Elemen benda kerja yang terletak di zona deformasi dan berdekatan dengan permukaan bagian dalam bagian yang ditekuk (dari sisi pukulan) akan mengalami kompresi, dan elemen yang berdekatan dengan permukaan luar(dari sisi matriks) - peregangan. Di antara serat yang diregangkan dan dikompresi terdapat garis netral yang panjangnya tidak berubah (Gambar 106).
Omong kosong. 106
Jari-jari garis netral R dalam mm (gambar 106) ditentukan oleh rumus
dimana r adalah radius lentur, mm;
s - ketebalan bahan mm;
x adalah koefisien yang nilainya bergantung pada rasio r/s (Tabel 48).
Tabel 48
|
rasio r/s |
||||||||||
|
Koefisien x |
0,323 |
0,340 |
0,356 |
0,367 |
0,379 |
0,389 |
0,400 |
0,413 |
0,421 |
0,426 |
|
rasio r/s |
10 atau lebih |
|||||||||
|
Koefisien x |
0,441 |
0,445 |
0,463 |
0,469 |
0,477 |
0,780 |
0,485 |
0,490 |
0,495 |
0,500 |
Saat memutar engsel (loop), karena adanya gaya gesekan eksternal yang mencegah deformasi, koefisien x ditentukan dari tabel. 48a.
Tabel 48a
|
rasio r/s |
|||||||
|
Koefisien x |
0,56 |
0,54 |
0,52 |
0,51 |
Panjang pengembangan bagian lentur L p dalam mm (Gbr. 107) ditentukan oleh rumus
L р =(l 1 +l 2 +l 3 +. . .)+ π / 180 (φ 1 R 1 +φ 2 R 2 +φ 3 R 3 +. . .) (47)
dimana aku 1; aku 2 ; l 3 - bagian lurus, mm;
φ 1; φ 2; φ 3 - sudut lentur, derajat;
R1; R2; R 3 - jari-jari garis netral, ditentukan oleh rumus (46).

Omong kosong. 107
Apabila bahan ditekuk dengan ketebalan lebih dari 3 mm pada sudut 90° dengan jari-jari lentur r≤s, jari-jari garis netral R yang dihitung menurut rumus (46) harus disesuaikan dengan nilai R 1 ( Gambar 108), berdasarkan kondisi keutuhan material dan perkawinan pada titik a dan a 1 pada bagian lengkung berjari-jari R 1 s lurus a-a dan a 1 -a 1 melewati bagian tengah ketebalan s. Pada bagian S-N 1, garis putus-putus menunjukkan kontur luar saat menghitung tanpa memperhitungkan penipisan material. Akibat penipisan pada saat pembengkokan, ketebalan s 1 pada daerah ini lebih kecil dari s aslinya.

Omong kosong. 108
Nilai R 1 untuk jari-jari garis netral yang disesuaikan dan panjang busur aba 1 harus dihitung dengan menggunakan rumus
R ditentukan dengan rumus (46); r—radius lentur, mm; sebutan lain ditunjukkan pada Gambar. 108.
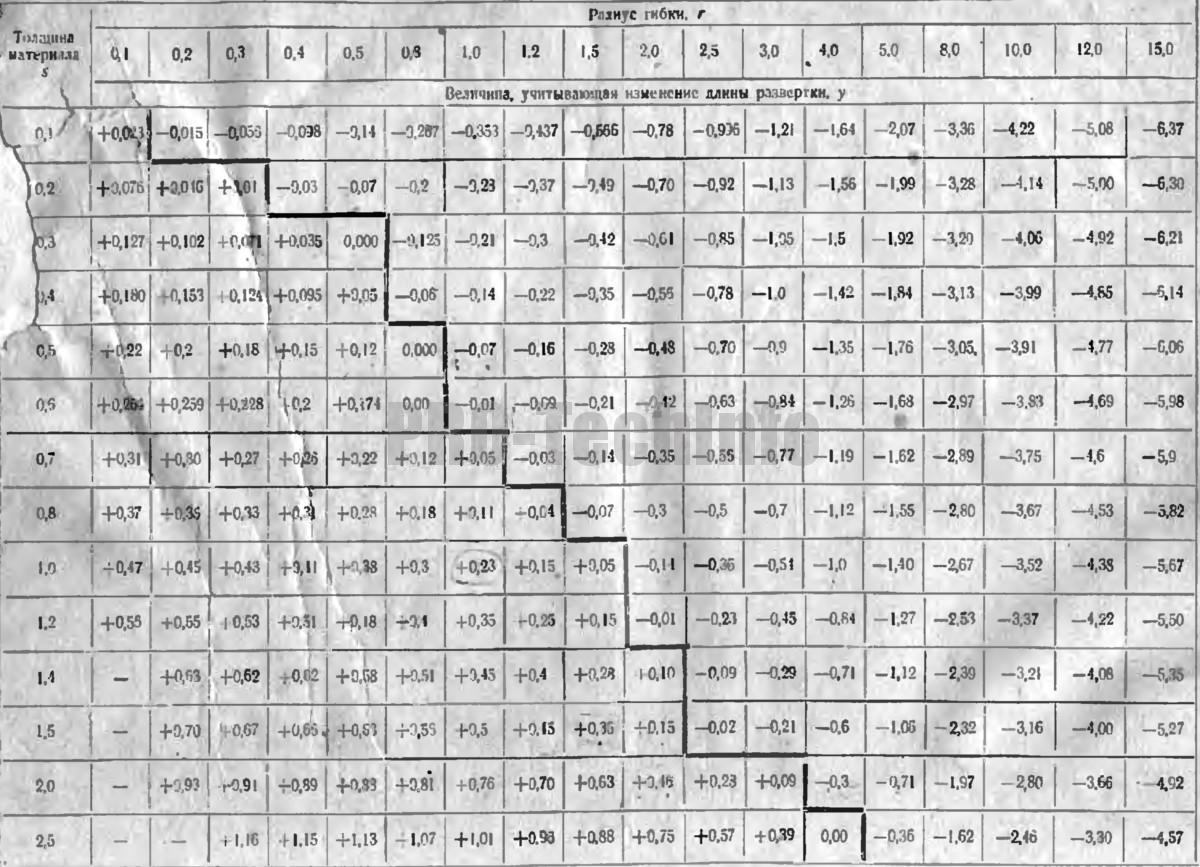
Elemen untuk menentukan dimensi alat untuk membesarkan lubang bagian bengkok yang umum digunakan diberikan dalam Tabel. 49.
Tabel 49

Catatan:
- y, y 1, y 2 - nilai yang memperhitungkan perubahan panjang pengembangan ketika ditekuk pada sudut 90°. Untuk ketebalan bahan sampai dengan 2,5 mm diambil sesuai tabel. 50, dan dengan ketebalan 3 mm atau lebih di r
- x - koefisien, diambil sesuai tabel. 48a.
Tabel 50
Tabel 50a

Contoh. Tentukan panjang pengembangan untuk bagian yang ditunjukkan pada Gambar. 109.

Omong kosong. 109
Menurut tabel. 49 L p =aku+aku 1 + kamu,dimana l dan l 1 adalah panjang bagian lurus dari bagian yang ditekuk;
y - temukan dari tabel. 50a
Pada s=4 mm dan r= 3,5 mm
L hal =50+40+ 1,22=91,22 mm.
Jika toleransi satu sisi ditentukan dalam gambar kerja suatu bagian, maka untuk menghitung panjang perkembangan, toleransi ini harus dihitung ulang menjadi toleransi dua sisi, dengan tetap mempertahankan bidang toleransi yang ditentukan. Dalam hal ini, dimensi nominal bagian tersebut juga harus dihitung ulang (Gbr. 110).

