Halaman 2 dari 15
Subjek. MENANDAI KARYA
Saat memilih latihan untuk menandai pekerjaan, pertama-tama perlu mengevaluasi kemampuan lokakarya. Biasanya mereka menggunakan permukaan papan pelatihan (stand) dengan pelindung yang meniru langit-langit, atau bilik pelatihan khusus, yaitu peralatan yang dirancang untuk mempelajari topik lain dari program. Jika kondisi memungkinkan, Anda dapat mengadaptasi sebagian langit-langit dan dinding bengkel, setelah mengecatnya dengan cat tahan lembab. Pada permukaan pelatihan, Anda dapat menunjukkan (dengan kontur) pintu, jendela, radiator pemanas, dan perangkat lain secara kondisional yang paling sering ditemukan di dalam ruangan. Itu harus diperbaiki pada saat penandaan di tempat yang tepat bagian pipa, batang dengan berbagai konfigurasi, meniru semua jenis elemen arsitektur atau struktural bangunan modern dan struktur.
Saat memilih latihan, harus diingat bahwa kabel listrik yang cocok untuk pemanenan industri, misalnya kabel (hingga 90% dari total jumlah pekerjaan kelistrikan dapat dilakukan di lokasi pemanenan), tidak efektif untuk latihan, karena penandaan pada dasarnya adalah untuk menentukan lokasi pemasangan struktur jangkar ujung, dalam versi yang lebih kompleks - suspensi dan penyangga tambahan. Sulit untuk mengatur latihan semacam itu dalam lokakarya, dan nilai metodologisnya rendah. Latihan menandai kabel listrik yang tersembunyi juga tidak efektif. Latihan menandai kabel listrik tanpa pelindung kabel terisolasi pada penyangga insulasi, kabel terlindung dan kabel yang diletakkan langsung di permukaan dinding dan langit-langit lebih efektif. Penandaannya rumit, memerlukan ketelitian dan ketelitian yang tinggi, dan teknik serta metode yang digunakan dalam hal ini diulangi saat menandai sebagian besar kabel listrik. Anda dapat mengatur latihan menandai lokasi pemasangan satu, dua, empat dan delapan lampu dengan memindahkan titik-titik yang ditandai dari lantai ke langit-langit dan langsung di langit-langit menggunakan bingkai penggaris atau dua tiang dan tali. Saat melakukan latihan ini, siswa harus mengerjakan setiap kasus perhitungan yang diperlukan, maka latihannya berupa kerja praktek laboratorium. Latihan markup menggunakan template dapat dilakukan dengan menggunakan kartu instruksi 3.
Saat mempelajari teknik dan metode penandaan, dimungkinkan untuk mengatur latihan untuk melakukan pengukuran bagian kabel listrik untuk pemanenan industrinya.
Penandaan adalah jenis pekerjaan kelistrikan yang bertanggung jawab. Di lingkungan manufaktur, pekerjaan ini biasanya diberikan kepada teknisi listrik berketerampilan tinggi, yang diawasi secara ketat oleh pekerja teknik dan teknis.
Lakukan markup dalam urutan tertentu. Pertama, pelajari gambar proyek kerja. Kemudian mereka memeriksa tempat di mana pekerjaan itu akan dilakukan, membandingkannya dengan gambar-gambarnya, sambil memperhatikan penciptaannya kondisi aman. Mempersiapkan alat yang diperlukan, perlengkapan dan bahan. Tentukan lokasi pemasangan peralatan dan input listrik, tandai tempat sarang, lubang, relung, pasang bagian tertanam untuk memasang peralatan listrik.
Gambar kerja proyek menunjukkan jarak dari lantai, langit-langit, kolom, rangka atau lainnya elemen struktural bangunan dan struktur. Saat menandai, tanda survei tambang juga digunakan.
