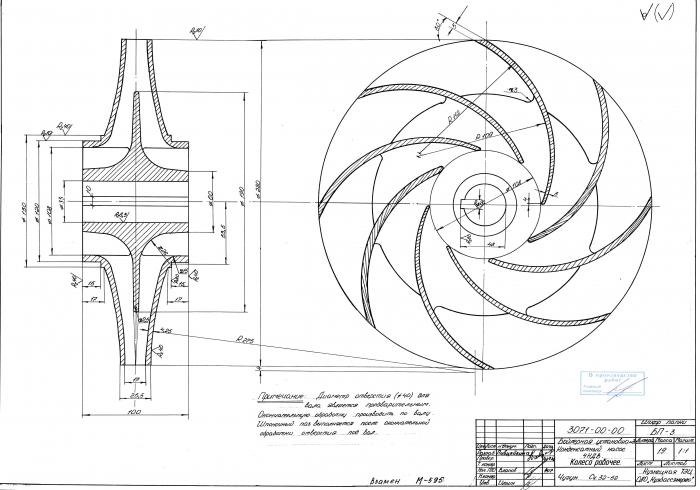
Gambar 1 Unit pompa NPV-1250-60 1 motor listrik; 2 lentera; 3 pipa tekanan; 4 pipa masuk; 5 cangkir dengan pompa
Unit pompa oli booster listrik vertikal (Gambar 1) dirancang untuk menyuplai oli dengan suhu 268..353K (-5..+80C), densitas =830..900 kg/m2 ke pompa utama oli sesuai dengan GOST 12124 -80 dan menciptakan dukungan yang diperlukan untuk operasi bebas kavitasi.
Unit ini dirancang untuk operasi di zona ledakan kelas V-1G (sesuai dengan aturan untuk instalasi listrik) dan memompa minyak, yang uapnya membentuk campuran yang dapat meledak dengan udara kategori II A dan grup T3 sesuai dengan Gost 12.1. 011-78.
Pompa diproduksi sesuai dengan kelompok keandalan pertama gost 6134-71 dalam versi iklim kategori V penempatan I sesuai dengan gost 15150-69, dan dirancang untuk operasi di area terbuka pada batas suhu lingkungan yang lebih rendah -50C.
Pada lambang unit pompa listrik (pompa), angka dan huruf menunjukkan:
Penahan minyak NPV vertikal
pasokan 1250, m3/jam
60 kepala, m
Unit dibuat dalam eksekusi untuk industri yang mudah meledak dan berbahaya.
1.1 Spesifikasi teknis
Pompa NPV-1250-60 memiliki spesifikasi sebagai berikut:
Umpan 1250 m 3 /jam
Kepala 60 m
Kecepatan rotor 1500 rpm
Cadangan kavitasi yang diizinkan pada sumbu impeler (di atas air), tidak lebih dari 2,2 m
Efisiensi (di atas air), tidak kurang dari 76%
Kebocoran eksternal melalui segel pompa 0,3*10
Dimensi keseluruhan 6155х2361 mm
Berat, tidak lebih dari 11940 kg
Diperbolehkan memutar impeler sepanjang diameter luar sebesar 5 dan 10% dari nilai nominal sesuai dengan rekomendasi pabrikan.
1.2 Perangkat dan prinsip operasi
Setiap unit pompa listrik terdiri dari pompa booster vertikal oli, motor listrik tahan ledakan asinkron vertikal, tipe VAOV, kopling, sistem otomasi dan instrumentasi.
Pompa ini bersifat sentrifugal, vertikal, satu tahap dengan suplai cairan aksial. Impeler adalah entri dua sisi, untuk meningkatkan kapasitas hisap impeler, digunakan impeler yang telah direkayasa sebelumnya.
Bagian stator pompa terdiri dari dua saluran masuk aksial, satu saluran keluar, saluran transfer, dua bagian tekanan, penutup dengan pipa pelepasan dan counterflange, serta lentera untuk motor listrik.
Bagian bawah pompa ditempatkan dalam cangkir logam dengan bagian bawah yang dilas, pipa saluran masuk, dan pelat dasar. Kaca dengan bagian penyangga pelat dipasang pada pondasi dan dilekatkan dengan baut pondasi. Untuk mengeluarkan udara pada saat pengisian untuk mengosongkan pompa, disediakan pipa dan tabung di dalam kaca. Penutup dipasang pada pelat dasar kaca. Lentera untuk memasang motor listrik dipasang pada flensa atas penutup.
Rotor pompa terdiri dari poros impeler dan roda hulu, selongsong segel, kunci, dll. Arah putaran rotor searah jarum jam jika dilihat dari ujung penggerak poros.
Gaya dorong aksial hidrolik rotor dihilangkan dengan penggunaan impeler entri ganda.
Massa rotor dan gaya aksial hidraulik sisa rotor dirasakan oleh bantalan bola kontak bersudut ganda, yang merupakan penyangga atas. Gemuk bantalan bola TsIATIM-202 GOST11110-75 atau Litol-24 TU 38-101139-71.
Untuk persepsi gaya radial dalam desain pompa, disediakan dua bantalan biasa radial, satu ujung (di ujung bawah poros) dan satu bantalan tengah, dilumasi oleh produk minyak yang dipompa.
Segel ujung rotor tipe ujung ТМ120М TU 26-06-968-75. Di rongga penutup, kumpulan kebocoran oli dari segel mekanis diatur. Untuk memanaskan segel mekanis dan pengumpul kebocoran oli pada suhu lingkungan rendah, penutup pompa dilengkapi dengan pemanas listrik. Untuk menghindari kehilangan panas yang besar, permukaan luar penutup pompa di tempat pengoperasian pompa harus diisolasi secara termal.
Pengumpul kebocoran oli harus dikosongkan setiap 1,5..2 bulan jika terjadi kebocoran normal dari segel mekanis. Detektor level cairan SUZH-3 digunakan untuk mengontrol level.
2. Struktur proses teknologi perombakan unit pompa tipe NPV-1250-60
Proses overhaul adalah serangkaian operasi teknologi dan pembantuan untuk memulihkan kinerja peralatan, dilakukan dalam urutan tertentu, dan meliputi penerimaan peralatan untuk perbaikan, operasi pencucian dan pembersihan, pembongkaran peralatan menjadi unit, unit perakitan dan suku cadang, pengendalian penyortiran suku cadang. dan perbaikan suku cadang, perakitannya, perakitan unit perakitan, rakitan dan peralatan secara keseluruhan, pengoperasian dan pengujian peralatan setelah perakitan, pengecatan dan penyerahan peralatan dari perbaikan.
Di perusahaan perbaikan di industri minyak dan gas, tergantung pada jumlah peralatan dari jenis yang sama dan kondisi perbaikan, dua metode perbaikan utama digunakan: individu dan agregat (nodal). Tergantung pada metode yang digunakan, isi dan urutan operasi dari proses perbaikan berubah. Dengan metode perbaikan individual, suku cadang, unit perakitan, dan rakitan peralatan ditandai dan, setelah diperbaiki, dipasang pada peralatan yang sama. Oleh karena itu, perakitan peralatan dimulai hanya ketika semua bagian telah diperbaiki, yang secara signifikan memperpanjang total waktu perbaikan.
Metode perbaikan individual digunakan dalam kasus di mana perusahaan perbaikan menerima sedikit peralatan dari jenis yang sama. Dengan metode perbaikan individual, suatu mesin atau mekanisme diperbaiki oleh satu tim kompleks yang terdiri dari pekerja berkualifikasi tinggi.
Metode perbaikan individual memiliki kelemahan sebagai berikut:
1) tidak ada spesialisasi pekerjaan perbaikan dan kemungkinan penerapan mekanisasi terbatas, yang secara signifikan mengurangi produktivitas tenaga kerja;
2) peralatan sedang dalam perbaikan untuk waktu yang lama, karena bagian-bagian yang sudah jadi tidak digunakan sampai semua bagian diperbaiki;
Gambar 2 - Skema proses teknologi perombakan peralatan dengan metode individual.
Dengan metode perbaikan agregat, ketidaksetaraan berikut harus diperhatikan:
Oleh karena itu, wajar jika durasi perbaikan dalam hal ini berkurang secara signifikan.