Omong kosong. 110
Di meja 51 dan 52 diberikan rumus untuk menghitung panjang sapuan bagian bengkok dengan data awal berbeda pada gambar kerja dan bentuk perkawinan berbeda.
Tabel 51

Catatan: x - koefisien, ditentukan dari tabel. 48.
Tabel 52






Penentuan dimensi benda kerja selama pembengkokan dilakukan sebagai pengembangan bagian, dengan menjumlahkan panjang bagian lurus dan panjang kurva dihitung dari lapisan netral. Perhitungan seperti itu tidak menimbulkan kesulitan yang berarti. Dalam praktiknya, ketika membengkokkan bagian-bagian yang sangat kompleks, disarankan untuk memperoleh pengembangannya secara eksperimental, karena tidak selalu mungkin untuk menghitungnya secara teoritis secara akurat.
Ada dua kasus utama pembengkokan: 1) sepanjang kurva dengan radius tertentu; 2) pada sudut pembulatan di r<0,3s.
Membungkuk sepanjang kurva dengan radius tertentu.
Untuk menentukan panjang benda kerja, Anda dapat menggunakan metode pembukaan bagian, berdasarkan fakta bahwa garis netral mempertahankan dimensi aslinya selama pembengkokan dan terletak di tempat pembulatan pada jarak tertentu. X 0 S dari bagian dalam produk (Gbr. 2.4). Oleh karena itu, untuk menentukan panjang blanko suatu bagian kompleks, panjang bagian lurus produk yang ditekuk harus dijumlahkan dengan panjang bagian bulat, dihitung dari lapisan netral.
Untuk bagian yang mempunyai satu tikungan pada suatu sudut, panjang benda kerja ditentukan oleh rumus
![]() ,
(2.13)
,
(2.13)
dimana aku 1, aku 2 – panjang bagian lurus dari produk yang ditekuk, mm;
aku 0 - panjang lapisan netral bagian bulat, mm;
R- radius kelengkungan, mm;
Sudut lentur, derajat;
X 0 - Koefisien yang menentukan posisi lapisan netral.
Untuk bagian yang mempunyai beberapa sudut, panjang benda kerja ditentukan dengan rumus

Beras. 2.4 Perhitungan panjang benda kerja
Untuk deformasi elastoplastik kecil (saat menekuk benda kerja dengan radius kelengkungan relatif R/ S>5 ) diasumsikan bahwa lapisan netral melewati bagian tengah ketebalan strip hal (hal 0 )=hal Menikahi artinya posisinya ditentukan oleh jari-jari kelengkungan p=R+ S/2 . A X 0 ditemukan dengan rumus:
Untuk deformasi plastis signifikan yang terjadi ketika benda kerja dibengkokkan dengan radius kelengkungan relatif, pembengkokan disertai dengan penurunan ketebalan material dan perpindahan lapisan netral ke arah serat terkompresi. Dalam kasus ini, jari-jari kelengkungan lapisan deformasi netral harus ditentukan dengan rumus:
dimana adalah koefisien penipisan material (ketebalan material setelah ditekuk, mm).
Koefisien penipisan selama pembengkokan tergantung pada jenis bahan, radius lentur relatif dan sudut pembengkokan. Jarak lapisan netral dari permukaan bagian dalam benda kerja yang ditekuk ketika strip lebar dibengkokkan ditentukan oleh rumus
Nilai koefisien dan X HAI untuk pembengkokan diberikan dalam buku referensi.
Membungkuk pada suatu sudut tanpa pembulatan.
Saat menekuk pada sudut tanpa pembulatan atau dengan pembulatan dengan radius sangat kecil () , yang disertai dengan penipisan logam yang signifikan pada titik tekuk, untuk menentukan ukuran benda kerja (Gbr. 2.5) sebelum menekuk AB dan setelah menekuk AVG, digunakan metode kesetaraan massa.

Gambar 2.5 Perhitungan panjang benda kerja
Dalam praktiknya, rumus berikut digunakan:
, (2.20)
dimana L adalah panjang benda kerja;
Besarnya pertambahan (kelonggaran) material untuk membentuk suatu sudut.
Biasanya, nilai ini, tergantung pada kekerasan dan ketebalan material, diambil sama untuk setiap sudut. Apalagi semakin lembut bahannya maka peningkatannya semakin kecil, begitu pula sebaliknya.
Panjang benda kerja untuk n sudut siku-siku dapat ditentukan dengan rumus:
Selama pembengkokan berurutan. Ketika menekuk sudut pada saat yang sama, pembengkokan disertai dengan peregangan material di tengah dan di ujung bagian. Dalam hal ini regangan material terjadi pada sebagian besar benda kerja yang bengkok, sehingga disini pembentukan sudut-sudut terjadi sebagian karena regangan material pada bagian lurus. Oleh karena itu, untuk kasus ini, disarankan untuk mengambil setengah pertambahan panjang benda kerja dibandingkan dengan pembengkokan berurutan, yaitu menerima.
Mari kita perhatikan situasi yang sering muncul dalam produksi pembengkokan. Hal ini terutama berlaku untuk bengkel-bengkel kecil yang menggunakan mekanisasi skala kecil dan menengah. Yang saya maksud dengan mekanisasi kecil dan menengah adalah penggunaan penyok lembaran manual atau semi-otomatis. Operator menjumlahkan panjang rak, memperoleh panjang total benda kerja untuk produk yang dibutuhkan, mengukur panjang yang dibutuhkan, memotong dan... setelah ditekuk, menerima produk yang tidak akurat. Kesalahan dalam dimensi produk akhir bisa sangat signifikan (tergantung kompleksitas produk, jumlah tikungan, dll.). Hal ini dikarenakan dalam menghitung panjang benda kerja perlu memperhitungkan ketebalan logam, jari-jari lentur, dan koefisien posisi garis netral (faktor K). Inilah yang akan menjadi fokus artikel ini.
Jadi mari kita mulai.
Sejujurnya, menghitung dimensi benda kerja tidaklah sulit. Anda hanya perlu memahami bahwa Anda perlu memperhitungkan tidak hanya panjang rak (bagian lurus), tetapi juga panjang bagian melengkung akibat deformasi plastis material selama pembengkokan.
Terlebih lagi, semua rumus telah lama diturunkan oleh “orang pintar”, yang buku dan sumbernya selalu saya tunjukkan di akhir artikel (dari sana, jika Anda mau, Anda bisa mendapatkan informasi tambahan).
Jadi, untuk menghitung panjang benda kerja (pengembangan bagian) yang benar, yang memastikan dimensi yang diperlukan setelah pembengkokan, pertama-tama perlu dipahami opsi mana yang akan kita gunakan untuk membuat perhitungan.
Saya mengingatkan Anda:
Jadi jika Anda membutuhkan permukaan rak A tanpa deformasi (misalnya untuk lokasi lubang), maka Anda menghitung sesuai Pilihan 1. Jika tinggi keseluruhan rak penting bagi Anda A, maka, tanpa diragukan lagi, pilihan 2 lebih baik.
Opsi 1 (dengan uang saku)
Kita akan butuh:
c) Jumlahkan panjang ruas-ruas tersebut. Dalam hal ini, panjang bagian lurus dijumlahkan tanpa perubahan, dan panjang bagian melengkung dijumlahkan dengan mempertimbangkan deformasi material dan perpindahan lapisan netral yang sesuai.
Jadi, misalnya untuk benda kerja dengan satu tikungan, rumusnya akan terlihat seperti ini:
Di mana X1 – panjang bagian lurus pertama, Y1 – panjang bagian lurus kedua, φ – sudut luar, R– radius lentur internal, k S– ketebalan logam.
Dengan demikian, kemajuan perhitungannya adalah sebagai berikut..
Y1+BA1+X1+BA2+..dll
Panjang rumus bergantung pada jumlah variabel.
Opsi 2 (dengan pengurangan)