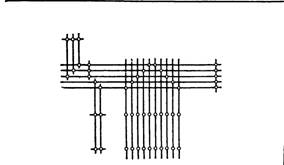
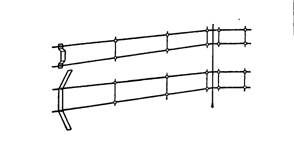
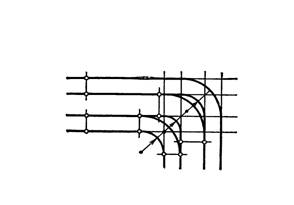
Setelah menentukan lokasi pemasangan peralatan listrik, rute pengkabelan listrik ditandai. Rute kabel listrik terbuka diterapkan dengan kabel berwarna sejajar dengan dinding dan langit-langit, dengan mempertimbangkan garis arsitektur bangunan dan struktur. Pada rute, tempat pembuatan sambungan, lubang, cabang, lorong, jalan pintas, pengencang ditandai. Titik lampiran mulai ditandai dari akhir, dan diakhiri dengan titik perantara. Rute kabel listrik tersembunyi di sepanjang lantai ditandai pada jarak terpendek, dan di sepanjang dinding secara vertikal atau horizontal.
Peta instruksi 1. Penandaan jalur kabel listrik
Perangkat penandaan inventaris:
a - dua tiang dengan tali, b - tiang dengan garis tegak lurus, c - kompas penanda, d - rangka penggaris, d - tali penanda dengan garis tegak lurus
Ruang lingkup: untuk menentukan tempat pengikatan kabel listrik dan peralatan listrik.
Tujuan pembelajaran: mempelajari cara mengidentifikasi dan menandai lokasi pemasangan perangkat, peralatan, pelindung, kotak, kotak, pengencang dan bagian pendukung, serta menandai lubang, sarang, alur, dan jalur kabel listrik.
Persyaratan. Penandaan harus dilakukan dengan kapur, pensil lembut sederhana, arang atau pencungkil. Garis-garis tersebut harus diaplikasikan dengan menggunakan alat dan tali yang digosok dengan bubuk kapur, arang atau biru. Titik-titik pemasangan pada garis lintasan yang ditandai dan sumbu penandaan ditandai dengan garis melintang. Dalam hal ini, garis-garis harus terlihat baik selama bekerja dengan alat pelubang maupun selama pemasangan. Melalui lubang, sarang, alur harus ditandai, menunjukkan garis luarnya (lingkaran, persegi, persegi panjang) dan dimensinya.
Alat dan perlengkapannya: kompas penanda, rangka penggaris, tali penanda dengan garis tegak lurus, dua tiang dengan tali, tiang dengan garis tegak lurus, pita pengukur, meja perancah, tangga atau tangga.
Bahan: pewarna kabel (kapur, arang, biru), pensil M4-M6 sederhana, roller, isolator, potongan kabel dan kabel berpelindung, kotak sambungan, pengencang, struktur untuk memasang isolator, kain pembersih.
|
Jarak terbesar, mm, antara titik pemasangan kabel berinsulasi yang tidak terlindungi (saat diletakkan di atas roller): dengan penampang konduktor hingga 10 mm 2 - 800, dengan 16-25 mm 2 - 1000. Jarak terkecil antara sumbu kabel dengan penampang konduktor hingga 10 mm 2 -35 mm, pada 16-25 mm 2 - 50 mm |
|
Jarak terjauh, m, antara titik pemasangan kabel berinsulasi yang tidak terlindungi (saat meletakkannya di atas isolator) adalah: |
Jarak dari isolator ke dinding yang berdekatan ketika kabel berpindah dari satu permukaan ke permukaan lainnya dan dari ujung isolator ke bagian melalui dinding harus sama dengan 1,5-2 kali tinggi isolator. |
|
|
Sketsa dan nama latihan |
Petunjuk dan Penjelasan |
|