2.1 Organisasi perbaikan. Fitur pekerjaan perbaikan
Perbaikan pompa harus dilakukan di tempat perbaikan. Teknologi perbaikan pompa tergantung pada metode persiapan dan perencanaan perbaikan:
a) metode perbaikan pompa individual, tergantung pada pemulihan bagian yang aus;
b) metode perbaikan pompa individual, dengan penggantian suku cadang yang aus dengan yang baru dari stok yang disimpan di gudang;
c) metode perbaikan impersonal.
Selama perombakan dengan metode individual, pompa yang diterima untuk perbaikan dikenakan pencucian eksternal, pembongkaran berurutan menjadi komponen dan suku cadang, pencucian ulang suku cadang, pengendalian, penyortiran (cocok bersama dengan ukuran yang dipulihkan untuk diperbaiki atau suku cadang baru, membutuhkan perbaikan dan tidak dapat digunakan), penandaan dan bagian yang rusak. Suku cadang yang dapat diservis diangkut langsung ke gudang perakitan, dan suku cadang yang tidak dapat dipulihkan diangkut ke besi tua.
Dengan adanya suku cadang, perombakan terutama terbatas pada operasi tukang kunci dan perakitan serta sejumlah kecil pekerjaan mesin dan pengelasan, yang memerlukan peralatan universal dan kualifikasi rata-rata personel perbaikan.
Semua bagian yang memerlukan perbaikan dan pemulihan melewati berbagai bengkel perusahaan sesuai dengan proses teknologi perbaikan dan, sebagai hasilnya, mereka juga pergi ke gudang perakitan, di mana unit yang akan dirakit selesai, dan kemudian perakitan sebenarnya dan pengujian dilakukan.
Pada saat yang sama, bagian dasar sedang diperbaiki, dan kemudian dilakukan perakitan umum, pengujian, running-in, pengecatan dan pengiriman mesin yang diperbaiki ke konsumen.
Perakitan pompa hanya dapat dimulai setelah bagian terakhir dipulihkan.
Persyaratan perakitan dan pengujian pompa coca yang dirombak tidak boleh berbeda dengan persyaratan pompa baru.
2.2 Sentralisasi dan spesialisasi pekerjaan perbaikan
Teknologi perbaikannya sangat berbeda dengan teknologi yang ada di pabrik pompa. Kisaran pompa yang dapat diperbaiki menentukan melengkapi bengkel dengan peralatan universal, instrumen, perkakas, peralatan yang dapat dikonfigurasi ulang.
Sentralisasi dan spesialisasi menciptakan kondisi untuk organisasi perbaikan industri, dan akibatnya untuk penerapan solusi teknologi dan organisasi yang paling maju. Perombakan pompa yang sepenuhnya terpusat di pabrik khusus efektif jika skala produksi memungkinkan pengorganisasian perbaikan impersonal in-line dan jika ada dana pertukaran.
Penciptaan dana pertukaran akan memungkinkan konsumen, ketika menyerahkan pompa untuk diperbaiki, menerima salinan perbaikan dari merek yang sama. Jumlah pompa yang dicadangkan untuk ditukar di fasilitas perbaikan harus - 4% dari jumlah pompa yang diperbaiki setiap tahun. Keuntungan utama dari perombakan terpusat adalah pengurangan intensitas tenaga kerja dan biaya sebesar 1,5–2 kali lipat, peningkatan kualitas karena spesialisasi dan peralatan teknis yang lebih baik, dan akibatnya, peningkatan periode perbaikan dan peningkatan tingkat pemanfaatan. peralatan yang sedang beroperasi. Dengan perbaikan terpusat, budaya dan teknik produksi perbaikan meningkat, jumlah personel perbaikan berkurang, logam dihemat, jumlah peralatan teknologi yang digunakan dalam perbaikan berkurang, faktor beban meningkat, disiplin teknologi ditingkatkan, dan siklus produksi perbaikan pompa berkurang 2-3 kali lipat.
Bagaimanapun, biaya perbaikan harus mahal
25...35% dari biaya pompa baru dan, dalam kasus ekstrim, tidak melebihi 60...70% dari nilainya.
3. Teknologi pembongkaran pompa dan kontrol poros
3.1 Pembongkaran
Pompa dibongkar pada dudukan khusus dengan urutan sebagai berikut (lihat Gambar 2):
indikator pergeseran aksial dihilangkan;
pembongkaran bantalan dorong dan ekstraksi liner;
penutup tekanan dilepas dan selongsong tumit dibongkar;
bagian kerja pompa dibongkar;
Lepaskan penutup saluran masuk pompa.
Selama perombakan, mesin dipecah seluruhnya sesuai dengan skema teknologi, yang menunjukkan urutan operasi, yang pertama-tama melibatkan pembongkaran mesin menjadi blok, unit, sub-rakitan, dan kemudian membongkar setiap unit menjadi beberapa bagian.
Selama perbaikan saat ini, hanya unit yang suku cadangnya memerlukan perbaikan atau penggantian yang dapat dibongkar. Tergantung pada jumlah perbaikan, pembongkaran peralatan dilakukan oleh satu tim di satu tempat kerja atau tempat kerja tambahan dibuat untuk membongkar unit individu.
Untuk melakukan operasi pembongkaran dalam waktu yang lebih singkat dan sekaligus melindungi komponen dan suku cadang dari kerusakan, perlu mengatur penumpukannya dengan benar. Komponen dan suku cadang mesin yang berat dan besar ditempatkan atau diletakkan di atas dudukan dan lantai kayu pada lokasi pembongkaran sedemikian rupa sehingga tidak mengganggu pekerjaan brigade dan tidak menghalangi jalan. Suku cadang lain yang dikeluarkan dari mesin ditempatkan pada dudukan khusus, yang dapat dipasang satu di atas yang lain pada troli untuk mengangkut suku cadang ke bak cuci. Cara penempatan bagian-bagian ini tidak termasuk kontak dan benturan bagian-bagian tersebut satu sama lain selama pengangkutan, dan akibatnya, kerusakannya. Pengencang yang ringan dan tidak menyebabkan kerusakan timbal balik ditempatkan di dalam kotak. Setelah dicuci, suku cadang pada dudukan yang sama dikirim untuk diperiksa (debugging). Saat membongkar bagian itu, ia melewati sasaran. Hal ini diperlukan untuk semua suku cadang dalam perbaikan individual, saat mesin dirakit dari suku cadang yang diproduksi ulang sendiri. Dengan metode perbaikan agregat, penandaan diperlukan untuk sepasang bagian yang aus (katup dudukan) atau untuk memperbaiki posisi relatif yang benar dari bagian-bagian tersebut.
Ada beberapa cara untuk menandai bagian-bagiannya: merek yang kuat (huruf, angka, pukulan), elektrograf atau elektrostichel, merek asam dan cat. Bagian yang tidak dikeraskan diberi merek jika merek tersebut tidak merusak permukaan kerja dan tidak merusak bagian tersebut. Metode lain juga cocok untuk bagian yang disegel. Merek asam diaplikasikan dengan stempel karet yang dibasahi dengan asam, dengan netralisasi lebih lanjut dengan larutan soda abu 10%.
Pertimbangkan fitur pembongkaran bagian yang paling umum dan alat yang digunakan untuk ini.
Koneksi berulir. Jika ujung ulir rusak, sebelum dibongkar, ulir perlu diperbaiki dengan kikir jarum segitiga, kikir, atau potong seluruh benang yang tersumbat. Sambungan berulir yang beroperasi di lingkungan agresif menimbulkan korosi, sehingga sulit untuk dibongkar, karena momen pelepasan menjadi sangat besar. Senyawa tersebut dicuci dengan minyak tanah, dan dalam beberapa kasus rakitan direndam sebentar dalam bak minyak tanah. Menembus ke dalam benang, minyak tanah mengurangi koefisien gesekan. Sebelum membuka sekrup, pastikan arah ulir (kanan, kiri) sesuai agar tidak merusak bagian yang disekrup karena torsi yang tidak dapat diterima.
Lebih sering, pemisahan bagian-bagian difasilitasi dengan mengetuk ringan dan bersih dengan palu, dan dalam beberapa kasus dengan memanaskan rakitan dengan air panas, uap, atau (jika tidak ada bahaya melengkung) dengan nyala api terbuka dari obor atau pembakar gas oksi.