Menurut pengalaman saya, ini adalah opsi perhitungan paling umum untuk mesin pembengkok balok putar. Oleh karena itu, mari kita lihat opsi ini.
Kami juga butuh:
a) Tentukan faktor K (lihat tabel).
b) Membagi kontur bagian lentur menjadi elemen-elemen yaitu ruas lurus dan bagian lingkaran;
Di sini perlu untuk mempertimbangkan konsep baru - batas luar lentur.
Agar lebih mudah membayangkannya, lihat gambar:

Batas luar tikungan adalah garis putus-putus imajiner.
Jadi, untuk mencari panjang pengurangannya, Anda perlu mengurangkan panjang bagian lengkung dari panjang batas luarnya.
Jadi rumus panjang benda kerja menurut pilihan 2:
Di mana Y2 , X2 – rak, φ – sudut luar, R– radius lentur internal, k– koefisien posisi garis netral (faktor K), S– ketebalan logam.
Pengurangan kami ( BD), seperti yang Anda pahami:
Batas luar tikungan ( sistem operasi):
Dan dalam hal ini, setiap operasi juga perlu dihitung secara berurutan. Bagaimanapun, panjang setiap rak yang tepat penting bagi kami.
Skema perhitungannya adalah sebagai berikut:
(Y2 – BD1 / 2) + (X2 – (BD1 / 2 + BD2 / 2)) + (M2 – (BD2 / 2 + BD3 /2)) +.. dll.
Secara grafis akan terlihat seperti ini:

Dan juga, jumlah pengurangan ( BD) selama perhitungan berurutan, perlu untuk menghitung dengan benar. Artinya, kita tidak hanya memotong dua saja. Pertama kita hitung semuanya BD, dan baru setelah itu kita membagi hasilnya menjadi dua.
Saya harap saya tidak menyinggung siapa pun dengan pernyataan ini. Saya hanya tahu bahwa matematika dilupakan dan bahkan perhitungan dasar pun bisa penuh dengan kejutan yang tidak dibutuhkan siapa pun.
Itu saja. Terima kasih atas perhatian Anda.
Saat menyiapkan informasi yang saya gunakan: 1. Artikel “BendWorks. Seni Rupa Pembengkokan Lembaran Logam” Olaf Dietel, Layanan Desain Lengkap, Juli 2002; 2. Romanovsky V.P. “Buku Pegangan Penempaan Dingin” 1979; bahan dari sumber berbahasa Inggris SheetMetal.Me (bagian “Rumus fabrikasi”, tautan:
Bab VII. Pembengkokan logam
§ 26. Informasi umum
Pembengkokan adalah suatu cara pengolahan logam dengan tekanan, dimana suatu benda kerja atau bagiannya diberi bentuk melengkung. Pembengkokan bangku dilakukan dengan palu (sebaiknya dengan pemukul lunak) di alat wakil, di atas piring atau menggunakan alat khusus. Lembaran logam tipis ditekuk dengan palu, produk kawat dengan diameter hingga 3 mm ditekuk dengan tang atau tang hidung bulat. Hanya bahan plastik yang dapat ditekuk.

Membengkokkan bagian adalah salah satu operasi pengerjaan logam yang paling umum. Produksi suku cadang fleksibel dapat dilakukan baik secara manual dengan menggunakan alat pendukung dan mandrel, maupun pada mesin pembengkok (penekan).
Inti dari pembengkokan adalah bahwa satu bagian benda kerja ditekuk relatif terhadap bagian lainnya pada sudut tertentu. Hal ini terjadi dengan cara sebagai berikut: suatu gaya lentur bekerja pada benda kerja yang terletak bebas pada dua tumpuan, yang menyebabkan tegangan lentur pada benda kerja, dan jika tegangan ini tidak melebihi batas elastis material, maka deformasi yang diperoleh benda kerja adalah elastis, dan ketika beban dihilangkan, benda kerja kembali terlihat semula (meluruskan).
Namun pada saat menekuk, perlu dipastikan bahwa benda kerja, setelah beban dihilangkan, tetap mempertahankan bentuk yang telah ditentukan, oleh karena itu tegangan lentur harus melebihi batas elastis dan deformasi benda kerja dalam hal ini akan bersifat plastis, sedangkan lapisan dalam. benda kerja mengalami kompresi dan pemendekan, lapisan luarnya mengalami tegangan dan panjangnya bertambah. Pada saat yang sama, lapisan tengah benda kerja - garis netral - tidak mengalami kompresi atau tegangan, dan panjangnya sebelum dan sesudah pembengkokan tetap konstan (Gbr. 93a). Oleh karena itu, penentuan dimensi blanko profil dilakukan dengan menghitung panjang bagian lurus (flensa), panjang pemendekan blanko dalam radius, atau panjang garis netral dalam radius.
Saat menekuk bagian pada sudut kanan tanpa membulatkan bagian dalam, kelonggaran tekukan diambil dari 0,5 hingga 0,8 dari ketebalan material. Dengan menjumlahkan panjang sisi dalam persegi atau staples, kita mendapatkan panjang benda kerja.

Contoh 1. Pada Gambar. 93, c, d menunjukkan persegi dan tanda kurung dengan sudut dalam siku-siku.
Dimensi persegi (Gbr. 93, c): a = 30 mm, b = 70 mm, t = 6 mm. Panjang pengembangan
L = a + b + 0,5t = 30 + 70 + 3 = 103 mm.
Dimensi braket (Gbr. 93, d): a = 70 mm, b = 80 mm, c = 60 mm, t = 4 mm. Reaming panjang staples kosong
L = 70 + 80 + 60 + 2 = 212mm.
Kami membagi persegi menurut gambar menjadi beberapa bagian. Dimensinya a = 50 mm, b = 30 mm, t = 6 mm, r = 4 mm kita substitusikan ke dalam rumus
L = a + b + π/2(r + t/2)
Kemudian kita mendapatkan:
L = 50 + 30 + 3,14/2(4 + 6/2) = 50 + 30 + 1,57⋅7 = 90,99 91 mm.
Kami membagi braket menjadi beberapa bagian, seperti yang ditunjukkan pada gambar. Dimensinya: a = 80 mm, h = 65 mm, c = 120 mm, t = 5 mm, r = 2,5 mm.
L = a + h + c + π(r + t/2) = 80 + 65 + 120 + 3,14(2,5 + 5/2),
karena itu,
L = 265 4 + 15,75 = 280,75 mm.
Dengan menekuk strip ini menjadi lingkaran, kita mendapatkan cincin silinder, dengan bagian luar logam agak meregang dan bagian dalam menyusut. Oleh karena itu, panjang benda kerja akan sesuai dengan panjang garis tengah lingkaran yang melewati titik tengah antara lingkaran luar dan dalam cincin.
Panjang benda kerja
Mengetahui diameter keliling tengah cincin dan mensubstitusikan nilai numeriknya ke dalam rumus, kita mencari panjang benda kerja:
L = πD = 3,14 108 = 339,12 mm.
Sebagai hasil dari perhitungan awal, dimungkinkan untuk menghasilkan bagian dari dimensi yang ditetapkan.