Jarak antara braket harus: untuk peletakan kabel horizontal dengan penampang hingga 4 mm 2 - tidak lebih dari 500 mm, di atas 4 mm 2 - 1000 mm; dengan peletakan vertikal dengan penampang konduktor hingga 4 mm 2 - 700 mm, lebih tinggi dari 4 mm 2 - 1000 mm |
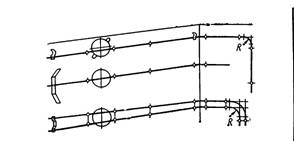
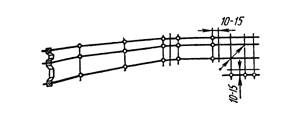
Jarak dari kotak, perangkat, jalur ke titik pemasangan kabel harus 50-100 mm. Pada saat lintasan berbelok, titik-titik pemasangan kabel diambil pada jarak 10-15 mm dari titik-titik sambungan jari-jari R tekukan kabel dengan garis penandaan lurus. |
|
|
Ketinggian bundel kabel dari lantai atau platform layanan tidak diatur. Penandaan harus memberikan radius tekukan terkecil yang diijinkan untuk kabel terlindung jenis VRG, NRG, sama dengan 10 kali diameter luar |
Saat meletakkan kabel dan kabel yang dilindungi pada strip dan pita, yang terakhir dipasang dekat dengan alas di sepanjang rute, dengan pengecualian di sudut. Jarak antara titik pemasangan ke alas harus minimal 800-1000 mm, dari pemasangan terakhir hingga ujung strip atau pita - tidak lebih dari 50-70 mm, dan antara titik pemasangan kabel dan kabel ke strip atau selotip - 500 mm |
|
|
|
Saat memasang kabel dan kabel terlindung di sepanjang senar (kawat baja galvanis dengan diameter 2-4 mm), jarak terjauh antara titik pemasangan senar harus: dengan penampang kabel dan kabel terlindung 2,5 mm 2 dan a diameter tali 2 mm - tidak standar, antara dudukan perantara dengan perangkat penegang - 2 m, tanpa perangkat penegang - 1 m; dengan penampang inti dari 4 hingga 6 mm 2 dan diameter tali 3 mm - 4 m, antara pengencang perantara dengan alat penegang - 3 m, tanpa alat penegang - 1,5 m; dengan penampang inti 10 hingga 16 mm 2 dan diameter tali 4 mm - 6 m, antara * pengencang perantara dengan alat penegang - 4 m, tanpa alat penegang - tidak standar / |
|
|
|
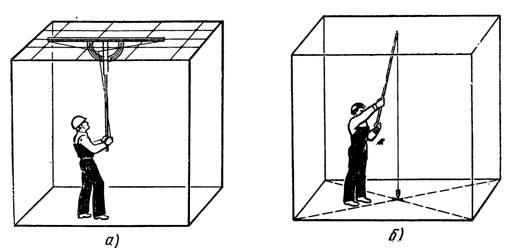
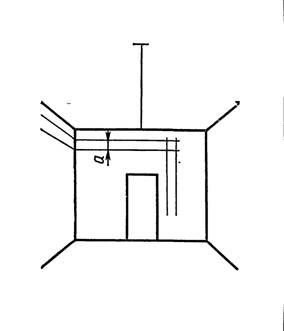
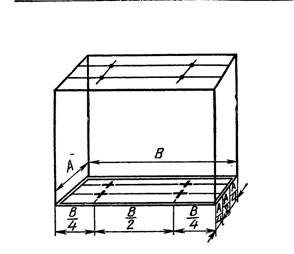
A - menggunakan rangka penggaris langsung di langit-langit, b - menggunakan tiang dengan garis tegak lurus, memindahkan tanda dari lantai ke langit-langit
Kartu instruksi 2. Menandai tempat pemasangan perlengkapan
Ruang lingkup: untuk menentukan tempat pemasangan perlengkapan di langit-langit.
Tujuan pembelajaran: mempelajari cara menandai tempat pemasangan perlengkapan pada langit-langit dengan menggunakan perlengkapan.
Persyaratan. Markup harus menyediakan lokasi yang benar luminer berturut-turut dan tingginya tanpa penyimpangan yang terlihat oleh mata. Pada permukaan dengan plesteran mawar, pengecatan, lampu dipasang dengan mempertimbangkan permukaan akhir sesuai dengan persyaratan proyek. Jika tidak ada instruksi dalam proyek, penandaan harus memastikan pemasangan luminer sedemikian rupa sehingga fluks cahaya diarahkan secara vertikal ke bawah.
Alat dan perlengkapannya: rangka penggaris, tiang dengan garis tegak lurus, dua tiang dengan tali, pita pengukur, kompas penanda, penggaris timbangan.
Bahan: pewarna kabel (kapur, arang, biru), pensil M4-MB sederhana, kain lap.