Sebelum membuka bagian-bagiannya, perlu untuk melepaskan alat agar tidak dapat membuka sendiri: buka sekrup pengunci, tekuk tab mesin cuci pengunci, cabut pasak, buka mur pengunci, dll. Dilarang menggunakan pipa untuk rentangkan lengan kunci pas saat membuka sekrup, karena torsi yang terlalu besar dapat menyebabkan kerusakan pada permukaan mur dan patahnya baut dan stud. Untuk mengekstrak stud yang patah, metode berikut digunakan: jika stud menonjol di atas permukaan, alur untuk obeng dipotong di bagian atasnya, atau mur dilas ke ujung yang patah sepanjang diameter bagian dalam; jika pin disembunyikan di dalam soket, sebuah lubang dibor di dalamnya, ulir kiri dipotong dan ekstraktor disekrup, dengan memutar pin tersebut dibuka. Jika tidak mungkin melepaskan stud menggunakan metode yang ditunjukkan, maka stud akan dibor. Dengan menggunakan metode serupa, Anda dapat melepas sekrup dengan slot obeng yang rusak atau dengan kepala patah. Alur sekrup dapat rusak karena torsi yang tidak dapat diterima, serta pilihan obeng yang salah, yang harus sesuai dengan panjang dan lebar alur. Di perusahaan perbaikan, penggunaan kunci pas ujung terbuka dan terutama kunci pas universal (yang dapat disesuaikan) harus dibatasi, karena bekerja dengannya tidak efisien dan, selain itu, tepi baut dan mur cepat aus. Soket kotak, kunci pas putar, serta ratchet dan kunci pas dengan ujung berengsel lebih rasional. Performa tertinggi dicapai saat menggunakan kunci pas pneumatik dan listrik. Agar tidak menggunakan mur pengunci untuk melepaskan stud, digunakan kunci pas collet khusus.
Sambungan silinder dengan kecocokan interferensi. Jika pembongkaran bagian-bagian kelas selongsong poros, yang disambung pada pendaratan dengan celah, tidak menimbulkan kesulitan, maka pembongkaran sambungan dengan kecocokan interferensi memerlukan penggunaan perangkat khusus yang dapat menciptakan gaya tekanan yang signifikan. Perangkat tersebut termasuk tuas, sekrup dan pengepres hidrolik, yang penggunaannya tidak selalu memungkinkan, serta berbagai bantalan, kopling, roda gigi, katrol, selongsong, dudukan pompa piston.
Gaya tekan dihasilkan oleh sistem mur-sekrup, sejumlah besar gaya memerlukan penggunaan ulir timah. Penarik dan pengepres sekrup memungkinkan pembongkaran mekanisme mesin tanpa benturan, sehingga bagian-bagiannya terlindungi dari kerusakan, dan operasi pembongkaran dilakukan dengan relatif cepat.
Saat membongkar bagian-bagian yang dihubungkan dengan shrink fit, digunakan pengepres dan penarik yang kuat. Pembongkaran sambungan dapat difasilitasi dengan memanaskan bagian luar. Jika pembongkaran tidak memungkinkan, bagian luar dilepas dengan pemesinan.
Bantalan bergulir. Selama pembongkaran, bantalan, wadahnya di dalam wadah dan jurnal poros tempat bantalan tersebut dipasang, harus dilindungi dari kerusakan. Cara terbaik untuk melepas bantalan adalah dengan melepasnya dari poros atau melepaskannya dari dudukannya dengan menggunakan alat pengepres menggunakan alat yang sesuai atau menggunakan penarik seperti yang dijelaskan di atas. Dalam hal ini, gaya harus diterapkan hanya pada cincin yang dipasang rapat, tanpa memindahkannya melalui elemen penggulung. Jangan melepas bantalan dengan pukulan palu. Pegas cincin, yang menutup bantalan gelinding di rumah atau poros, dilepas dengan melebarkan atau mengompresnya menggunakan penjepit khusus dengan rahang membulat (lurus atau bengkok), yang dimasukkan ke dalam lubang pegas. cincin.
Jika bantalan ditekan dengan gangguan yang besar, sebelum dibongkar, bantalan tersebut harus dipanaskan dengan oli yang bersuhu kurang lebih 100 ° C, setelah sebelumnya mengisolasi poros dengan asbes atau karton pada titik kontak dengan bantalan. Minyak panas dituangkan ke bantalan dari kaleng penyiram.
3.2 Kontrol poros
Saat melakukan deteksi kesalahan produk, perlu untuk memilah suku cadang berdasarkan jenis keausan, pada saat yang sama, perlu segera menentukan terlebih dahulu arah pemulihan suku cadang. Kedepannya, bagian-bagian yang direstorasi dengan satu cara perlu dikumpulkan dalam satu unit (pompa). Hal ini dilakukan untuk mencegah kegagalan dini pompa karena pilihan metode pemulihan yang salah atau perlindungan salah satu bagian atau elemen pompa dengan tetap menjaga pengoperasian elemen pompa lainnya.
Selama pengoperasian, poros dan gandar membuat leher pemasangan, alur pasak dan spline menjadi aus, merusak ulir, permukaan poros, lubang pemusatan, dan poros bengkok.
Poros dan gandar ditolak jika terdapat keretakan dan keausan dudukan melebihi batas dimensi. Selama pemecahan masalah, perhatian khusus diberikan pada kontrol poros engkol. Retakan dideteksi dengan inspeksi eksternal atau salah satu metode deteksi cacat.
Dimensi pembatas, ovalitas, dan lancip leher poros ditentukan dengan mikrometer pada dua bidang yang saling tegak lurus. Untuk poros engkol, jurnal diukur pada bidang engkol dan tegak lurus terhadapnya.
Dimensi maksimum tempat duduk, spline, alur pasak diperkirakan menggunakan tanda kurung, templat, cincin, dll.
Kelenturan poros diperiksa dengan indikator ketika poros berputar di tengah atau pada prisma. Jurnal poros dengan goresan, risiko dan ovalitas hingga 0,1 mm diperbaiki dengan penggilingan. Tapi periksa dulu apakah lubang tengahnya sudah benar. Jika ada torehan dan penyok, lubang tersebut akan diperbaiki. Jurnal poros dengan keausan yang signifikan diputar dan digiling sesuai ukuran perbaikan. Dalam hal ini, pengurangan diameter sebesar 5-10% diperbolehkan, tergantung pada sifat beban yang dirasakan oleh poros. Dalam kasus di mana perlu untuk mengembalikan dimensi leher, busing perbaikan ditekan setelah diputar atau dipasang pada lem epoksi, yang kemudian dikerjakan dengan memutar atau menggiling. Permukaan poros yang aus juga dapat diperbaiki dengan penumpukan logam melalui permukaan vibro-arc, metalisasi, pengerasan, pelapisan kromium, dan metode lainnya.
4. Teknologi pemulihan poros
Dengan mempertimbangkan kondisi pengoperasian dan jenis keausan poros, kami akan menghilangkan cacat dengan muncul ke permukaan di lingkungan karbon dioksida. Permukaan dilakukan tanpa perlakuan panas selanjutnya, dan tanpa perlakuan mekanis awal. Untuk permukaan, digunakan kawat 1,2 Nm-30KhGSA GOST 10543-82. Kami mempertimbangkan mode untuk muncul ke permukaan dalam lingkungan karbon dioksida. Kami memilih kekuatan arus tergantung pada diameter elektroda dan diameter bagian. Diameter kawat adalah 1,1-1,2 mm. Kekuatan arus. Tegangan
Kecepatan permukaan V H , m/jam.
b H = (10h12) g / A. H;
J - kekuatan saat ini, A;
h adalah ketebalan lapisan yang diendapkan, mm;
S - langkah permukaan, mm;
Dimana Dn adalah diameter permukaan, Dp adalah diameter kawat.
S=(1.6x2.2) . d pr = 1,8. 1,2=2,16mm
Diameter kawat DPR
Frekuensi putaran bagian n menit -1:
dimana Un adalah laju deposisi; d adalah diameter poros
n=1000 82,6/60 3,14 97=9,53
Kecepatan pengumpanan kawat U pr, m/jam:
dimana b N adalah koefisien pengendapan, g/A. H,
J - kekuatan saat ini, A;
pr - diameter kawat
g - massa jenis kawat elektroda, g / cm 3 (g \u003d 7,85).