Selama proses pembengkokan, terjadi tegangan dan deformasi yang signifikan pada logam. Mereka terutama terlihat ketika radius tekukan kecil. Untuk mencegah munculnya retakan pada lapisan luar, radius tekukan tidak boleh kurang dari radius minimum yang diizinkan, yang dipilih tergantung pada ketebalan dan jenis bahan yang ditekuk (Gbr. 95).
Rumus panjang pengembangan pipa kosong membantu menghitung luas permukaan atau penampang pipa. Perhitungannya didasarkan pada ukuran rute masa depan dan diameter struktur yang direncanakan. Dalam kasus apa perhitungan seperti itu diperlukan dan bagaimana cara melakukannya, artikel ini akan memberi tahu Anda.
Kapan perhitungan diperlukan?
Parameter dihitung menggunakan kalkulator atau menggunakan program online
Penting untuk mengetahui luas permukaan pipa dalam kasus berikut.
- Saat menghitung perpindahan panas dari lantai atau register "hangat". Di sini dihitung luas total yang memindahkan panas yang berasal dari pendingin ke ruangan.
- Ketika kehilangan panas ditentukan sepanjang perjalanan dari sumber energi panas ke elemen pemanas - radiator, konvektor, dll. Untuk menentukan jumlah dan ukuran alat tersebut, kita perlu mengetahui jumlah kalori yang harus kita miliki, dan diturunkan dengan memperhatikan perkembangan pipa.
- Untuk menentukan jumlah bahan isolasi termal, lapisan anti korosi dan cat yang dibutuhkan. Ketika membangun jalan raya sepanjang beberapa kilometer, perhitungan yang akurat dapat menghemat banyak uang bagi perusahaan.
- Saat menentukan bagian profil yang dibenarkan secara rasional yang dapat memastikan konduktivitas maksimum dari pasokan air atau jaringan pemanas.
Penentuan parameter pipa
Luas penampang

Pipanya berbentuk silinder, jadi perhitungannya tidak sulit
Penampang profil bulat adalah lingkaran, yang diameternya ditentukan sebagai selisih diameter luar produk dikurangi ketebalan dinding.
Dalam geometri, luas lingkaran dihitung sebagai berikut:
S = π R^2 atau S= π (D/2-N)^2, dengan S adalah luas penampang bagian dalam; π – angka “pi”; R – radius bagian; D - diameter luar; N adalah ketebalan dinding pipa.
Catatan! Jika dalam sistem tekanan cairan mengisi seluruh volume pipa, maka dalam sistem saluran pembuangan gravitasi hanya sebagian dinding yang terus-menerus dibasahi. Pada kolektor seperti itu, konsep luas penampang pipa terbuka digunakan.
Permukaan luar
Permukaan silinder yang berbentuk bulat berbentuk persegi panjang. Satu sisi gambar adalah panjang bagian pipa, dan sisi lainnya adalah keliling silinder.
Perkembangan pipa dihitung dengan rumus:
S = π D L, dimana S adalah luas pipa, L adalah panjang produk.
Permukaan dalam
Indikator ini digunakan dalam proses perhitungan hidrodinamik, ketika luas permukaan pipa yang selalu bersentuhan dengan air ditentukan.
Saat menentukan parameter ini, Anda harus mempertimbangkan:
- Semakin besar diameter pipa air, semakin kecil laju alirannya tergantung pada kekasaran dinding bangunan.
Sebagai catatan! Jika pipa dengan diameter besar dicirikan oleh panjangnya yang pendek, maka nilai tahanan dinding dapat diabaikan.
- Dalam perhitungan hidrodinamik, kekasaran permukaan dinding tidak kalah pentingnya dengan luasnya. Jika air mengalir melalui pipa air yang bagian dalamnya berkarat, maka kecepatannya lebih kecil dibandingkan kecepatan cairan yang mengalir melalui struktur polipropilena yang relatif halus.
- Jaringan yang dipasang dari baja non-galvanis dicirikan oleh luas permukaan internal yang bervariasi. Selama pengoperasian, mereka menjadi tertutup karat dan ditumbuhi endapan mineral, yang mempersempit lumen pipa.
Penting! Perhatikan fakta ini jika Anda ingin membuat pasokan air dingin dari material baja. Kapasitas sistem pasokan air seperti itu akan berkurang setengahnya setelah sepuluh tahun beroperasi.
Perhitungan pengembangan pipa dalam hal ini dilakukan dengan mempertimbangkan fakta bahwa diameter bagian dalam silinder ditentukan sebagai perbedaan antara diameter luar profil dan ketebalan ganda dindingnya.
Akibatnya, luas permukaan silinder ditentukan dengan rumus:
S= π (D-2N)L, dimana indikator N ditambahkan ke parameter yang sudah diketahui, yang menentukan ketebalan dinding.

Rumus pengembangan benda kerja membantu menghitung jumlah insulasi termal yang dibutuhkan
Untuk mengetahui cara menghitung perkembangan pipa cukup dengan mengingat mata pelajaran geometri yang diajarkan di sekolah menengah. Sangat menyenangkan bahwa kurikulum sekolah digunakan di masa dewasa dan membantu memecahkan masalah serius terkait konstruksi. Biarkan mereka bermanfaat bagi Anda juga!
Seperti yang saya janjikan di komentar artikel, hari ini kita akan berbicara tentang menghitung panjang pengembangan bagian yang ditekuk dari lembaran logam. Tentu saja, tidak hanya bagian lembaran logam saja yang mengalami proses pembengkokan. Membungkuk dan...
Bagian persegi, profil bengkok dan semua profil yang digulung - sudut, saluran, balok-I, pipa. Namun, pembengkokan dingin pada bagian lembaran logam sejauh ini merupakan yang paling umum.
Untuk memastikan radius minimum, komponen terkadang dipanaskan sebelum ditekuk. Hal ini meningkatkan plastisitas material. Dengan menggunakan pembengkokan dengan pukulan kalibrasi, dipastikan bahwa jari-jari bagian dalam menjadi benar-benar sama dengan jari-jari pukulan. Dengan pembengkokan berbentuk V bebas pada mesin pembengkok lembaran, radius internal dalam praktiknya lebih besar daripada radius pukulan. Semakin jelas sifat pegas dari bahan bagian, semakin besar perbedaan antara jari-jari bagian dalam dan jari-jari pukulan.
Gambar di bawah menunjukkan lembaran tebal yang bengkok S dan lebar B sudut. Anda perlu mencari panjang sapuan.

Perhitungan sapuan akan dilakukan di MS Excel.
Dalam gambar bagian tersebut ditentukan sebagai berikut: nilai jari-jari dalam R, sudut A dan panjang bagian lurus L1 Dan L2. Segalanya tampak sederhana - geometri dasar dan aritmatika. Pada proses pembengkokan benda kerja terjadi deformasi plastis pada material. Serat logam bagian luar (relatif terhadap pukulan) diregangkan, dan serat bagian dalam dikompresi. Di tengah bagian tersebut terdapat permukaan netral...
Namun masalahnya adalah lapisan netral tidak terletak di tengah bagian logam! Sebagai referensi: lapisan netral adalah permukaan susunan serat logam bersyarat yang tidak meregang atau menekan bila ditekuk. Terlebih lagi, permukaan ini (semacam) bukan permukaan silinder melingkar. Beberapa sumber menyatakan bahwa itu adalah silinder parabola...
Saya lebih cenderung mempercayai teori klasik. Untuk penampang persegi panjang menurut kekuatan klasik material, lapisan netral terletak pada permukaan silinder melingkar berjari-jari R .
R = S / dalam(1+ S / R )
Berdasarkan rumus tersebut, dibuatlah program untuk menghitung perkembangan bagian lembaran yang terbuat dari baja grade St3 dan 10...20 di Excel.
Di sel dengan isian hijau muda dan pirus, kami menulis data asli. Di sel dengan isian kuning muda, kita membaca hasil perhitungan.

