Pipa las jahitan lurus (GOST 10704–91 dan 10705–80) dapat diproduksi dalam beberapa kelompok berbeda dengan atau tanpa perlakuan panas tambahan.
1 Pipa baja jahitan lurus yang dilas listrik – GOST 10705–80
Standar Negara yang ditentukan memberikan informasi tentang jangkauan dan teknologi pembuatan las jahitan lurus produk berbentuk tabung, yang memiliki diameter 10 hingga 530 milimeter. Mereka diproduksi dari bahan paduan rendah dan untuk digunakan dalam berbagai bangunan dan struktur lainnya, sebagai elemen saluran pipa dan produk untuk berbagai tujuan.
Perhatikan bahwa GOST 10705–80 “tidak mematuhi” pipa yang digunakan untuk produksi pemanas termal listrik. Menurut karakteristik kualitatif, pipa baja jahitan lurus (GOST 10704–91 dan 10705–80) diklasifikasikan menjadi salah satu dari empat kelompok. Produk grup "A" diproduksi menurut Gosstandart 380 dari baja semi-tenang, tenang dan mendidih 1, 2, 3 dan 4. Produk jadi diproduksi dengan parameter mekanis standar. Produk grup "B" diproduksi:
- menurut Standar Negara 9045 dari baja 08Yu;
- menurut standar 380 dari St1–St4;
- menurut standar 19281 dari baja dengan level rendah paduan, di mana karbon tidak boleh lebih dari 0,46 persen (inilah cara pembuatan pipa dengan penampang lebih dari 114 mm);
- menurut Gosstandart 1050 dari St10, 08, 20 dan 15 (sp, kp, ps).

Selain itu, produk golongan "B" (semuanya harus distandarisasi menurut komposisi kimianya) terbuat dari baja 22ГУ, yang memiliki sifat sebagai berikut: komposisi kimia(dalam persentase):
- dari 1,2 hingga 1,4 – mangan;
- dari 0,15 hingga 0,22 – karbon;
- 0,03 – titanium;
- dari 0,15 hingga 0,3 – silikon;
- dari 0,02 hingga 0,05 – aluminium;
- hingga 0,02 – fosfor dan kalsium;
- hingga 0,4 – kromium;
- hingga 0,01 – belerang;
- hingga 0,012 – nitrogen.
Pipa golongan "B" sudah terstandarisasi baik dari segi komposisi kimia maupun sifat mekaniknya, apalagi terbuat dari baja yang digunakan untuk pembuatan produk golongan "B". Selain itu, struktur pipa jahitan lurus juga dapat dari golongan “D”. Dalam hal ini, mereka distandarisasi berdasarkan tekanan uji hidrolik.

Gost mengatakan bahwa:
- pipa yang terbuat dari baja dengan sejumlah kecil elemen paduan dapat diproduksi baik tanpa perlakuan panas tambahan maupun dengan itu (misalnya, dengan), dan pemrosesan dilakukan sepanjang sambungan las atau berdasarkan volume struktur);
- produk yang terbuat dari baja karbon juga diproses pada suhu tinggi, namun dapat juga dikurangi dengan menggunakan teknologi panas, namun produk dari St1 tidak pernah mengalami perlakuan panas;
- pabrik yang memproduksi struktur las listrik memiliki hak untuk secara mandiri memilih opsi perlakuan panas tertentu; diperbolehkan untuk melakukannya bahkan dalam lingkungan yang terlindungi, tetapi menurut persetujuan awal dengan pembeli produk jadi.
2 Persyaratan khusus untuk pipa las dengan jahitan lurus sesuai dengan Gost 10705
Produk tubular jadi tunduk pada persyaratan Gosstandart berikut:
- Permukaannya harus bebas dari kusam, retak, cacat, dan tertahan. Jika pipa diproses di suhu tinggi, keberadaan lapisan oksida pada produk diperbolehkan. Dalam hal ini, keberadaan skala tidak diperbolehkan.