Keberangkatan elektroda:
Perpindahan elektroda l, mm:
aku=0,07 97=3,22mm
Konsumsi karbon dioksida adalah 12 l/menit.
Kami menghitung norma waktu, T N:
dimana T 0 - waktu utama;
T VS - waktu tambahan;
Tadd - waktu tambahan.
T0=3,14 97 28/1000 82,6 2,16=0,022 jam
T VS = (2h4) menit - waktu tambahan
dimana k - koefisien dengan mempertimbangkan pembagian waktu tambahan dari waktu utama dan tambahan,%:
k=10 - untuk muncul ke permukaan di lingkungan CO 2
T PZ = (16h20) mnt
Kawat bekas grade 1,2 N P -30 HGSA.
Keausan bantalan biasa atau bantalan gelinding, serta bopeng korosif, munculnya goresan dan goresan ketika partikel asing kecil memasuki cangkang bantalan bersama dengan pelumas menyebabkan keausan jurnal poros.
Jurnal poros yang beroperasi pada bantalan biasa biasanya dibuat tidak rata dan berbentuk kerucut pada bagian memanjang, dan elips pada bagian melintang. Jurnal poros yang beroperasi pada bantalan gelinding aus ketika lintasan bagian dalam bantalan pada poros diputar karena kendor selama pembuatan atau pengembangan dudukan selama pengoperasian pompa.
Tergantung pada keausan dudukan poros, metode pemulihan berikut digunakan: pelapisan krom saat dudukan aus hingga 0,3 mm; ostalivanie (besi) diikuti dengan penggerindaan bila jok sudah aus hingga 0,8 mm; muncul ke permukaan ketika jok sudah aus lebih dari 0,8 mm.
Restorasi dan pengerasan poros dengan permukaan secara signifikan meningkatkan masa pakainya, memberikan penghematan lebih besar pada suku cadang, dan mengurangi biaya perbaikan peralatan. Ada berbagai metode permukaan - busur listrik, terak listrik, gas, termit, gesekan, berkas elektron, dll. Poros biasanya dipulihkan dengan permukaan busur listrik, yang tidak menyebabkan deformasi benda kerja. Permukaan gesekan juga dapat digunakan untuk memulihkan poros yang aus. Proses ini jauh lebih ekonomis dibandingkan busur listrik dalam hal biaya energi.
Dalam produksi perbaikan, untuk merestorasi poros, permukaan busur listrik di bawah lapisan fluks, dalam lingkungan karbon dioksida, dalam pancaran pendingin, dengan perlindungan busur gabungan, pita berinti fluks, dll sering digunakan. banyak digunakan untuk poros permukaan yang terbuat dari baja karbon sedang dan baja paduan rendah yang dinormalisasi dan dikeraskan, serta dari baja karbon rendah yang tidak mengalami perlakuan panas, mengalami keausan 0,3 hingga 4,0 mm pada permukaan satu lapis dan banyak lagi dari 4 mm pada permukaan multi-layer. Produktivitas prosesnya sangat tinggi. Sulit untuk memulihkan poros dengan diameter hingga 50 mm dengan cara ini, karena terak, yang tidak sempat mengeras, mengalir turun dari produk yang dilas.
Permukaan busur listrik di lingkungan karbon dioksida banyak digunakan dalam industri perbaikan untuk restorasi poros dengan diameter hingga 40 mm.
Permukaan vibro-arc digunakan dalam restorasi poros dengan diameter hingga 40 mm, bila diperlukan untuk menerapkan lapisan logam yang seragam dan relatif tipis dengan deformasi minimal pada produk, dan adanya cacat kecil tidak signifikan. . Proses ini berlangsung dengan daya busur yang berkurang, sangat ekonomis dan menjamin kekerasan tinggi pada logam yang diendapkan.
Namun, lapisan yang dihasilkan jenuh dengan gas dan mempunyai tekanan internal yang tinggi. Oleh karena itu, permukaan vibro-arc tidak direkomendasikan untuk perbaikan komponen yang beroperasi di bawah beban bolak-balik.
Permukaan otomatis dengan kawat berinti fluks, yang memungkinkan pengendapan lapisan logam dengan komposisi kimia apa pun dan memperoleh struktur pengerasan dengan berbagai kekerasan, baru-baru ini tersebar luas.
Permukaan otomatis dengan elektroda strip dan pita berinti fluks 2-3 kali lebih produktif dibandingkan kawat elektroda konvensional, dan memungkinkan penerapan lapisan logam dengan lebar hingga 100 mm dan tebal 2-8 mm dalam satu gerakan perangkat. . Poros berdiameter kecil tidak dapat dilas menggunakan metode ini. Paduan tahan api diendapkan menggunakan metode plasma, yang lebih produktif dibandingkan metode lainnya.
Dalam beberapa tahun terakhir, metode permukaan baru dengan perlindungan gabungan dari busur dan kolam las telah dikembangkan untuk menghilangkan kekurangan tertentu dari metode pemulihan tertentu.
Saat memulihkan dudukan poros dengan permukaan busur listrik manual, area poros yang rusak dikerjakan pada mesin hingga kerusakan yang paling parah. Kemudian poros dilas ke dimensi yang diperlukan, dengan mempertimbangkan pembubutan dan penggilingan selanjutnya. Operasi yang paling bertanggung jawab adalah permukaan poros.
Di pabrik alkohol sintetis Ufa, sebuah perangkat telah dikembangkan yang memungkinkan permukaan berkualitas tinggi. Perlengkapan yang ditunjukkan pada Gambar 4 terdiri dari bingkai 4, di mana dudukan tetap 7 dan dudukan 3 yang dapat digerakkan dipasang, yang memungkinkan Anda mengelas poros dengan panjang yang berbeda-beda. Poros 1 ditempatkan di antara empat rol 5 dan dapat berputar bebas pada porosnya. Jarak antara roller, tergantung pada diameter poros, diatur oleh alur 8 dan mur 6. Ketika permukaan leher poros terletak pada jarak yang cukup jauh dari ujung poros, poros berubah bentuk menjadi a akibat pemanasan yang tidak merata.
Gambar 3 - Perangkat untuk restorasi poros dengan pengelasan busur listrik yang dikembangkan di pabrik alkohol sintetis 1-poros di Ufa; permukaan 2 tempat; rak 3 yang dapat dipindahkan; 4 bingkai; 5 rol; 6 kacang; dudukan 7 tetap; 8 alur
Gambar 5 menunjukkan perlengkapan yang diterapkan di kilang Ufa. Hal ini memungkinkan permukaan dengan manik spiral di sepanjang sumbu poros, yang memastikan pemanasan seragam pada permukaan poros dan menghilangkan lengkungan. Pada gambar, poros 2 dipasang di tengah-tengah antara batang 1 dan pelat 3. Batang dengan bagian tengah dapat bergerak sepanjang rak 4, dan ini memungkinkan permukaan poros dengan berbagai panjang. Namun, pemasangan poros pada perangkat yang dimaksud disertai dengan deformasi yang tak terhindarkan.
Selain manual, permukaan busur otomatis dengan elektroda bergetar juga digunakan. Kepala untuk permukaan GVMK-1 diproduksi dengan overhang corong hingga 50 mm. Terkadang disarankan untuk mengelas poros tanpa melepas impeler. Dalam kasus ini, corong sepanjang 250 - 300 mm dibuat untuk kepala. Restorasi poros dengan permukaan vibro-arc ditunjukkan pada Gambar 6.
Gambar 4 - Perangkat untuk melapisi poros dengan manik spiral 1- bilah; 2 - poros; 3- piring; 4 - rak; 5 - domba.
Gambar 5 - Pemulihan poros dengan pengelasan busur otomatis dengan elektroda getar 1 impeler; 2- poros; 3 - menuju ke permukaan.
Saat dilapisi dengan strip, tingkat pencampurannya dengan logam yang diendapkan bergantung pada penetrasi logam dasar. Karena pergerakan busur yang konstan, kedalaman penetrasi logam dasar pada permukaan strip lebih kecil dibandingkan pada permukaan kawat. Laju pengendapan mempunyai pengaruh yang paling besar terhadap kedalaman penetrasi dan pencampuran logam dasar dengan logam yang diendapkan. Dengan pertumbuhannya, kedalaman penetrasi meningkat, lebar dan ketebalan manik yang diendapkan berkurang.