1. Kami mencatat ketebalan lembaran kosong S dalam milimeter
ke sel D 3: 5,0
2. Panjang bagian lurus pertama L1 masukkan dalam milimeter
ke sel D 4: 40,0
3. Jari-jari tikungan bagian dalam dari bagian pertama R1 tulis dalam milimeter
ke sel D 5: 5,0
4. Sudut tekuk bagian pertama A1 kami menulis dalam derajat
ke sel D 6: 90,0
5. Panjang bagian lurus kedua dari bagian tersebut L2 masukkan dalam milimeter
ke sel D 7: 40,0
6. Itu saja, hasil perhitungannya adalah panjang pengembangan bagian tersebut L dalam milimeter
di sel D 17: =D4+JIKA(D5=0;0;PI()/180*D6*D3/LN ((D5+D3)/D5))+ +D7+IF(D8=0;0;PI()/180* D9*D3/LN ((D8+D3)/D8))+D10+ +JIKA(D11=0;0;PI()/180*D12*D3/LN ((D11+D3)/D11))+D13+ + JIKA(D14=0;0;PI()/180*D15*D3/LN ((D14+D3)/D14))+D16=91.33
L = ∑ (Li +3.14/180* ai * S / dalam((Ri + S )/ Ri )+ L(Saya +1))
Dengan menggunakan program yang diusulkan, Anda dapat menghitung panjang pengembangan untuk bagian dengan satu tikungan - sudut, dengan dua tikungan - saluran dan profil Z, dengan tiga dan empat tikungan. Jika Anda perlu menghitung perkembangan suatu bagian dengan jumlah tikungan yang banyak, maka program ini dapat dengan mudah dimodifikasi untuk memperluas kemampuannya.
Keuntungan penting dari program yang diusulkan (tidak seperti banyak program serupa) adalah kemampuan untuk mengatur sudut dan jari-jari lentur yang berbeda pada setiap langkah.
Apakah program memberikan hasil yang “benar”? Mari kita bandingkan hasil yang diperoleh dengan hasil perhitungan menggunakan metodologi yang dituangkan dalam “Buku Pegangan Perancang Mekanik” oleh V.I. Anuriev dan dalam “Die Designer's Handbook” oleh L.I. Rudman. Selain itu, kami hanya akan memperhitungkan bagian lengkung saja, karena saya harap semua bagian bujursangkar dianggap sama.
Mari kita periksa contoh yang dibahas di atas.
“Sesuai program”: 11,33 mm – 100,0%
“Menurut Anuriev”: 10,60 mm – 93,6%
“Menurut Rudman”: 11,20 mm – 98,9%
Dalam contoh kita, mari tingkatkan radius tekukan R1 dua kali - hingga 10 mm. Sekali lagi kita akan melakukan perhitungan dengan menggunakan tiga metode.
“Sesuai program”: 19,37 mm – 100,0%
“Menurut Anuriev”: 18,65 mm – 96,3%
“Menurut Rudman”: 19,30 mm – 99,6%
Dengan demikian, metode perhitungan yang diusulkan menghasilkan hasil yang 0,4%...1,1% lebih tinggi dari “menurut Rudman” dan 6,4%…3,7% lebih besar dari “menurut Anuriev”. Jelas bahwa kesalahan akan berkurang secara signifikan ketika kita menambahkan bagian lurus.
“Sesuai program”: 99,37 mm – 100,0%
“Menurut Anuriev”: 98,65 mm – 99,3%
“Menurut Rudman”: 99,30 mm – 99,9%
Mungkin Rudman menyusun tabelnya menggunakan rumus yang sama dengan yang saya gunakan, tetapi dengan kesalahan mistar hitung... Tentu saja, saat ini adalah abad kedua puluh satu, dan entah bagaimana rasanya tidak nyaman untuk menjelajahi tabel!
Sebagai kesimpulan, saya akan menambahkan "lalat dalam salep". Panjang sapuan adalah poin yang sangat penting dan “halus”! Jika perancang bagian yang bengkok (terutama bagian yang berpresisi tinggi (0,1 mm)) berharap dapat menentukannya secara akurat dengan perhitungan dan pertama kali, maka harapannya sia-sia. Dalam prakteknya, banyak faktor yang akan mengganggu proses pembengkokan.– arah pengerolan, toleransi terhadap ketebalan logam, penipisan bagian pada titik tekuk, “bagian trapesium”, suhu material dan peralatan, ada tidaknya pelumasan pada zona tekuk, suasana hati penyok… Singkatnya , jika kumpulan suku cadangnya besar dan mahal – periksa panjang sapuan pada beberapa sampel dengan eksperimen praktis. Dan hanya setelah menerima bagian yang cocok, potong bagian yang kosong untuk seluruh batch. Dan untuk pembuatan blanko sampel ini, keakuratan yang diberikan oleh program perhitungan pengembangan sudah lebih dari cukup!
Program perhitungan “menurut Anuriev” dan “menurut Rudman” di Excel dapat ditemukan di Internet.
Saya menantikan komentar Anda, rekan-rekan.
Selebihnya - Anda bisa mendownloadnya begitu saja...
Topiknya dilanjutkan di artikel tentang.
Baca tentang menghitung perkembangan saat membengkokkan pipa dan batang.
Seperti yang saya janjikan di komentar artikel, hari ini kita akan berbicara tentang menghitung panjang pengembangan bagian yang ditekuk dari lembaran logam. Tentu saja, tidak hanya bagian lembaran logam saja yang mengalami proses pembengkokan. Membungkuk dan...
Bagian persegi, profil bengkok dan semua profil yang digulung - sudut, saluran, balok-I, pipa. Namun, pembengkokan dingin pada bagian lembaran logam sejauh ini merupakan yang paling umum.
Untuk memastikan radius minimum, komponen terkadang dipanaskan sebelum ditekuk. Hal ini meningkatkan plastisitas material. Dengan menggunakan pembengkokan dengan pukulan kalibrasi, dipastikan bahwa jari-jari bagian dalam menjadi benar-benar sama dengan jari-jari pukulan. Dengan pembengkokan berbentuk V bebas pada mesin pembengkok lembaran, radius internal dalam praktiknya lebih besar daripada radius pukulan. Semakin jelas sifat pegas dari bahan bagian, semakin besar perbedaan antara jari-jari bagian dalam dan jari-jari pukulan.
Gambar di bawah menunjukkan lembaran tebal yang bengkok S dan lebar B sudut. Anda perlu mencari panjang sapuan.

Perhitungan sapuan akan dilakukan di MS Excel.
Dalam gambar bagian tersebut ditentukan sebagai berikut: nilai jari-jari dalam R, sudut A dan panjang bagian lurus L1 Dan L2. Segalanya tampak sederhana - geometri dasar dan aritmatika. Pada proses pembengkokan benda kerja terjadi deformasi plastis pada material. Serat logam bagian luar (relatif terhadap pukulan) diregangkan, dan serat bagian dalam dikompresi. Di tengah bagian tersebut terdapat permukaan netral...
Namun masalahnya adalah lapisan netral tidak terletak di tengah bagian logam! Sebagai referensi: lapisan netral adalah permukaan susunan serat logam bersyarat yang tidak meregang atau menekan bila ditekuk. Terlebih lagi, permukaan ini (semacam) bukan permukaan silinder melingkar. Beberapa sumber menyatakan bahwa itu adalah silinder parabola...
Saya lebih cenderung mempercayai teori klasik. Untuk penampang persegi panjang menurut kekuatan klasik material, lapisan netral terletak pada permukaan silinder melingkar berjari-jari R .
R = S / dalam(1+ S / R )
Berdasarkan rumus tersebut, dibuatlah program untuk menghitung perkembangan bagian lembaran yang terbuat dari baja grade St3 dan 10...20 di Excel.
Di sel dengan isian hijau muda dan pirus, kami menulis data asli. Di sel dengan isian kuning muda, kita membaca hasil perhitungan.