Sketsa dan nama latihan |
Petunjuk dan Penjelasan |
|
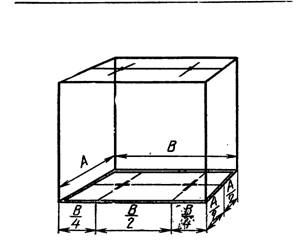
Tandai garis tengah di sepanjang tengah ruangan |
|
Tandai dua garis pada lantai, sejajar dengan dinding memanjang, pada jarak L/4. Tandai empat titik pada garis pada jarak B/4 dari dinding melintang |
|
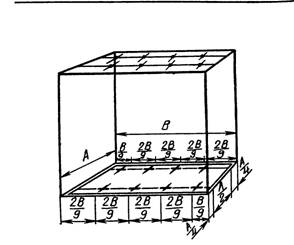
Tandai dua garis pada lantai, sejajar dengan dinding memanjang, pada jarak L/4. Tandai titik-titik pada satu garis: yang pertama pada jarak B/9, sisanya setiap 2B/9. Di baris lain, ulangi penandaan dengan urutan yang sama, hanya mulai menghitung dari dinding melintang yang berlawanan |
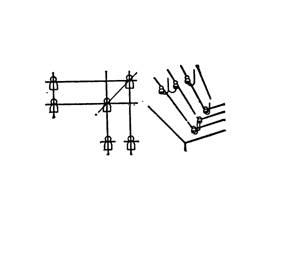
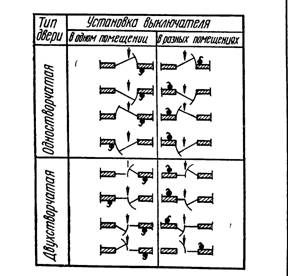
Metode menandai lokasi pemasangan sakelar dan stopkontak menggunakan alat khusus
Peta instruksi 3. Menandai tempat pemasangan perangkat instalasi
Ruang Lingkup : untuk menentukan lokasi pemasangan saklar (switch) dan soket.
Tujuan pembelajaran: mempelajari cara menandai lokasi pemasangan sakelar (switch), stopkontak pada saat memasang kabel listrik internal.
Persyaratan. Di tempat tinggal apartemen dan asrama, setidaknya harus dipasang satu stopkontak untuk setiap luas 6 m 2 penuh dan tidak lengkap, di koridor apartemen - setidaknya satu stopkontak untuk setiap luas 10 m 2 penuh dan tidak lengkap, dan di dapur - dua soket. Stopkontak juga harus ditempatkan di koridor hotel, hostel, gedung administrasi, medis, dll untuk menyalakan mesin pembersih (penyedot debu listrik, pemoles listrik). Garis penandaan harus dipertahankan setelah pekerjaan pelubangan dan berfungsi sebagai pedoman yang akurat untuk pemasangan perangkat pemasangan.
Alat dan perlengkapannya: kabel penanda, pita pengukur, penggaris timbangan, alat penanda (templat), pencungkil atau obeng.
Bahan: pewarna kabel (kapur, arang, biru), pensil sederhana M4-M6, contoh saklar, soket, alat saklar.
Petunjuk dan Penjelasan |
|
|
Sakelar yang dipasang di pintu masuk ruangan (di dalam atau di luar ruangan) biasanya ditempatkan sedemikian rupa sehingga tidak ditutup oleh pintu yang terbuka. Saklar untuk toilet dan kamar mandi ditempatkan di luar ruangan. Sakelar juga dapat dipasang di bawah langit-langit (diaktifkan dengan kabel) |
Sketsa dan nama latihan |
Petunjuk dan Penjelasan |
|
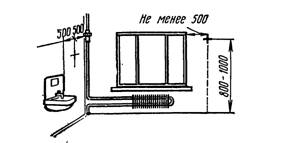
Soket colokan dipasang pada ketinggian 800-1000 mm dari lantai. Mereka harus dikeluarkan dari bagian yang diarde (pipa, ubin, bak cuci) dan ditempatkan pada jarak setidaknya 500 mm darinya. Mereka harus memiliki perangkat khusus yang menutupi bagian konduktif ketika steker dilepas. |
|
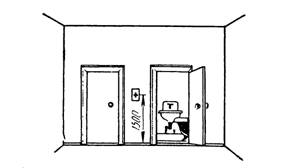
Sakelar ditempatkan di dekat pintu masuk ke dapur, jamban, kamar mandi pada ketinggian 1500 mm. Dilarang memasang sakelar dan stopkontak di kamar mandi, pancuran, ruang ganti dengan pancuran (pengecualian diperbolehkan untuk stopkontak di kamar mandi yang dihubungkan melalui trafo pemisah) jumlah yang dibutuhkan perangkat instalasi |
|
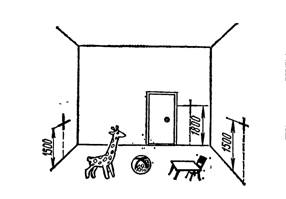
Di lembaga anak-anak dan kamar anak-anak, sakelar dipasang pada ketinggian 1800 mm dari lantai, dan soket - 1500 mm dari lantai |