- Dalam kasus di mana bekas pengelupasan, goresan kecil, torehan, kerak, riak, dan penyok tidak membuat penampang struktur pipa dan ketebalan dindingnya melampaui penyimpangan yang diizinkan, hal tersebut mungkin ada pada produk.
- Area pengelasan harus dibersihkan, dan jahitan yang kurang menyatu juga dilas.
- Tepinya dapat diimbangi relatif terhadap ketebalan dinding (nominal) tidak lebih dari 10 persen. Untuk pipa dengan penampang 159 mm atau lebih, perpindahan yang diizinkan meningkat hingga 20 persen.

Parameter mekanis baja dasar untuk produk pereduksi panas dan perlakuan panas bervariasi tergantung pada tingkatannya:
- perpanjangan relatif: dari 20 (baja 26KhMA, 17G1S, 09G2S, 20F, 13KhFA) hingga 30 (08Yu) persen;
- kekuatan luluh: dari 174 (08Yu dan 08kp) hingga 343 (26KhMA, 17G1S, dll.) N/mm 2;
- kekuatan tarik (sementara): dari 255 hingga 490 kgf/mm 2.
Karakteristik mekanis dari paduan paduan rendah dan baja 22ГУ mungkin berbeda dari standar yang disepakati dengan konsumen.

Ketentuan penting lainnya dari dokumen yang menjelaskan proses produksi pipa yang dilas memanjang meliputi persyaratan berikut:
- satu jahitan dalam arah melintang diperbolehkan pada produk dengan penampang 57 mm atau lebih;
- jika pipa yang diberi perlakuan panas harus diperbaiki pekerjaan pengelasan, mereka harus diproses ulang sepanjang jahitan atau volumenya menggunakan teknik serupa;