1. Kami mencatat ketebalan lembaran kosong S dalam milimeter
ke sel D 3: 5,0
2. Panjang bagian lurus pertama L1 masukkan dalam milimeter
ke sel D 4: 40,0
3. Jari-jari tikungan bagian dalam dari bagian pertama R1 tulis dalam milimeter
ke sel D 5: 5,0
4. Sudut tekuk bagian pertama A1 kami menulis dalam derajat
ke sel D 6: 90,0
5. Panjang bagian lurus kedua dari bagian tersebut L2 masukkan dalam milimeter
ke sel D 7: 40,0
6. Itu saja, hasil perhitungannya adalah lamanya pengembangan bagian tersebut L dalam milimeter
di sel D 17: =D4+JIKA(D5=0;0;PI()/180*D6*D3/LN ((D5+D3)/D5))+ +D7+IF(D8=0;0;PI()/180* D9*D3/LN ((D8+D3)/D8))+D10+ +JIKA(D11=0;0;PI()/180*D12*D3/LN ((D11+D3)/D11))+D13+ + JIKA(D14=0;0;PI()/180*D15*D3/LN ((D14+D3)/D14))+D16=91.33
L = ∑ (Li +3.14/180* ai * S / dalam((Ri + S )/ Ri )+ L(Saya +1) )
Dengan menggunakan program yang diusulkan, Anda dapat menghitung panjang pengembangan untuk bagian dengan satu tikungan - sudut, dengan dua tikungan - saluran dan profil Z, dengan tiga dan empat tikungan. Jika Anda perlu menghitung perkembangan suatu bagian dengan jumlah tikungan yang banyak, maka program ini dapat dengan mudah dimodifikasi untuk memperluas kemampuannya.
Keuntungan penting dari program yang diusulkan (tidak seperti banyak program serupa) adalah kemampuan untuk mengatur sudut dan jari-jari lentur yang berbeda pada setiap langkah.
Apakah program memberikan hasil yang “benar”? Mari kita bandingkan hasil yang diperoleh dengan hasil perhitungan menggunakan metodologi yang dituangkan dalam “Buku Pegangan Perancang Mekanik” oleh V.I. Anuriev dan dalam “Die Designer's Handbook” oleh L.I. Rudman. Selain itu, kami hanya akan memperhitungkan bagian lengkung saja, karena saya harap semua bagian bujursangkar dianggap sama.
Mari kita periksa contoh yang dibahas di atas.
“Sesuai program”: 11,33 mm – 100,0%
“Menurut Anuriev”: 10,60 mm – 93,6%
“Menurut Rudman”: 11,20 mm – 98,9%
Dalam contoh kita, mari tingkatkan radius tekukan R1 dua kali - hingga 10 mm. Sekali lagi kita akan melakukan perhitungan dengan menggunakan tiga metode.
“Sesuai program”: 19,37 mm – 100,0%
“Menurut Anuriev”: 18,65 mm – 96,3%
“Menurut Rudman”: 19,30 mm – 99,6%
Dengan demikian, metode perhitungan yang diusulkan menghasilkan hasil yang 0,4%...1,1% lebih tinggi dari “menurut Rudman” dan 6,4%…3,7% lebih besar dari “menurut Anuriev”. Jelas bahwa kesalahan akan berkurang secara signifikan ketika kita menambahkan bagian lurus.
“Sesuai program”: 99,37 mm – 100,0%
“Menurut Anuriev”: 98,65 mm – 99,3%
“Menurut Rudman”: 99,30 mm – 99,9%
Mungkin Rudman menyusun tabelnya menggunakan rumus yang sama dengan yang saya gunakan, tetapi dengan kesalahan mistar hitung... Tentu saja, saat ini adalah abad kedua puluh satu, dan entah bagaimana rasanya tidak nyaman untuk menjelajahi tabel!
Sebagai kesimpulan, saya akan menambahkan "lalat dalam salep". Panjang sapuan adalah poin yang sangat penting dan “halus”! Jika perancang bagian yang bengkok (terutama bagian yang berpresisi tinggi (0,1 mm)) berharap dapat menentukannya secara akurat dengan perhitungan dan pertama kali, maka harapannya sia-sia. Dalam prakteknya, banyak faktor yang akan mengganggu proses pembengkokan.– arah pengerolan, toleransi terhadap ketebalan logam, penipisan bagian pada titik tekuk, “bagian trapesium”, suhu material dan peralatan, ada tidaknya pelumasan pada zona tekuk, suasana hati penyok… Singkatnya , jika kumpulan suku cadangnya besar dan mahal – periksa panjang sapuan pada beberapa sampel dengan eksperimen praktis. Dan hanya setelah menerima bagian yang cocok, potong bagian yang kosong untuk seluruh batch. Dan untuk pembuatan blanko sampel ini, keakuratan yang diberikan oleh program perhitungan pengembangan sudah lebih dari cukup!
Rumus panjang pengembangan pipa kosong membantu menghitung luas permukaan atau penampang pipa. Perhitungannya didasarkan pada ukuran rute masa depan dan diameter struktur yang direncanakan. Dalam kasus apa perhitungan seperti itu diperlukan dan bagaimana cara melakukannya, artikel ini akan memberi tahu Anda.
Kapan perhitungan diperlukan?
Parameter dihitung menggunakan kalkulator atau menggunakan program online
Penting untuk mengetahui luas permukaan pipa dalam kasus berikut.
- Saat menghitung perpindahan panas dari lantai atau register "hangat". Di sini dihitung luas total yang memindahkan panas yang berasal dari pendingin ke ruangan.
- Ketika kehilangan panas ditentukan sepanjang perjalanan dari sumber energi panas ke elemen pemanas - radiator, konvektor, dll. Untuk menentukan jumlah dan ukuran alat tersebut, kita perlu mengetahui jumlah kalori yang harus kita miliki, dan diturunkan dengan memperhatikan perkembangan pipa.
- Untuk menentukan kuantitas yang dibutuhkan bahan isolasi termal, lapisan dan cat anti korosi. Ketika membangun jalan raya sepanjang beberapa kilometer, perhitungan yang akurat dapat menghemat banyak uang bagi perusahaan.
- Saat menentukan bagian profil yang dibenarkan secara rasional yang dapat memastikan konduktivitas maksimum dari pasokan air atau jaringan pemanas.
Penentuan parameter pipa
Luas penampang
Pipanya berbentuk silinder, jadi perhitungannya tidak sulit
Penampang profil bulat adalah lingkaran, yang diameternya ditentukan sebagai selisih diameter luar produk dikurangi ketebalan dinding.
Dalam geometri, luas lingkaran dihitung sebagai berikut:
S = π R^2 atau S= π (D/2-N)^2, dengan S adalah luas penampang bagian dalam; π – angka “pi”; R – radius bagian; D - diameter luar; N adalah ketebalan dinding pipa.
Catatan! Jika dalam sistem tekanan cairan mengisi seluruh volume pipa, maka dalam sistem saluran pembuangan gravitasi hanya sebagian dinding yang terus-menerus dibasahi. Pada kolektor seperti itu, konsep luas penampang pipa terbuka digunakan.
Permukaan luar
Permukaan silinder yang berbentuk bulat berbentuk persegi panjang. Satu sisi gambar adalah panjang bagian pipa, dan sisi lainnya adalah keliling silinder.
Perkembangan pipa dihitung dengan rumus:
S = π D L, dimana S adalah luas pipa, L adalah panjang produk.
Permukaan dalam
Indikator ini digunakan dalam proses perhitungan hidrodinamik, ketika luas permukaan pipa yang selalu bersentuhan dengan air ditentukan.
Saat menentukan parameter ini, Anda harus mempertimbangkan:
- Semakin besar diameternya pipa air, semakin kecil kecepatan aliran yang lewat tergantung pada kekasaran dinding struktur.
Sebagai catatan! Jika pipa dengan berdiameter besar bercirikan panjangnya yang kecil, maka nilai hambatan dinding dapat diabaikan.
- Dalam perhitungan hidrodinamik, kekasaran permukaan dinding tidak kalah pentingnya dengan luasnya. Jika air mengalir melalui pipa air yang bagian dalamnya berkarat, maka kecepatannya lebih kecil dibandingkan kecepatan cairan yang mengalir melalui struktur polipropilena yang relatif halus.
- Jaringan yang dipasang dari baja non-galvanis dicirikan oleh luas permukaan internal yang bervariasi. Selama pengoperasian, mereka menjadi tertutup karat dan ditumbuhi endapan mineral, yang mempersempit lumen pipa.
Penting! Perhatikan fakta ini jika Anda ingin membuat pasokan air dingin dari material baja. Kapasitas sistem pasokan air seperti itu akan berkurang setengahnya setelah sepuluh tahun beroperasi.
Perhitungan pengembangan pipa dalam hal ini dilakukan dengan mempertimbangkan fakta bahwa diameter bagian dalam silinder ditentukan sebagai perbedaan antara diameter luar profil dan ketebalan ganda dindingnya.
Akibatnya, luas permukaan silinder ditentukan dengan rumus:
S= π (D-2N)L, dimana indikator N ditambahkan ke parameter yang sudah diketahui, yang menentukan ketebalan dinding.