Pada kecepatan permukaan yang rendah, penetrasi logam dasar berkurang.
Untuk permukaan dengan pita elektroda canai dingin, mesin las ADS-1000-2, A-384, A-874, TS-3.5, kepala ABS, konverter las DC PS-500, PTS-500, PS-1000, PSM- 1000-4 digunakan dan penyearah VS-600, VS-1000, VKSM-1000, VKSM-2000. Permukaan dilakukan dengan strip baja 08kp dan baja tahan korosi. Pita keramik-logam LM-70KhZNM, LM-20KHYUPOT, LM-1Kh14NZ, LM-5Kh4VZFS, dikembangkan di Institute of Electric Welding. E. O. Paton.
Permukaan dengan strip logam-keramik dilakukan dengan arus searah dengan polaritas terbalik. Rapat arus pada elektroda 10 -20 A/mm 2 , tegangan busur 28 - 32 V, kecepatan pengelasan 0,16 -0,55 m/s, kecepatan umpan pita 15 - 150 m/jam.
Tabel 2 Kuat arus tergantung lebar pita adalah sebagai berikut:
Pemulihan bagian-bagian dengan lapisan elektropulsa kontak terdiri dari pengelasan strip logam di bawah pengaruh pulsa pengelasan. Untuk mengecualikan pemanasan bagian dan meningkatkan kondisi pengerasan lapisan yang dilas, cairan pendingin disuplai ke zona pengelasan.
Saat mengelas pita dengan ketebalan 0,3 - 0,4 mm, kapasitas bank kapasitor yang disarankan adalah 6400 uF. Tegangan pengisian kapasitor diatur dalam kisaran 260 - 425 V. Pita dilas pada tegangan 325 - 380 V. Semakin besar diameter bagian yang akan dipulihkan dan ketebalan pita las, semakin tinggi tegangan pengisian kapasitor yang diperlukan. Kemampuan las pita dengan bahan dasar, tergantung pada amplitudo dan durasi pulsa arus, ditentukan oleh kedalaman penyok pada titik las, jumlah pori-pori pada permukaan bagian yang digiling hingga ukuran nominal, dan terkelupasnya lapisan yang dilas dengan ketebalan 0,15 - 0,02 mm.
5. Perakitan unit pompa, penyetelan komponen utama dan bagian poros
5.1 Umum
Setelah selesainya perbaikan dan pemulihan suku cadang, perakitan dan penyeimbangannya, tahap akhir perbaikan pompa dimulai - perakitan dan pengujian pompa yang diperbaiki.
Perakitan harus dilakukan di lokasi khusus yang dilengkapi dengan dudukan, dilengkapi dengan seperangkat perkakas lengkap, perangkat dan perlengkapan khusus untuk menghilangkan pekerjaan manual serta perangkat dan perkakas kontrol dan pengujian yang diperlukan.
Isi utama dari proses perakitan adalah pelaksanaan serangkaian pekerjaan tukang kunci dan perakitan untuk memasangkan bagian-bagian pompa dalam urutan yang diperlukan.
Bentuk organisasi perakitan pompa LPV yang paling sederhana adalah apa yang disebut perakitan stasioner tanpa membagi proses menjadi operasi. Dengan metode ini, perakitan pompa dilakukan di satu tempat kerja (atau bagian), di mana suku cadang dan rakitannya tiba.
Tempat kerja di lokasi perakitan harus dilengkapi dengan semua rincian yang diperlukan untuk kelengkapan perakitan. Suku cadang harus bersih dan sepenuhnya mematuhi persyaratan teknis yang ditetapkan dalam daftar suku cadang inspeksi dan perbaikan, dan harus diterima oleh Departemen Kontrol Kualitas.
Pada saat yang sama, perlu dilakukan pemeriksaan
a) kesesuaian bentuk dan ukuran bagian dengan gambar kerja;
b) bahan - dengan memeriksa sertifikat;
c) tidak adanya cacat eksternal - secara visual;
d) kekasaran permukaan mesin, diperbolehkan untuk mengurangi kekasaran permukaan sebanyak satu kelas untuk suku cadang yang cocok untuk semua ukuran tanpa perbaikan.
Impeler, bagian kopling, cakram bongkar muat harus seimbang secara statis, dan rotor harus seimbang secara dinamis;
Pada pompa yang akan diperbaiki, metode perakitan suku cadang dan rakitan berikut digunakan.
Dapat dipertukarkan sepenuhnya, di mana setiap bagian dan rakitan dapat digunakan untuk pompa apa pun selama perakitan tanpa pemasangan tambahan. Dalam hal ini, perakitan hanya terdiri dari menghubungkan bagian-bagian rakitan, sambil menyediakan pendaratan yang ditentukan (impeller dari rumah bagian, baling-baling pemandu);
Perakitan menggunakan kompensator, di mana, sebagai akibat dari perubahan nilai salah satu tautan, keakuratan rantai dimensi yang ditentukan dipastikan; semua tautan lainnya dibuat dengan keakuratan yang diperbolehkan oleh kondisi produksi. Dalam praktiknya, metode perakitan ini dilakukan dengan memasukkan gasket, ring, bushing (perakitan rotor dengan cincin kompensasi di antara impeler).
Penggunaan komponen yang pas pada tempatnya memberikan keakuratan perakitan tertentu dengan mengubah ukuran atau memperoleh ukuran pada tempatnya sebagai akibat dari pelepasan chip (discharge disk ...).
5.2 Merakit sambungan
5.2.1 Merakit alat kelengkapan pers
Untuk sambungan tekan, termasuk pendaratan alat las di badan bagian, sambungan bagian satu sama lain. Saat merakit sambungan tekan, pemasangan bagian-bagian selalu dilakukan dengan pemasangan interferensi. Sebelum perakitan, bagian-bagiannya harus dibersihkan secara menyeluruh dari serpihan; emulsi dan kontaminan lainnya dan ditutup dengan lapisan tipis pelumas. Peralatan utama untuk melakukan press fit adalah berbagai jenis press: dioperasikan secara manual dengan penggerak mekanis, pneumatik dan hidrolik.
Penekanan bagian harus dilakukan dengan lancar, dengan peningkatan upaya yang konstan, menghindari distorsi.
Jika, menurut kondisi perakitan, pemasangan bagian dilakukan dengan memukul permukaan mesin dengan palu, maka perlu menggunakan mandrel dan palu yang terbuat dari logam non-besi dan plastik. Pada saat yang sama, penekanan harus dilakukan dengan pukulan palu ringan pada kepala mandrel atau pada dudukan khusus, terlebih lagi, agar bagian tersebut terpasang erat pada tempatnya dengan bahu atau penahannya, dan pukulan terakhir harus kuat dan tajam.
5.2.2 Rakitan kunci poros
Perakitan sambungan kunci diawali dengan pengecekan alur pada poros. Bagian bawah alur harus sejajar dengan sumbu poros, tepi tajam alur harus dibulatkan. Kuncinya digerakkan sepanjang alur, dilumasi dengan pelumas cair dan ditekan ke dalam alur. Kesesuaian kunci dengan dinding samping diperiksa berdasarkan kebisingan atau warna. Kemudian alur pada hub disejajarkan, alur diatur sepanjang kunci, dan setelah itu hub dipasang pada poros.
5.2.3 Merakit sambungan kerucut (kepala kopling pompa)
Sebelum memasang sambungan kerucut, perlu untuk memeriksa kekencangan permukaan kerucut poros dan selongsong terhadap cat. Kekencangan pemasangannya harus minimal 80%.
Koneksi kerucut untuk keandalan penambahan kunci; setengah kopling yang dipasang pada poros dipasang padanya dengan mur dan mesin cuci.
5.2.4 Memasang bantalan gelinding
Pengoperasian normal bantalan sangat bergantung pada kepatuhan terhadap proses pemasangan bantalan.
Saat bantalan dipasang di dalam rumahan, gaya tekan diterapkan ke cincin luar, setelah sebelumnya melumasi lokasi pendaratan dengan pelumas cair.
Anda harus berusaha menekan cincin di bawah alat press atau, jika tidak ada alat press, dengan palu menggunakan alat pemasangan. Bantalan yang dipasang dengan benar, bila diputar dengan tangan, akan berjalan mulus tanpa suara bising, benturan, atau guncangan.