markup- operasi penerapan garis penanda (mark) pada benda kerja yang akan diproses, yang menentukan kontur bagian yang akan datang atau tempat yang akan diproses. Akurasi penandaannya bisa mencapai 0,05 mm. Sebelum menandai, perlu mempelajari gambar bagian yang akan ditandai, mengetahui ciri-ciri dan dimensi bagian, tujuannya. Penandaan harus memenuhi persyaratan dasar berikut: sama persis dengan dimensi yang ditunjukkan pada gambar; garis penandaan (risiko) harus terlihat jelas dan tidak terhapus selama pemrosesan benda kerja. Untuk memasang bagian yang akan ditandai, gunakan menandai pelat, pelapis, dongkrak dan memutar perangkat. Untuk penandaan, digunakan pencungkil, pelubang tengah, kaliper penanda, dan pengukur ketebalan. Tergantung pada bentuk bagian yang kosong dan bagian yang akan ditandai, penandaan planar atau spasial (volumetrik) digunakan.
Penandaan planar dilakukan pada permukaan bagian datar, serta pada bahan strip dan lembaran. Saat menandai, garis kontur (risiko) diterapkan pada benda kerja sesuai dengan dimensi yang ditentukan atau sesuai dengan templat.
Penandaan spasial paling umum dalam teknik mesin dan berbeda secara signifikan dari planar. Kesulitan dalam penandaan spasial adalah perlunya tidak hanya menandai permukaan suatu bagian yang terletak pada bidang yang berbeda dan pada sudut yang berbeda satu sama lain, tetapi juga menghubungkan penandaan permukaan tersebut satu sama lain.
Basis- permukaan dasar atau garis dasar, dari mana semua dimensi dihitung saat menandai. Ini dipilih sesuai dengan aturan berikut: jika benda kerja memiliki setidaknya satu permukaan mesin, maka dipilih sebagai permukaan dasar; jika tidak ada permukaan benda kerja yang dikerjakan, permukaan luar diambil sebagai alasnya.
Persiapan blanko untuk penandaan diawali dengan pembersihannya dengan sikat dari kotoran, kerak, bekas korosi. Kemudian benda kerja dibersihkan dengan kertas amplas dan dilumasi dengan white spirit. Sebelum mengecat permukaan yang akan diberi tanda, perlu dipastikan tidak ada cangkang, retakan, gerinda, dan cacat lainnya pada bagian tersebut. Untuk mengecat permukaan benda kerja sebelum penandaan, digunakan komposisi berikut: kapur yang diencerkan dalam air; kapur kering biasa. Kapur kering digosokkan pada permukaan benda kerja kecil yang tidak dirawat dan diberi tanda, karena warna ini rapuh; larutan tembaga sulfat; pernis alkohol hanya digunakan untuk penandaan yang tepat pada permukaan produk kecil. Pilihan komposisi pewarna untuk diaplikasikan pada permukaan dasar tergantung pada jenis bahan benda kerja dan metode persiapannya: permukaan mentah benda kerja yang terbuat dari logam besi dan non-besi yang diperoleh dengan cara ditempa, dicap atau digulung dicat. dengan larutan kapur encer; permukaan blanko yang dirawat yang terbuat dari logam besi dicat dengan larutan tembaga sulfat, yang, ketika berinteraksi dengan bahan blanko, membentuk lapisan tipis tembaga murni pada permukaannya dan memberikan pilihan tanda penandaan yang jelas; permukaan blanko logam non-ferrous yang dirawat dicat dengan pernis cepat kering.