- Duri luar pada produk harus dihilangkan;
- Gerinda dihilangkan dari ujung struktur (dengan pengupasan), dan pipa dipotong pada sudut kanan.
3 Pipa las memanjang – Gost 10704–91
Dokumen resmi ini menetapkan dimensi produk pipa yang terbuat dari baja sesuai dengan GOST 10705, serta deviasi maksimumnya dari nilai standar dan kisaran pipa yang dilas listrik. Dari situ Anda dapat mengetahui bahwa produk jadi diproduksi dengan parameter berikut:
- diameter (luar): 10–1420 mm;
- panjang: tidak terukur – 2–5 m tergantung pada penampang pipa, diukur – 5–12 m; kelipatan (kelipatan tidak boleh lebih tinggi dari batas bawah panjang yang diukur dan mempunyai kelipatan 25 cm atau lebih);
- ketebalan dinding: 1–32 mm;
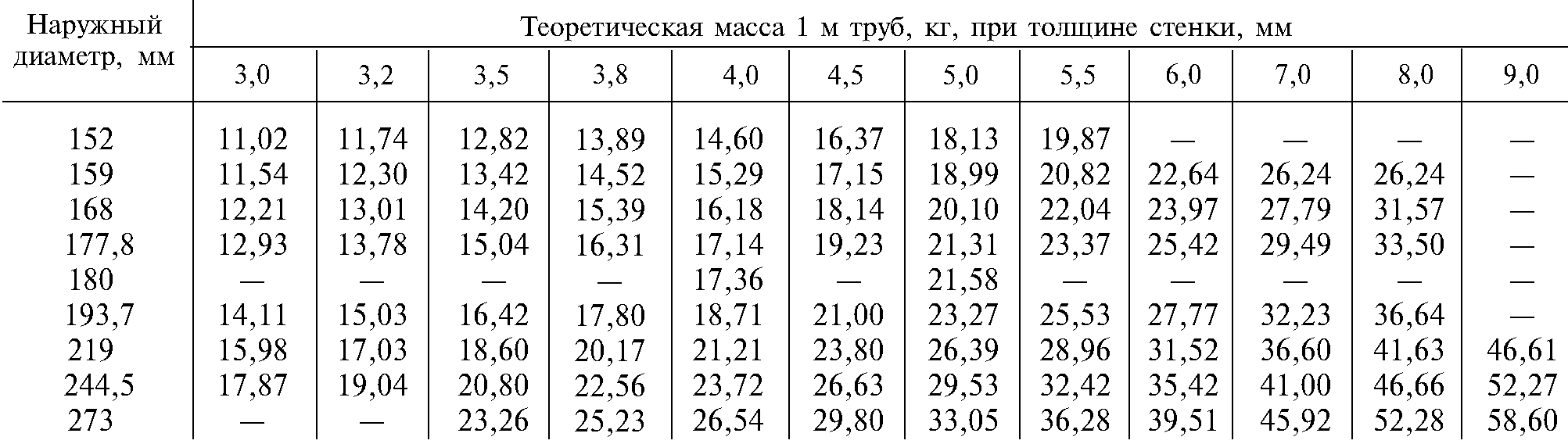
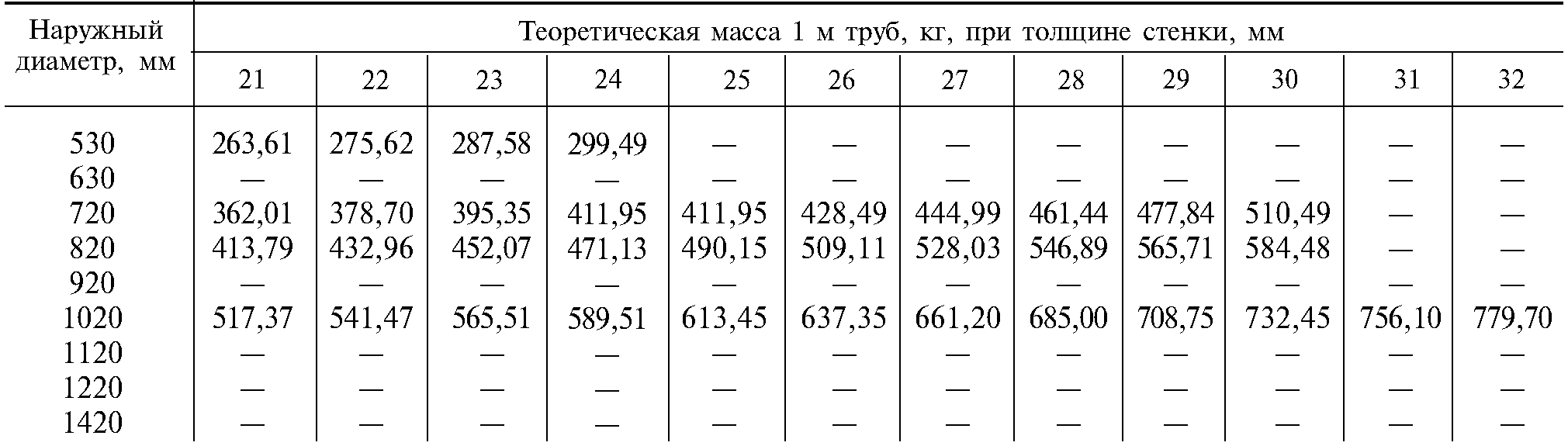
- massa (teoretis) satu kilogram produk jadi: bervariasi dari 0,222 kg untuk pipa dengan dinding 1 mm dan penampang 10 mm hingga 779 kg untuk produk dengan dinding 32 mm dan penampang 1020 mm.
Penting untuk diketahui bahwa ketika produk diproduksi sesuai dengan Standar Negara 10706, berat pipa untuk semua produk besar, hal ini disebabkan oleh kebutuhan untuk memperkuat las.

Penyimpangan panjang (diukur) struktur pipa dapat sebagai berikut:
- +5 cm untuk produk kelas 2 dan +1 cm kelas 1 (panjang pipa kurang dari 6 meter);
- +7 dan +1,5 cm untuk pipa yang panjangnya lebih dari 6 meter.