5.2.5 Merakit sambungan berulir
Kualitas perakitan sambungan berulir ditentukan oleh pengencangan baut dan mur yang benar, pencapaian kesesuaian yang diperlukan, tidak adanya distorsi pada sambungan, dan keandalan perangkat pengunci.
Saat mengencangkan sambungan baut, penting untuk menerapkan gaya konstan yang cukup untuk menciptakan kekencangan sambungan yang diperlukan. Pengencangan yang terlalu kuat dapat menyebabkan deformasi yang tidak dapat diterima atau tegangan berlebih pada sambungan. Saat mulai mengencangkan sambungan baut, perlu dilakukan pemeriksaan terhadap ulir baut dan mur. Mur harus disekrupkan ke ulir sampai ujung dengan tenaga tangan dan tidak berayun.
Berikan perhatian khusus pada batang pengikat - untuk itu Anda perlu memastikan pengencangan yang seragam di seluruh keliling dengan mengencangkan mur secara bergantian "melintang".
Torsi pengencangan (ditunjukkan dalam gambar perakitan) diperoleh setidaknya dalam 5 putaran mur di sekeliling keliling.
Untuk sambungan bagian yang lebih baik, disarankan untuk menggunakan pengencangan hidrolik pada stud dengan kekuatan pengencangan yang terjamin.
Ujung baut dan stud sambungan berulir harus menonjol dari mur sebanyak 1..4 ulir.
Diperbolehkan, jika perlu, untuk memasang tiang berundak ke soket dengan ukuran perbaikan dan menambah diameter tiang, ketika soket sudah aus.
5.3 Perakitan pompa
Pada akhir perbaikan semua bagian yang diperlukan, semua komponen yang termasuk dalam pompa dirakit: rotor, bagian, segel ujung, penutup pompa.
5.3.1 Perakitan rotor
Perakitan rotor dilakukan dalam dua tahap: perakitan awal dan akhir bersama dengan pompa. Detail yang disediakan untuk pra-perakitan (impeller, bagian kopling,) harus seimbang secara statis.
Pra-perakitan rotor dilakukan dengan urutan sebagai berikut. Impeler tahap pertama dipasang pada poros sampai berhenti pada bahu, setelah sebelumnya memasukkan kunci ke dalam alur poros. Kemudian impeler tahap perantara dipasang secara bergantian, dan perlu diperhatikan bahwa kunci roda (melalui tahap) berada pada permukaan poros yang berlawanan secara diametris.
Setelah impeler tahap terakhir, cakram bongkar muat dipasang, kaos dipasang dan semua bagian digandeng di kedua sisi dengan bantuan mur.
Selama perakitan ini, dimensi 95 mm dan 98,5 mm antara sumbu impeller diperiksa dan, jika perlu, cincin perantara yang terbuat dari bahan yang tahan terhadap media yang dipompa dipasang. Selain itu, kesesuaian ujung bagian yang dikawinkan harus dipastikan. Saat memeriksa cat, distribusi noda harus seragam di seluruh area ujungnya.
Pra-perakitan memungkinkan, dengan pengukuran yang tepat, untuk memastikan pemasangan aksial timbal balik yang benar dari semua bagian yang berputar dan penghentiannya dalam kaitannya dengan bagian tetap dari rumahan.
Setelah perakitan, rotor yang telah selesai harus menjalani uji runout.
Kehabisan rotor diperiksa di dinding di pusat atau pengiriman khusus. Runout harus diukur dengan mur rotor dikencangkan dan dilepaskan, dan nilai runout tidak boleh berbeda. Perubahan nilai runout menunjukkan pengerjaan ujung bagian yang salah.
Jika perlu, segel impeler, permukaan luar jaket, dan permukaan ujung cakram pembongkaran dikerjakan; Dilarang menggiling leher poros untuk bantalan dan bagian kopling.
Rotor yang seimbang kembali lagi ke bagian perakitan, dimana bagian-bagian yang menyulitkan pemasangan rotor ke dalam pompa dikeluarkan dari poros, dan perlu dilakukan perbaikan posisi bagian-bagian yang dilepas dari poros dan penomoran seri dari poros. impeller untuk menjaga keseimbangan dinamis.
5.3.2 Merakit penutup hisap
Setelah menyelesaikan perbaikan dan memeriksa dimensi utama, o-ring dimasukkan ke dalam penutup hisap, yang disekrup ke penutup dengan sekrup. Kemudian selongsong pengaman yang terbuat dari perunggu atau baja tahan karat dimasukkan dan dipasang dengan sekrup atau las. Tergantung pada varian seal, rumah seal dengan cincin-O dapat dipasang dengan baut.
5.3.3 Merakit sambungan tekanan
Perakitannya terdiri dari memasang selongsong tumit pada pin dan memasangnya dengan flensa yang dapat digerakkan.
5.3.4 Perakitan bagian
Cincin penyegel yang terbuat dari perunggu atau plastik dipasang pada baling-baling pemandu, cincin penyegel baja dipasang pada badan bagian, dan kemudian baling-baling pemandu dimasukkan ke dalam badan bagian.
5.3.5 Perakitan akhir pompa
Perakitan pompa dimulai dengan pemasangan penutup saluran masuk pada pelat, jika dilepas, dengan selongsong penyegel dimasukkan dan dipasang pada pelat. Dudukan pemasangan untuk merakit bagian dipasang di pelat. Kemudian bagian pertama dipasang pada kontak logam di sepanjang ujung penyegelan dan poros ditopang agar tidak kendur. Impeler dan bagian lainnya dirakit dengan cara yang sama. Setelah setiap pemasangan bagian berikutnya, putaran aksial total diperiksa dengan menggerakkan rotor ke satu sisi dan sisi lainnya.
Jika run-up kurang dari 6 mm, maka dimensi aksial impeler, baling-baling pemandu disesuaikan atau cincin jarak dipasang pada rotor.
Setelah perakitan, semua bagian dilengkapi dengan penutup dengan selongsong tumit yang sudah dipasang sebelumnya di dalamnya dan kancingnya dikencangkan.
Torsi pengencangan awal stud adalah 30 kgf.m. Torsi pengencangan akhir stud pompa adalah 1000 kgf.m.
Pengencangan yang seragam pada stud pompa diperiksa dengan kebisingan untuk keseragaman jarak bebas lateral pada segel slot impeler tahap pertama atau cakram pembongkaran.
Setelah mengencangkan pompa, run-out aksial rotor harus diperiksa.
Total run-up aksial rotor (sebelum memasang disk bongkar) harus 6,.8 mm. Dengan cakram keseimbangan terpasang, putaran aksial harus:
a) untuk segel kotak isian - 3..4 mm
b) untuk segel mekanis - I..2 mm.
5.4 Penyelarasan pompa
Pemusatan rotor dilakukan dengan melepas tutup bantalan dan cangkang atas, dengan cara menggeser rotor pada posisi vertikal.
Perpindahan dilakukan dengan menggerakkan rumah bantalan dorong secara bersamaan menggunakan sekrup penyetel. Bagilah celah vertikal terkecil yang diukur sehingga 1/3 celah berada di atas, dan 2/3 celah berada di bawah, tetapi tidak kurang dari 0,2 nm.
Mur yang mengencangkan rumah bantalan ke rumah pompa harus dikencangkan untuk memastikan celah yang seragam pada kekencangan sambungan dan gigitan stylus 0,03 mm. Setelah memusatkan rumah bantalan, sematkan dan pasang penutup depan dan belakang.
Sebelum perakitan akhir bantalan, kontak bantalan dengan poros dan jarak bebas kerja diperiksa.
Kesesuaian bagian bawah liner ke jurnal poros harus berada pada arah aksial sepanjang keseluruhan, dan sepanjang keliling sebesar 1/3 setengah lingkaran. Jarak bebas antara jurnal poros dan separuh cangkang bantalan harus berada dalam:
atas - 0,15..0.21 mm;
di samping - 0,05..0.11 mm.
Setengah kopling dipasang pada poros dengan sangat hati-hati, karena keandalan pompa bergantung pada ini.
Saat merakit kopling roda gigi, bagian atas kopling dihubungkan dengan baut, sesuai dengan penandaan yang menentukan posisi relatif dari bagian kopling.