Metode penandaan
Penandaan templat digunakan dalam pembuatan sejumlah besar bagian dengan bentuk dan ukuran yang sama, terkadang untuk menandai sejumlah kecil benda kerja yang rumit. Penandaan menurut sampel digunakan selama pekerjaan perbaikan, ketika dimensi diambil langsung dari bagian yang rusak dan dipindahkan ke bahan yang ditandai. Ini memperhitungkan keausan. Sampel berbeda dari templat karena hanya dapat digunakan satu kali. Penandaan pada tempat dilakukan pada saat bagian-bagian tersebut dikawinkan dan salah satunya disambungkan satu sama lain pada posisi tertentu. Dalam hal ini, salah satu detailnya bertindak sebagai templat. Penandaan dengan pensil dilakukan sesuai penggaris pada blanko yang terbuat dari aluminium dan duralumin. Saat menandai blanko yang terbuat dari bahan-bahan ini, pencungkil tidak digunakan, karena ketika menandai, lapisan pelindung dihancurkan dan kondisi tercipta untuk munculnya korosi. Pernikahan selama penandaan, mis. ketidaksesuaian dimensi benda kerja yang ditandai dengan data gambar, terjadi karena kecerobohan penanda atau ketidaktelitian alat penanda, kotornya permukaan pelat atau benda kerja.
Pemotongan logam.
pemotongan logam- ini adalah operasi di mana lapisan logam berlebih dihilangkan dari permukaan benda kerja atau benda kerja dipotong-potong. Pemotongan dilakukan dengan menggunakan alat potong dan tumbukan. Alat potong yang digunakan untuk memotong adalah pahat, alat potong silang dan alur. Alat perkusi - palu logam. Tujuan pemotongan: - menghilangkan penyimpangan besar dari benda kerja, menghilangkan kerak keras, kerak; - memotong alur pasak dan alur pelumasan; - memotong tepi retakan pada bagian untuk pengelasan; - memotong kepala paku keling saat dilepas; - melubangi bahan lembaran. - pemotongan bahan batangan, strip atau lembaran. Kabinnya bisa adil dan kasar. Dalam kasus pertama, lapisan logam setebal 0,5 mm dihilangkan dengan pahat dalam satu lintasan, yang kedua - hingga 2 mm. Akurasi pemrosesan yang dicapai selama penebangan adalah 0,4 mm.
Mengedit dan meluruskan.
Mengedit dan meluruskan- operasi untuk meluruskan logam, blanko dan bagian yang penyok, bergelombang, menyimpang dan cacat lainnya. Pengeditan bisa dilakukan secara manual pada pelat pelurus baja atau landasan besi tuang dan dibuat dengan mesin pada rol pelurus, pengepres dan perangkat khusus. Pembalut manual digunakan saat memproses sejumlah kecil komponen. Perusahaan menggunakan pengeditan mesin.
Pembengkokan.
pembengkokan- suatu operasi, sebagai akibatnya benda kerja mengambil bentuk dan dimensi yang diperlukan dengan meregangkan lapisan luar logam dan menekan lapisan dalam. Pembengkokan dilakukan secara manual dengan palu berwajah lunak pada pelat pembengkok atau dengan bantuan alat khusus. Lembaran logam tipis ditekuk dengan palu, produk kawat dengan diameter hingga 3 mm - dengan tang atau tang hidung bulat. Hanya bahan ulet yang mengalami pembengkokan.
Pemotongan.
Pemotongan (pemotongan)- pemisahan varietas atau lembaran logam menjadi beberapa bagian dengan mata gergaji besi, gunting atau alat pemotong lainnya. Pemotongan dapat dilakukan dengan atau tanpa pelepasan chip. Saat memotong logam dengan gergaji tangan, pada gergaji besi dan mesin pemotong bubut, serpihan dihilangkan. Pemotongan bahan dengan tuas manual dan gunting mekanis, gunting tekan, pemotong kawat dan pemotong pipa dilakukan tanpa menghilangkan serpihan.
Pemrosesan dimensi.
Menggergaji logam.
pengarsipan- operasi menghilangkan lapisan material dari permukaan benda kerja dengan menggunakan alat potong secara manual atau pada mesin pengarsipan. Alat kerja utama untuk pengarsipan adalah kikir, kikir jarum dan serak. Dengan bantuan file, permukaan datar dan melengkung, alur, alur, lubang dalam bentuk apa pun diproses. Keakuratan pemrosesan dengan pengarsipan hingga 0,05 mm.