Dalam hal kelipatan panjang, deviasi yang diperbolehkan standar adalah +10 cm untuk produk kelas 2 dan +1,5 cm untuk produk kelas 1, berapa pun panjang strukturnya. Pipa kelas 1 dipahami sebagai produk dengan debur dan ujung terpotong, kelas 2 – tanpa deburring dan pemangkasan.
Keakuratan pembuatan pipa las jahitan lurus menurut GOST 10704–91 adalah:
- ditingkatkan;
- biasa.

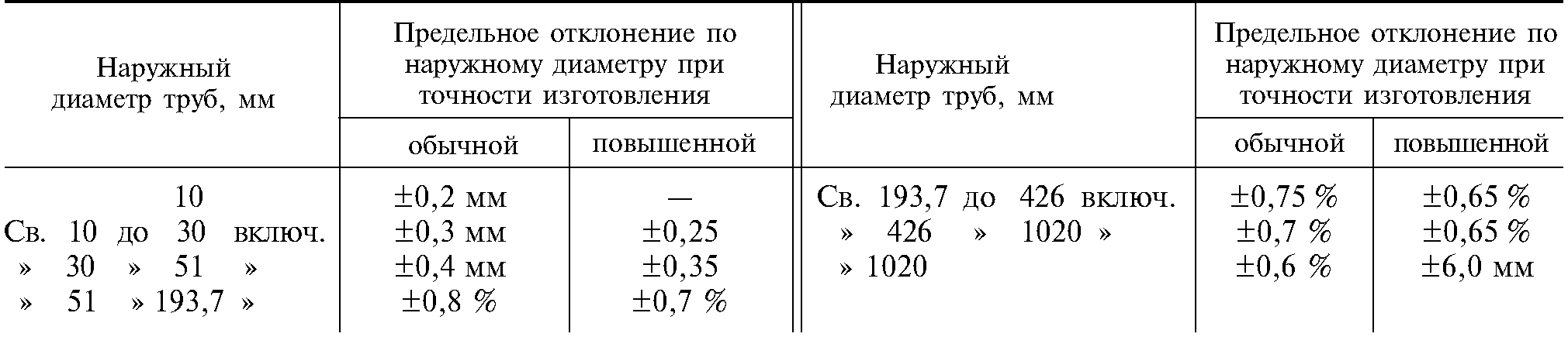
Keakuratan produksi diperhitungkan ketika menjelaskan penyimpangan yang diizinkan produk jadi dari diameternya (luar):
- pipa lebih dari 1020 mm: ±6,0 mm (peningkatan akurasi) dan ±0,6% (normal);
- 426–1020: ±0,65% dan ±0,7%;
- 193,7–426: ±0,65% dan ±0,75%;
- 51–193,7: ±0,7% dan ±0,8%;
- 30–51: ±0,35 mm dan ±0,4 mm;
- 10–30: ±0,25 mm dan ±0,3 mm.
Pipa dengan penampang akurasi normal kurang dari 10 mm mungkin memiliki penyimpangan hingga ±0,2 mm; untuk produk presisi tinggi, penyimpangan tidak disediakan.
Perbedaan nilai ketebalan dan ovalitas produk las listrik dengan penampang tidak lebih dari 530 mm dimungkinkan tidak lebih tinggi dari penyimpangan yang diizinkan masing-masing pada ketebalan dinding dan bagian luar. Tetapi kelengkungan pipa tidak boleh lebih dari 1,5 mm per meter panjangnya. Untuk produk yang direncanakan untuk digunakan dalam struktur penting sebagai komponen, kelengkungannya harus lebih kecil lagi - hingga 1 mm.
IPK PENERBITAN RUMAH STANDAR STANDAR NEGARA UNI USSR
PIPA LURUS LAS LISTRIK BAJA.
bermacam-macam.