6. Pengujian dan pengoperasian unit pompa dan rakitannya dengan deskripsi bangku pengujian
6.1 Dasar-dasar
1) Jalankan pompa selama 10 menit tanpa mengatur kebocoran. Kemudian, kencangkan penutup dengan memutar mur sebanyak 1/6 putaran setiap 5..10 menit, mencapai tingkat kebocoran yang diperlukan. Pengoperasian pompa tanpa cairan yang berfungsi tidak dapat diterima.
2) Kebocoran poros diperlukan agar segel dapat berfungsi dengan baik. Mengencangkan paket pengepakan sampai kebocoran benar-benar berhenti menyebabkan peningkatan keausan dan penurunan jangka waktu antara pengencangan. Tingkat kebocoran harus berada dalam 0,5..2 l/jam untuk media agresif dan 0,5..10 l/jam untuk media lainnya.
3) Unit terlalu panas saat berjalan tidak diperbolehkan. Jika terjadi panas berlebih (segel mengambang), matikan pompa, dinginkan segel, periksa apakah penutup kotak isian tidak miring dan lanjutkan pengoperasian. Total waktu pengoperasian adalah 30..90 menit tergantung pada kondisi pengoperasian.
4) Cairan penyegel harus disuplai pada tekanan 0,5..1 kg/cm 2 lebih besar dari tekanan sebelum penyegelan.
5) Pengecekan kebocoran dan suhu segel kotak isian dilakukan sehari sekali. Saat menghidupkan pompa setelah lama berhenti, perlu untuk memeriksa kebenaran penyesuaian.
6) Setelah mengencangkan paket sebanyak 1..1.5 cincin, mis. penggunaan margin penyesuaian, disarankan untuk mengganti seluruh paket pengepakan, karena sebagian besar pelumasan hilang dan pengoperasian lebih lanjut menyebabkan peningkatan keausan selongsong pelindung (kecuali untuk pengepakan berbasis serat karbon). Jika diperlukan produksi, diperbolehkan menambahkan satu cincin pengepakan dari sisi penutup tekanan.
7) Pantau dengan cermat pilihan pengepakan yang benar saat mengoperasikan pompa.
8) Saat memompa cairan beracun dan mudah meledak yang agresif, pasokan cairan penghalang adalah wajib.
6.2 Metode pengujian
Bagian dan unit perakitan pompa, yang cacatnya diperbaiki dengan pengelasan, harus lulus uji hidraulik selama 10 menit untuk kekuatan dan kekencangan sesuai dengan GOST 22161-75 dengan tekanan melebihi tekanan uji sebesar 20%.
Bagian dan komponen pompa dianggap telah lulus uji hidrolik untuk kekuatan dan kepadatan, jika selama pengujian tidak ditemukan "berkeringat" pada logam, kebocoran, tetesan individu, pelanggaran sambungan apa pun, tanda-tanda pecah.
Menurut GOST 6134-71, pompa yang telah mengalami perombakan besar-besaran harus menjalani uji pengoperasian dan penerimaan untuk memverifikasi kepatuhannya terhadap persyaratan dasar dokumentasi teknis yang disetujui dengan cara yang ditentukan. Hasil tes didokumentasikan dalam suatu tindakan. Jika pompa memenuhi syarat dasar maka diterima, jika hasil pengujian negatif maka pompa dikembalikan untuk koreksi dan pengujian ulang.
Tujuan utama dari running-in adalah untuk memeriksa kualitas rakitan pompa dan running-in bagian-bagiannya.
Sebelum dijalankan, pompa harus menjalani pemeriksaan eksternal dan penyalaan jangka pendek harus dilakukan. Selama inspeksi eksternal, hal-hal berikut harus diperiksa: kelengkapan pompa sesuai dengan gambar perakitan, kualitas perakitan, yang dapat diperiksa tanpa menghidupkan pompa, adanya pelumasan.
Start-up jangka pendek dilakukan dengan katup tertutup pada pipa tekanan.
Dokumen Serupa
Tujuan, karakteristik teknis, desain dan prinsip pengoperasian unit pompa. Instalasi, pengoperasian dan perbaikan peralatan. Pengoperasian pompa penyemenan selama operasi. Perhitungan batang, roda cacing, piston dan liner silinder.
makalah, ditambahkan 04/11/2014
Tujuan, perangkat dan parameter unit untuk sumur dewaxing. Peralatan dan karakteristik teknis. Keausan bagian pompa 2NP-160. Proses teknologi perombakan peralatan. Perhitungan struktur pompa tiga pendorong.
makalah, ditambahkan 08/08/2012
Karakteristik geografis dan geologi singkat dari deposit Rogozhnikovskoe. Deskripsi lapisan produktif. Sifat-sifat fluida dan gas reservoir. Analisis pengoperasian sumur, peralatan pemasangan pompa sentrifugal listrik submersible.
makalah, ditambahkan 12/11/2015
Pemasangan pompa listrik ulir submersible untuk produksi minyak. Prinsip pengoperasian pompa. Kegagalan, kegagalan peralatan. Tindakan pencegahan keselamatan di perusahaan minyak. Karakteristik umum dari deposit Yaregskoe. Perhitungan parameter utama pompa ulir.
makalah, ditambahkan 03/06/2015
Jenis sumur, metode produksi minyak dan gas. Pembukaan formasi dalam proses pengeboran. Alasan peralihan pertunjukan minyak dan gas menjadi air mancur terbuka. Pekerjaan umum pada perbaikan sumur. Inspeksi dan persiapan lubang sumur. Penggantian pompa sentrifugal listrik.
tutorial, ditambahkan 24/03/2011
Turunnya pompa listrik submersible ke dalam sumur dan ekstraksi darinya. Bekerja dengan penggulung kabel. Pergerakan dan penempatan peralatan. Analisis penyebab perbaikan ESP. Tujuan dan jenis kepala pancing ESP. Jenis dan penyebab keausan bagian pompa.
laporan latihan, ditambahkan 12/05/2015
Karakteristik geologi dan fisik endapan. Sifat filtrasi dan kapasitansi batuan formasi produktif. Fitur pengembangan cadangan minyak. Desain yang bagus. Tes kebocoran. Pemasangan unit pengangkat dan penataan peralatan.
tesis, ditambahkan 17/06/2016
Unit pengembangan, permodalan dan perbaikan sumur saat ini. Unit untuk intensifikasi produksi. Kendaraan khusus untuk mengangkut pipa, batang dan peralatan lainnya. Langkah-langkah keselamatan selama pengoperasian unit khusus untuk pengembangan dan perbaikan sumur.
makalah, ditambahkan 23/04/2013
Diagram pemasangan umum pompa sentrifugal listrik submersible. Deskripsi prinsip pengoperasian pemisah gas, proteksi hidrolik, dan motor submersible. Pemilihan peralatan dan pemilihan unit instalasi untuk sumur tertentu. Memeriksa parameter transformator.
makalah, ditambahkan 06/10/2015
Tujuan utama pembilasan sumur selama pengeboran. Skema proses, kelebihan dan kekurangan pembilasan maju dan mundur. Cairan pencuci dan ketentuan penggunaannya. Skema pengeboran dengan backwash menggunakan pompa sentrifugal.
Pompa telah lama menjadi bagian dari kehidupan kita, dan mengabaikannya adalah hal yang mustahil di sebagian besar industri. Ada banyak jenis perangkat ini: masing-masing memiliki karakteristik, desain, tujuan, dan kemampuannya sendiri.
Unit yang paling umum - sentrifugal - dilengkapi dengan impeller, yang merupakan bagian utama yang mentransmisikan energi dari mesin. Diameter (internal dan eksternal), bentuk bilah, lebar roda - semua data ini dihitung.
Jenis dan fitur
Kebanyakan pompa melakukan pekerjaannya menggunakan satu atau lebih roda gigi atau roda datar. Transmisi gerak terjadi karena rotasi sepanjang kumparan atau pipa, setelah itu cairan dialirkan ke sistem pemanas atau perpipaan.
Ada beberapa jenis impeler pompa sentrifugal:
- membuka- memiliki produktivitas rendah: efisiensi hingga 40 persen. Tentu saja, beberapa kapal keruk hisap masih menggunakan unit seperti itu. Bagaimanapun, mereka sangat tahan terhadap penyumbatan, dan mudah dilindungi menggunakan lapisan baja. Ditambah lagi dengan perbaikan impeler pompa yang disederhanakan.