Pembuatan lubang
Saat memproses lubang, tiga jenis operasi digunakan: pengeboran, reaming, reaming dan variasinya: reaming, countersinking, countersinking. pengeboran- operasi untuk membentuk lubang tembus dan lubang buta pada bahan padat. Itu dilakukan dengan menggunakan alat pemotong - bor yang melakukan gerakan rotasi dan translasi pada porosnya. Tujuan pengeboran: - mendapatkan lubang yang tidak bertanggung jawab dengan tingkat akurasi yang rendah dan kelas kekasaran permukaan mesin (misalnya, untuk memasang baut, paku keling, stud, dll.); - Memperoleh lubang untuk threading, reaming dan countersinking.
Reaming- menambah ukuran lubang pada bahan padat yang diperoleh dengan cara pengecoran, penempaan atau pengecapan. Jika Anda menghendaki kualitas tinggi permukaan mesin, kemudian lubang setelah pengeboran juga diratakan dan diratakan.
Countersinking- pengolahan pra-silinder dan kerucut lubang yang dibor secara detail dengan alat pemotong khusus - countersink. Tujuan dari countersinking adalah untuk meningkatkan diameter, meningkatkan kualitas permukaan mesin, meningkatkan akurasi (mengurangi lancip, ovalitas). Countersinking dapat menjadi operasi akhir dari pemrosesan lubang atau operasi perantara sebelum reaming lubang.
tenggelamnya balik- ini adalah pemrosesan dengan alat khusus - countersink - ceruk silinder atau kerucut dan talang lubang bor untuk kepala baut, sekrup, dan paku keling. Countersinking dilakukan dengan countersink untuk membersihkan permukaan ujung. Counterbores memproses bos untuk ring, cincin dorong, mur.
Penyebaran- Ini penyelesaian lubang untuk presisi maksimum dan permukaan akhir. Reaming lubang dilakukan dengan alat khusus - reamers - pada mesin bor dan pembubutan atau secara manual.
Penandaan adalah tindakan pemberian tanda penandaan pada permukaan benda kerja atau benda kerja yang akan dikerjakan, menentukan kontur profil bagian dan tempat yang akan diproses. Tujuan utama penandaan adalah untuk menunjukkan batas-batas benda kerja yang harus diproses. Untuk menghemat waktu blanko sederhana sering diproses tanpa markup sebelumnya. Billet diterima untuk diproses dalam bentuk coran (diperoleh dari logam yang dituangkan ke dalam bentuk yang telah disiapkan sebelumnya - tanah, logam, dll.), tempa (diperoleh dengan cara ditempa atau dicap), atau dalam bentuk bahan canai - lembaran, batangan, dll. (diperoleh dengan melewatkan logam di antara rol yang berputar ke arah berbeda, memiliki profil yang sesuai dengan produk yang digulung).
Selama pemrosesan, lapisan logam tertentu (kelonggaran) dihilangkan dari permukaan benda kerja, sehingga ukuran dan beratnya berkurang. Dalam pembuatan suatu bagian pada suatu benda kerja, dimensinya diletakkan persis sesuai dengan gambar dan ditandai dengan garis (risiko) yang menunjukkan batas-batas pemrosesan di mana lapisan logam harus dihilangkan.
Penandaan digunakan terutama dalam produksi tunggal dan skala kecil. Tiga kelompok penandaan utama digunakan: pembuatan mesin, ketel uap, dan kapal. Penandaan mekanis adalah operasi pengerjaan logam yang paling umum. Penandaan bidang adalah penerapan berbagai garis pada permukaan blanko datar pada lembaran dan strip logam, serta pada permukaan bagian cor dan tempa.
Dengan penandaan spasial, garis penanda diterapkan pada beberapa bidang atau pada beberapa permukaan.
Menerapkan berbagai cara markup: sesuai gambar, templat, sampel dan pada tempatnya. Pilihan metode penandaan ditentukan oleh bentuk benda kerja, akurasi yang dibutuhkan, dan jumlah produk. Keakuratan penandaan secara signifikan mempengaruhi kualitas pemrosesan. Tingkat akurasi penandaan bervariasi antara 0,25 - 0,5 mm.