1. Standar ini menetapkan bermacam-macam pipa baja jahitan lurus yang dilas listrik.
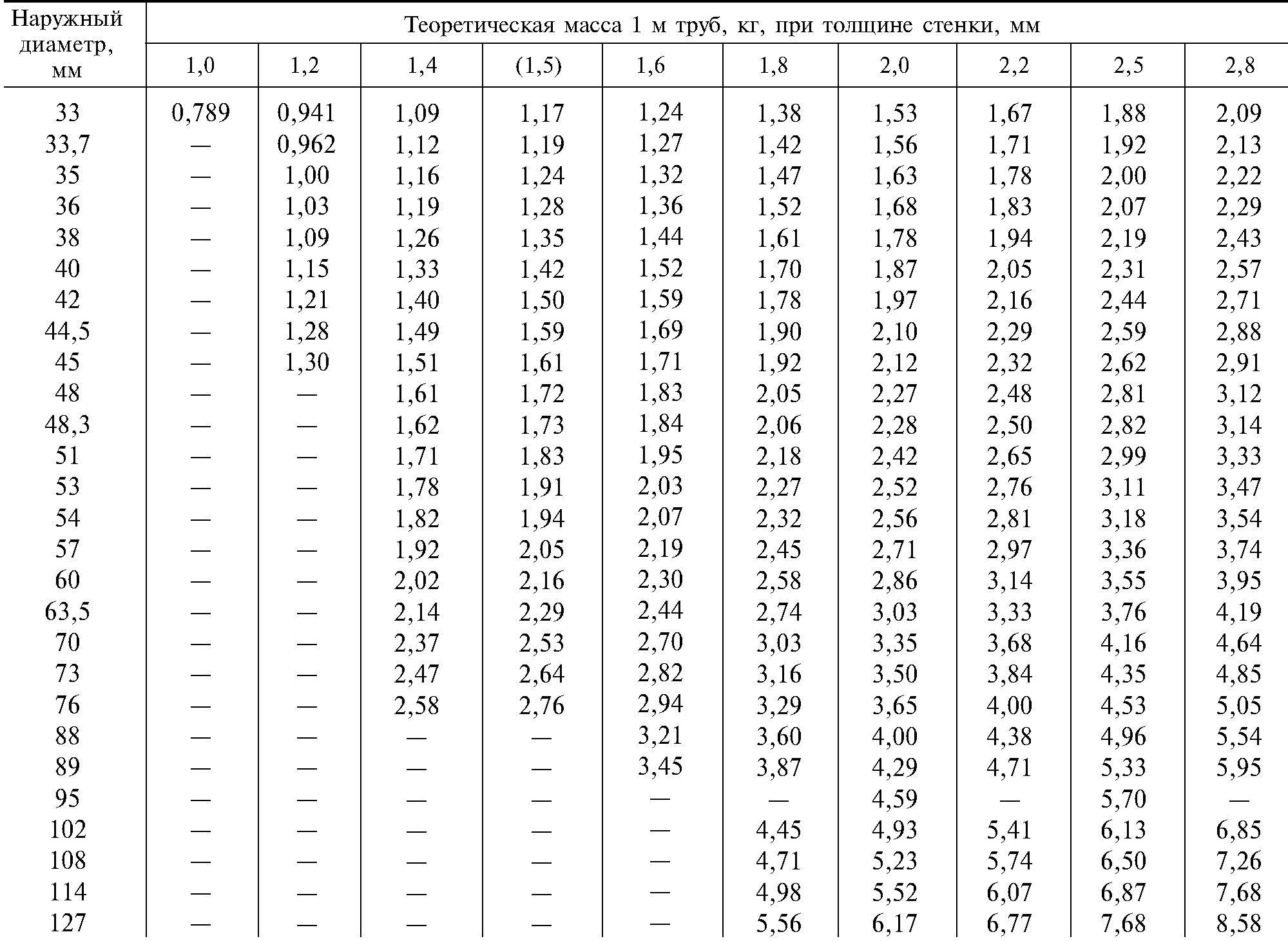
2. Dimensi pipa harus sesuai dengan tabel. 1 .
3. Menurut panjang pipa dibuat: dengan panjang tidak terukur:
- dengan diameter hingga 30 milimeter - setidaknya 2 m;
- dengan diameter c. 30 hingga 70 milimeter - setidaknya 3 m;
- dengan diameter St. 70 hingga 152 milimeter - setidaknya 4 m;
- dengan diameter St. 152 milimeter - setidaknya 5 m.