Rumus pengembangan benda kerja membantu menghitung jumlah insulasi termal yang dibutuhkan
Untuk mengetahui cara menghitung perkembangan pipa cukup dengan mengingat mata pelajaran geometri yang diajarkan di sekolah menengah. Sangat menyenangkan bahwa kurikulum sekolah digunakan di masa dewasa dan membantu memecahkan masalah serius terkait konstruksi. Biarkan mereka bermanfaat bagi Anda juga!
Bab VII. Pembengkokan logam
§ 26. Informasi umum
Pembengkokan adalah suatu cara pengolahan logam dengan tekanan, dimana suatu benda kerja atau bagiannya diberi bentuk melengkung. Pembengkokan bangku dilakukan dengan palu (sebaiknya dengan pemukul lunak) di alat wakil, di atas piring atau menggunakan alat khusus. Lembaran logam tipis ditekuk dengan palu, produk kawat dengan diameter hingga 3 mm ditekuk dengan tang atau tang hidung bulat. Hanya bahan plastik yang dapat ditekuk.

Membengkokkan bagian adalah salah satu operasi pengerjaan logam yang paling umum. Produksi suku cadang fleksibel dapat dilakukan baik secara manual dengan menggunakan alat pendukung dan mandrel, maupun pada mesin pembengkok (penekan).
Inti dari pembengkokan adalah bahwa satu bagian benda kerja ditekuk relatif terhadap bagian lainnya pada sudut tertentu. Hal ini terjadi dengan cara sebagai berikut: suatu gaya lentur bekerja pada benda kerja yang terletak bebas pada dua tumpuan, yang menyebabkan tegangan lentur pada benda kerja, dan jika tegangan ini tidak melebihi batas elastis material, maka deformasi yang diperoleh benda kerja adalah elastis, dan ketika beban dihilangkan, benda kerja kembali terlihat semula (meluruskan).
Namun pada saat menekuk, perlu dipastikan bahwa benda kerja, setelah beban dihilangkan, tetap mempertahankan bentuk yang telah ditentukan, oleh karena itu tegangan lentur harus melebihi batas elastis dan deformasi benda kerja dalam hal ini akan bersifat plastis, sedangkan lapisan dalam. benda kerja mengalami kompresi dan pemendekan, lapisan luarnya mengalami tegangan dan panjangnya bertambah. Pada saat yang sama, lapisan tengah benda kerja - garis netral - tidak mengalami kompresi atau tegangan, dan panjangnya sebelum dan sesudah pembengkokan tetap konstan (Gbr. 93a). Oleh karena itu, penentuan dimensi blanko profil dilakukan dengan menghitung panjang bagian lurus (flensa), panjang pemendekan blanko dalam radius, atau panjang garis netral dalam radius.
Saat menekuk bagian pada sudut kanan tanpa membulatkan bagian dalam, kelonggaran tekukan diambil dari 0,5 hingga 0,8 dari ketebalan material. Dengan menjumlahkan panjang sisi dalam persegi atau staples, kita mendapatkan panjang benda kerja.

Contoh 1. Pada Gambar. 93, c, d menunjukkan persegi dan tanda kurung dengan sudut dalam siku-siku.
Dimensi persegi (Gbr. 93, c): a = 30 mm, b = 70 mm, t = 6 mm. Panjang pengembangan
L = a + b + 0,5t = 30 + 70 + 3 = 103 mm.
Dimensi braket (Gbr. 93, d): a = 70 mm, b = 80 mm, c = 60 mm, t = 4 mm. Reaming panjang staples kosong
L = 70 + 80 + 60 + 2 = 212mm.
Kami membagi persegi menurut gambar menjadi beberapa bagian. Dimensinya a = 50 mm, b = 30 mm, t = 6 mm, r = 4 mm kita substitusikan ke dalam rumus
L = a + b + π/2(r + t/2)
Kemudian kita mendapatkan:
L = 50 + 30 + 3,14/2(4 + 6/2) = 50 + 30 + 1,57⋅7 = 90,99 91 mm.
Kami membagi braket menjadi beberapa bagian, seperti yang ditunjukkan pada gambar. Dimensinya: a = 80 mm, h = 65 mm, c = 120 mm, t = 5 mm, r = 2,5 mm.
L = a + h + c + π(r + t/2) = 80 + 65 + 120 + 3,14(2,5 + 5/2),
karena itu,
L = 265 4 + 15,75 = 280,75 mm.
Dengan menekuk strip ini menjadi lingkaran, kita mendapatkan cincin silinder, dengan bagian luar logam agak meregang dan bagian dalam menyusut. Oleh karena itu, panjang benda kerja akan sesuai dengan panjang garis tengah lingkaran yang melewati titik tengah antara lingkaran luar dan dalam cincin.
Panjang benda kerja
Mengetahui diameter keliling tengah cincin dan mensubstitusikan nilai numeriknya ke dalam rumus, kita mencari panjang benda kerja:
L = πD = 3,14 108 = 339,12 mm.
Sebagai hasil dari perhitungan awal, dimungkinkan untuk menghasilkan bagian dari dimensi yang ditetapkan.