- setengah tertutup– digunakan untuk memompa atau memindahkan cairan dengan keasaman rendah dan mengandung sedikit bahan abrasif dalam agregat tanah besar. Elemen tersebut dilengkapi dengan cakram di sisi yang berlawanan dengan pengisap.
- Tertutup- jenis pompa modern dan paling optimal. Ini digunakan untuk memasok atau memompa air limbah atau air bersih, produk minyak. Keunikan roda jenis ini adalah roda tersebut dapat memiliki jumlah bilah berbeda yang terletak pada sudut berbeda. Elemen-elemen tersebut memiliki efisiensi tertinggi, hal ini menjelaskan tingginya permintaan. Roda lebih sulit dilindungi dari keausan dan perbaikan, namun memiliki kekuatan yang tinggi.
Untuk memudahkan memilih dan membedakan, setiap pompa memiliki tanda yang memungkinkan Anda memilih impeler yang tepat. Dalam banyak hal, jenisnya ditentukan oleh volume cairan yang ditransfer, sedangkan mesin yang digunakan berbeda.
Adapun jumlah bilah pada roda berkisar antara dua hingga lima, lebih jarang digunakan enam buah. Kadang-kadang tonjolan dibuat di bagian luar cakram roda tertutup, yang bisa berbentuk radial atau mengikuti garis bilahnya.
Impeler pompa seringkali dibuat utuh. Meskipun, misalnya, di Amerika Serikat, elemen agregat tanah besar ini dibuat dengan cara dilas dari komponen cor. Terkadang impeler dibuat dengan hub yang dapat dilepas dan terbuat dari bahan lembut.
Elemen ini mungkin memiliki lubang tembus untuk diproses.
 Lubang pada hub untuk pemasangan pada poros bisa berbentuk kerucut atau silinder. Opsi terakhir memungkinkan Anda memperbaiki posisi impeler dengan lebih akurat. Namun pada saat yang sama, permukaannya perlu diproses dengan sangat hati-hati, dan lebih sulit melepas roda dengan ukuran silinder.
Lubang pada hub untuk pemasangan pada poros bisa berbentuk kerucut atau silinder. Opsi terakhir memungkinkan Anda memperbaiki posisi impeler dengan lebih akurat. Namun pada saat yang sama, permukaannya perlu diproses dengan sangat hati-hati, dan lebih sulit melepas roda dengan ukuran silinder.
Dengan pemasangan berbentuk kerucut, akurasi pemesinan yang tinggi tidak diperlukan. Penting untuk mengamati lancipnya, yang sebagian besar berkisar antara 1:10 hingga 1:20.
Namun pendekatan ini juga memiliki kelemahan dalam pemasangannya: roda mengalami runout yang signifikan, yang menyebabkan peningkatan keausan, terutama pada segel kotak isian. Pada saat yang sama, posisi roda relatif terhadap siput dalam arah memanjang kurang akurat - minus lainnya.
Meskipun, tentu saja, beberapa desain memungkinkan untuk menghilangkan kelemahan ini dengan menggerakkan poros dalam arah memanjang.
Impeler pompa air dihubungkan ke poros dengan kunci prismatik yang terbuat dari baja karbon.
Pompa keruk modern semakin banyak menggunakan jenis fiksasi impeler yang berbeda dengan sekrup poros. Tentu saja, ada kesulitan tertentu dalam pembuatannya, tetapi pengoperasiannya jauh lebih sederhana.
Solusi ini digunakan pada pompa tanah besar seri Gr (produksi dalam negeri), serta pada unit asal Amerika dan Belanda.
Gaya besar bekerja pada impeler pompa sentrifugal - hasilnya:
- perubahan tekanan pada area roda terhadap hub;
- perubahan arah aliran di dalam roda;
- perbedaan tekanan antara cakram depan dan belakang.
Jika terdapat lubang tembus pada hub, gaya aksial paling besar bekerja pada betis poros. Jika lubang tidak tembus maka gaya lebih diarahkan ke baut yang digunakan untuk mengencangkan ring dengan poros.
- Pompa pusaran pusaran dan sentrifugal. Roda pompa sentrifugal berbentuk piringan dengan bilah-bilah yang disusun secara radial, jumlahnya berkisar antara 48-50 buah, dengan lubang-lubang yang dibor. Impeler dapat mengubah arah putaran, namun hal ini memerlukan perubahan penugasan nozel.
- pompa labirin. Menurut prinsip operasi, unit-unit tersebut mirip dengan unit pusaran. Dalam hal ini impeller dibuat dalam bentuk silinder. Pada permukaan dalam dan luar terdapat saluran sekrup dengan arah yang berlawanan. Terdapat celah 0,3-0,4 mm antara selongsong rumah dan roda. Saat roda berputar, pusaran terbentuk dari puncak saluran.
Putaran roda
Memutar impeler pompa sentrifugal memungkinkan Anda memperkecil diameter untuk mengurangi tekanan, sementara efisiensi hidraulik pompa tidak menurun. Dengan sedikit penurunan efisiensi, aliran dan tekanan meningkat cukup signifikan.
Pembubutan digunakan ketika karakteristik pompa tidak memenuhi kondisi operasi saat ini dalam batas tertentu, sedangkan parameter sistem tetap tidak berubah, dan tidak mungkin untuk memilih unit dari katalog.
Jumlah putaran yang dibuat oleh pabrikan tidak lebih dari dua.
Ukuran beloknya berkisar antara 8-15% dari diameter roda. Dan hanya dalam kasus ekstrim angka ini dapat ditingkatkan menjadi dua puluh.
Pada pompa turbin, bilah diputar, dan pada pompa spiral, cakram roda juga diputar. Data kinerja, head, daya dan faktor kecepatan selama prosedur ditentukan sebagai berikut:
- G 2 = G 1 D 2 /D 1;
- H 2 = H 1 (D 2 / D 1) 2;
- N 2 = N 1 (D 2 /D 1) 3;
- n s2 = n s1 D 1 /D 2 ,
dimana indeks menunjukkan data sebelum (1) dan setelah (2) pembubutan.
Dalam hal ini, perubahan berikut terjadi tergantung pada perubahan koefisien kecepatan roda: 60-120; 120-200; 200-300:
- penurunan efisiensi untuk setiap sepuluh persen putaran: 1-1,5; 1,5-2, 2-2,5 persen;
- pengurangan diameter roda normal: 15-20; 11-15; 7-11 persen.
Perhitungan roda pompa sentrifugal memungkinkan Anda menentukan koefisien kecepatan sesuai dengan rumus:
- (√Q 0 / i) / (H 0 / j)¾.
- n s= 3,65 n* (hasil poin pertama).
 dimana j adalah jumlah langkah; i adalah koefisien yang bergantung pada jenis impeler (dengan saluran masuk fluida dua arah - 2, dengan saluran masuk fluida satu arah - 1); H 0 - tekanan optimal, m; Q 0 - pasokan optimal, m 3 / s; n adalah frekuensi putaran poros, rpm.
dimana j adalah jumlah langkah; i adalah koefisien yang bergantung pada jenis impeler (dengan saluran masuk fluida dua arah - 2, dengan saluran masuk fluida satu arah - 1); H 0 - tekanan optimal, m; Q 0 - pasokan optimal, m 3 / s; n adalah frekuensi putaran poros, rpm.
Tidak disarankan untuk melakukan sendiri penghitungan impeler pompa sentrifugal - ini adalah pekerjaan yang bertanggung jawab dan memerlukan perhatian spesialis.
Perbaikan dan penggantian
Dengan elemen yang diproduksi dengan buruk, beban yang tidak merata tercipta, yang memicu ketidakseimbangan pada bagian aliran. Dan ini, pada gilirannya, menyebabkan ketidakseimbangan rotor. Jika masalah ini terjadi, impeler harus diganti.
Prosedur ini mencakup langkah-langkah berikut:
- Pembongkaran bagian pemompaan.
- Menekan, mengganti satu roda atau beberapa roda (tergantung desain).
- Memeriksa elemen pompa yang tersisa.
- Perakitan unit.
- Menguji karakteristik perangkat di bawah beban.
Prosedur perbaikan suatu elemen dapat memakan biaya mulai dari 2000 rubel. Anda dapat membeli impeller pompa sentrifugal mulai dari 500 rubel - tentu saja, untuk opsi terkecil.