Kesalahan yang dilakukan selama markup menyebabkan pernikahan.
KE persyaratan teknis Penandaan mengacu, pertama-tama, pada kualitas penerapannya, yang sangat bergantung pada keakuratan pembuatan suku cadang.
Penandaan harus memenuhi persyaratan dasar berikut: 1) sama persis dengan dimensi yang ditunjukkan pada gambar; 2) garis penandaan (risiko) harus terlihat jelas dan tidak terhapus selama pemrosesan bagian; 3) jangan merusak penampilan dan kualitas bagian, yaitu kedalaman tanda dan lubang inti harus memenuhi persyaratan teknis bagian tersebut.
Saat menandai bagian yang kosong, Anda harus:
1. Periksa benda kerja dengan cermat, kapan
cangkang, gelembung, retakan, dll., harus diukur dan dihilangkan secara akurat selama pemrosesan lebih lanjut.
2. Pelajari gambar bagian yang akan diberi tanda, cari tahu ciri-ciri dan dimensi bagian tersebut, tujuannya; secara mental menguraikan rencana penandaan (pemasangan bagian pada pelat, metode dan urutan penandaan, dll.). Perhatian khusus tunjangan harus dibayarkan. Tunjangan pemrosesan, tergantung pada bahan dan dimensi bagian, bentuknya, metode pemasangan selama pemrosesan, diambil dari buku referensi terkait. Semua dimensi benda kerja harus diperhitungkan dengan cermat agar tidak ada cacat yang tertinggal pada permukaan setelah pemrosesan.
3. Tentukan permukaan (alas) benda kerja, yang dimensinya harus dikesampingkan selama proses penandaan. Pada tanda planar alasnya dapat berupa tepi benda kerja yang dikerjakan atau garis tengah, yang diterapkan terlebih dahulu. Lebih mudah untuk mengambil pasang surut, bos, platykil sebagai pangkalan.
4. Siapkan permukaan untuk pengecatan.
Untuk pengecatan, yaitu melapisi permukaan sebelum penandaan, berbagai komposisi digunakan, dengan larutan kapur susnendil yang paling umum digunakan dengan tambahan lem. Untuk menyiapkan sus-necdil, ambil 1 kg kapur untuk 8 liter air dan didihkan. Kemudian lem kayu cair ditambahkan lagi dengan takaran 50 g per 1 kg kapur. Setelah ditambahkan lem, komposisinya direbus kembali. Untuk menghindari kerusakan komposisi (terutama di musim panas), disarankan untuk menambahkan sedikit minyak biji rami dan bahan pengering ke dalam larutan. Kosong mentah ditutupi dengan cat tersebut. Pewarnaan dilakukan dengan kuas cat, namun cara ini tidak efisien. Oleh karena itu, bila memungkinkan, pengecatan sebaiknya dilakukan dengan menggunakan alat penyemprot (spray gun), yang selain mempercepat pekerjaan juga memberikan warna yang seragam dan tahan lama.
Kapur kering. Jika permukaan yang diberi tanda digosok dengan kapur kering, warnanya menjadi kurang tahan lama. Dengan cara ini, permukaan mentah dari benda kerja kecil yang tidak bertanggung jawab dicat.
Larutan tembaga sulfat. Tiga sendok teh vitriol dilarutkan dalam segelas air. Permukaan yang dibersihkan dari debu, kotoran dan minyak ditutup dengan larutan vitriol menggunakan kuas. Lapisan tipis tembaga diendapkan pada permukaan benda kerja, di mana tanda penandaan diterapkan dengan baik. Dengan cara ini, hanya blanko baja dan besi cor dengan permukaan yang telah diberi perlakuan awal untuk penandaan yang dicat.
Pernis alkohol. Fuchsin ditambahkan ke larutan lak dalam alkohol. Metode pengecatan ini hanya digunakan untuk penandaan yang tepat pada permukaan yang dirawat pada sebagian besar dan produk.
Pernis dan cat yang cepat kering digunakan untuk melapisi permukaan baja tuang besar dan besi tuang. Logam non-ferrous, lembaran canai panas dan baja profil tidak dicat dengan pernis dan cat.