Selama proses pembengkokan, terjadi tegangan dan deformasi yang signifikan pada logam. Mereka terutama terlihat ketika radius tekukan kecil. Untuk mencegah munculnya retakan pada lapisan luar, radius tekukan tidak boleh kurang dari radius minimum yang diizinkan, yang dipilih tergantung pada ketebalan dan jenis bahan yang ditekuk (Gbr. 95).
Seperti yang saya janjikan di komentar artikel, hari ini kita akan berbicara tentang menghitung panjang pengembangan bagian yang ditekuk lembaran logam. Tentu saja, tidak hanya bagian lembaran logam saja yang mengalami proses pembengkokan. Membungkuk dan...
Bagian persegi, profil bengkok dan semua profil yang digulung - sudut, saluran, balok-I, pipa. Namun, pembengkokan dingin pada bagian lembaran logam sejauh ini merupakan yang paling umum.
Untuk memastikan radius minimum, komponen terkadang dipanaskan sebelum ditekuk. Hal ini meningkatkan plastisitas material. Dengan menggunakan pembengkokan dengan pukulan kalibrasi, dipastikan bahwa jari-jari bagian dalam menjadi benar-benar sama dengan jari-jari pukulan. Dengan pembengkokan berbentuk V bebas pada mesin pembengkok lembaran, radius internal dalam praktiknya lebih besar daripada radius pukulan. Semakin jelas sifat pegas dari bahan bagian, semakin besar perbedaan antara jari-jari bagian dalam dan jari-jari pukulan.
Gambar di bawah menunjukkan lembaran tebal yang bengkok S dan lebar B sudut. Anda perlu mencari panjang sapuan.

Perhitungan sapuan akan dilakukan di MS Excel.
Dalam gambar bagian tersebut ditentukan sebagai berikut: nilai jari-jari dalam R, sudut A dan panjang bagian lurus L1 Dan L2. Segalanya tampak sederhana - geometri dasar dan aritmatika. Pada proses pembengkokan benda kerja terjadi deformasi plastis pada material. Serat logam bagian luar (relatif terhadap pukulan) diregangkan, dan serat bagian dalam dikompresi. Di tengah bagian tersebut terdapat permukaan netral...
Namun masalahnya adalah lapisan netral tidak terletak di tengah bagian logam! Sebagai referensi: lapisan netral adalah permukaan susunan serat logam bersyarat yang tidak meregang atau menekan bila ditekuk. Terlebih lagi, permukaan ini (semacam) bukan permukaan silinder melingkar. Beberapa sumber menyatakan bahwa itu adalah silinder parabola...
Saya lebih cenderung mempercayai teori klasik. Untuk penampang persegi panjang menurut kekuatan klasik material, lapisan netral terletak pada permukaan silinder melingkar berjari-jari R .
R = S / dalam(1+ S / R )
Berdasarkan rumus tersebut, dibuatlah program untuk menghitung perkembangan bagian lembaran yang terbuat dari baja grade St3 dan 10...20 di Excel.
Di sel dengan isian hijau muda dan pirus, kami menulis data asli. Di sel dengan isian kuning muda, kita membaca hasil perhitungan.

1. Kami mencatat ketebalan lembaran kosong S dalam milimeter
ke sel D 3: 5,0
2. Panjang bagian lurus pertama L1 masukkan dalam milimeter
ke sel D 4: 40,0
3. Jari-jari tikungan bagian dalam dari bagian pertama R1 tulis dalam milimeter
ke sel D 5: 5,0
4. Sudut tekuk bagian pertama A1 kami menulis dalam derajat
ke sel D 6: 90,0
5. Panjang bagian lurus kedua dari bagian tersebut L2 masukkan dalam milimeter
ke sel D 7: 40,0
6. Itu saja, hasil perhitungannya adalah panjang pengembangan bagian tersebut L dalam milimeter
di sel D 17: =D4+JIKA(D5=0;0;PI()/180*D6*D3/LN ((D5+D3)/D5))+ +D7+IF(D8=0;0;PI()/180* D9*D3/LN ((D8+D3)/D8))+D10+ +JIKA(D11=0;0;PI()/180*D12*D3/LN ((D11+D3)/D11))+D13+ + JIKA(D14=0;0;PI()/180*D15*D3/LN ((D14+D3)/D14))+D16=91.33
L = ∑ (Li +3.14/180* ai * S / dalam((Ri + S )/ Ri )+ L(Saya +1))
Dengan menggunakan program yang diusulkan, Anda dapat menghitung panjang pengembangan untuk bagian dengan satu tikungan - sudut, dengan dua tikungan - saluran dan profil Z, dengan tiga dan empat tikungan. Jika Anda perlu menghitung perkembangan suatu bagian dengan jumlah tikungan yang banyak, maka program ini dapat dengan mudah dimodifikasi untuk memperluas kemampuannya.
Keuntungan penting dari program yang diusulkan (tidak seperti banyak program serupa) adalah kemampuan untuk mengatur sudut dan jari-jari lentur yang berbeda pada setiap langkah.
Apakah program memberikan hasil yang “benar”? Mari kita bandingkan hasil yang diperoleh dengan hasil perhitungan menggunakan metodologi yang dituangkan dalam “Buku Pegangan Perancang Mekanik” oleh V.I. Anuriev dan dalam “Die Designer's Handbook” oleh L.I. Rudman. Selain itu, kami hanya akan memperhitungkan bagian lengkung saja, karena saya harap semua bagian bujursangkar dianggap sama.
Mari kita periksa contoh yang dibahas di atas.
“Sesuai program”: 11,33 mm – 100,0%
“Menurut Anuriev”: 10,60 mm – 93,6%
“Menurut Rudman”: 11,20 mm – 98,9%
Dalam contoh kita, mari tingkatkan radius tekukan R1 dua kali - hingga 10 mm. Sekali lagi kita akan melakukan perhitungan dengan menggunakan tiga metode.
“Sesuai program”: 19,37 mm – 100,0%
“Menurut Anuriev”: 18,65 mm – 96,3%
“Menurut Rudman”: 19,30 mm – 99,6%
Dengan demikian, metode perhitungan yang diusulkan menghasilkan hasil yang 0,4%...1,1% lebih tinggi dari “menurut Rudman” dan 6,4%…3,7% lebih besar dari “menurut Anuriev”. Jelas bahwa kesalahan akan berkurang secara signifikan ketika kita menambahkan bagian lurus.
“Sesuai program”: 99,37 mm – 100,0%
“Menurut Anuriev”: 98,65 mm – 99,3%
“Menurut Rudman”: 99,30 mm – 99,9%
Mungkin Rudman menyusun tabelnya menggunakan rumus yang sama dengan yang saya gunakan, tetapi dengan kesalahan mistar hitung... Tentu saja, saat ini adalah abad kedua puluh satu, dan entah bagaimana rasanya tidak nyaman untuk menjelajahi tabel!
Sebagai kesimpulan, saya akan menambahkan "lalat dalam salep". Panjang sapuan adalah poin yang sangat penting dan “halus”! Jika perancang bagian yang bengkok (terutama bagian yang berpresisi tinggi (0,1 mm)) berharap dapat menentukannya secara akurat dengan perhitungan dan pertama kali, maka harapannya sia-sia. Dalam prakteknya, banyak faktor yang akan mengganggu proses pembengkokan.– arah pengerolan, toleransi terhadap ketebalan logam, penipisan bagian pada titik tekuk, “bagian trapesium”, suhu material dan peralatan, ada tidaknya pelumasan pada zona tekuk, suasana hati penyok… Singkatnya , jika kumpulan suku cadangnya besar dan mahal – periksa panjang sapuan pada beberapa sampel dengan eksperimen praktis. Dan hanya setelah menerima bagian yang cocok, potong bagian yang kosong untuk seluruh batch. Dan untuk pembuatan blanko sampel ini, keakuratan yang diberikan oleh program perhitungan pengembangan sudah lebih dari cukup!
Program perhitungan “menurut Anuriev” dan “menurut Rudman” di Excel dapat ditemukan di Internet.
Saya menantikan komentar Anda, rekan-rekan.
Selebihnya - Anda bisa mendownloadnya begitu saja...
Topiknya dilanjutkan di artikel tentang.
Baca tentang menghitung perkembangan saat membengkokkan pipa dan batang.