Atas permintaan konsumen, pipa grup A dan B menurut GOST 10705 dengan diameter di atas 152 milimeter diproduksi dengan panjang minimal 10 m; pipa dari semua kelompok dengan diameter hingga 70 milimeter - panjang minimal 4 m;
- panjang diukur:
- dengan diameter hingga 70 milimeter - dari 5 hingga 9 m;
- dengan diameter St. 70 hingga 219 milimeter - dari 6 hingga 9 m;
- dengan diameter St. 219 hingga 426 milimeter - dari 10 hingga 12 m.
Pipa dengan diameter lebih dari 426 milimeter hanya diproduksi dengan panjang yang tidak terukur. Dengan kesepakatan antara produsen dan konsumen, pipa dengan diameter lebih dari 70 hingga 219 milimeter dapat diproduksi dari 6 hingga 12 m; kelipatan panjang, dengan kelipatan paling sedikit 250 milimeter dan tidak melebihi batas bawah. dipasang untuk mengukur pipa. Tunjangan untuk setiap pemotongan diatur ke 5 milimeter (kecuali tunjangan lain ditentukan) dan disertakan dalam setiap multiplisitas. Untuk menghitung berat pipa atau panjang pipa, Anda dapat menggunakan kalkulator pipa.
Tabel 1
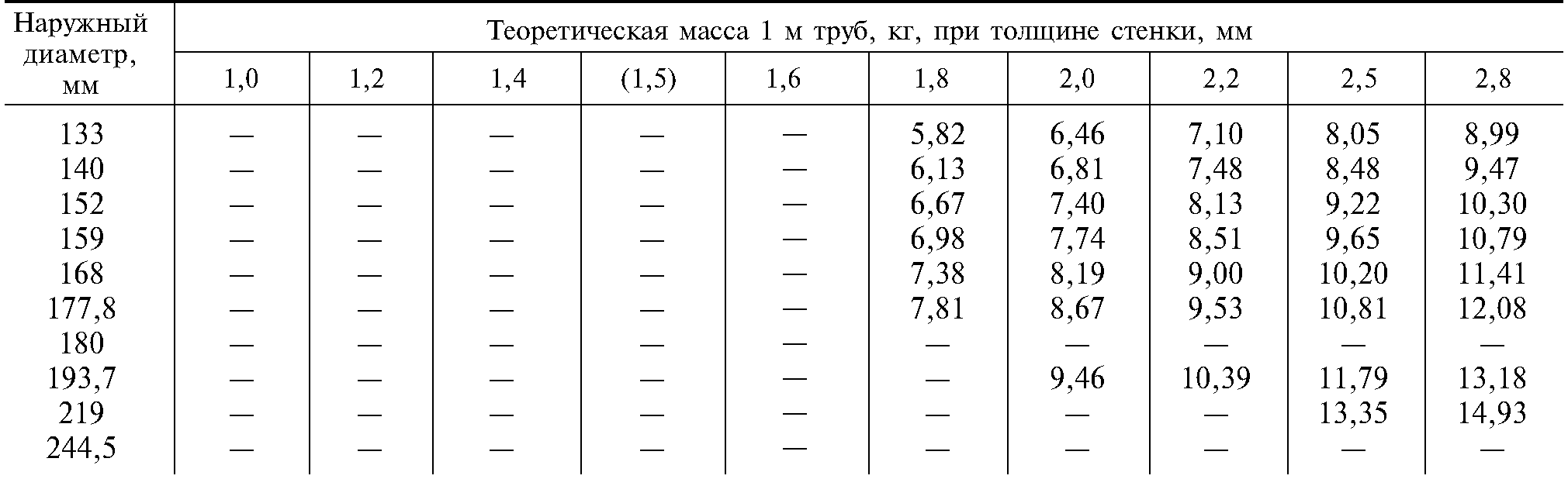
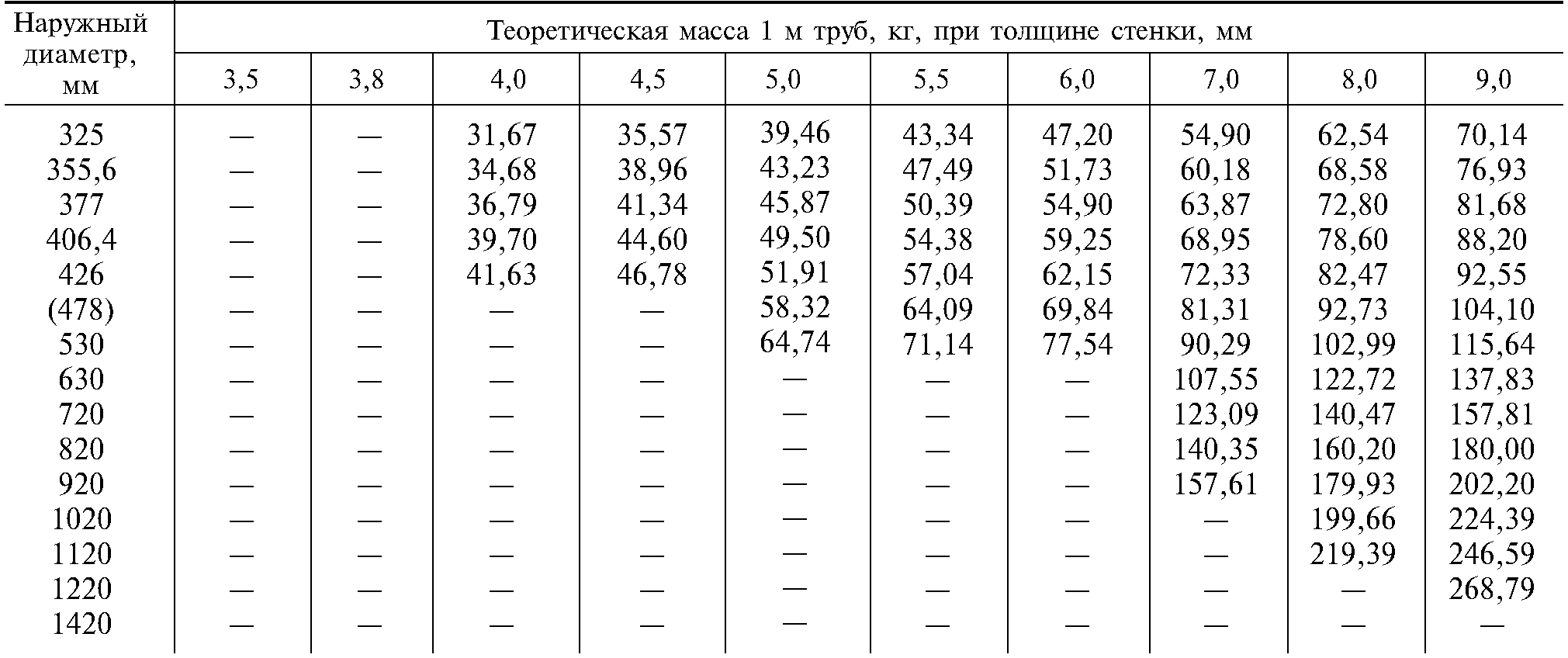
Kelanjutan tabel. 1
|
Diameter luar. milimeter |
Berat teoritis pipa 1 m. kg. dengan ketebalan dinding. milimeter |
|||||||||
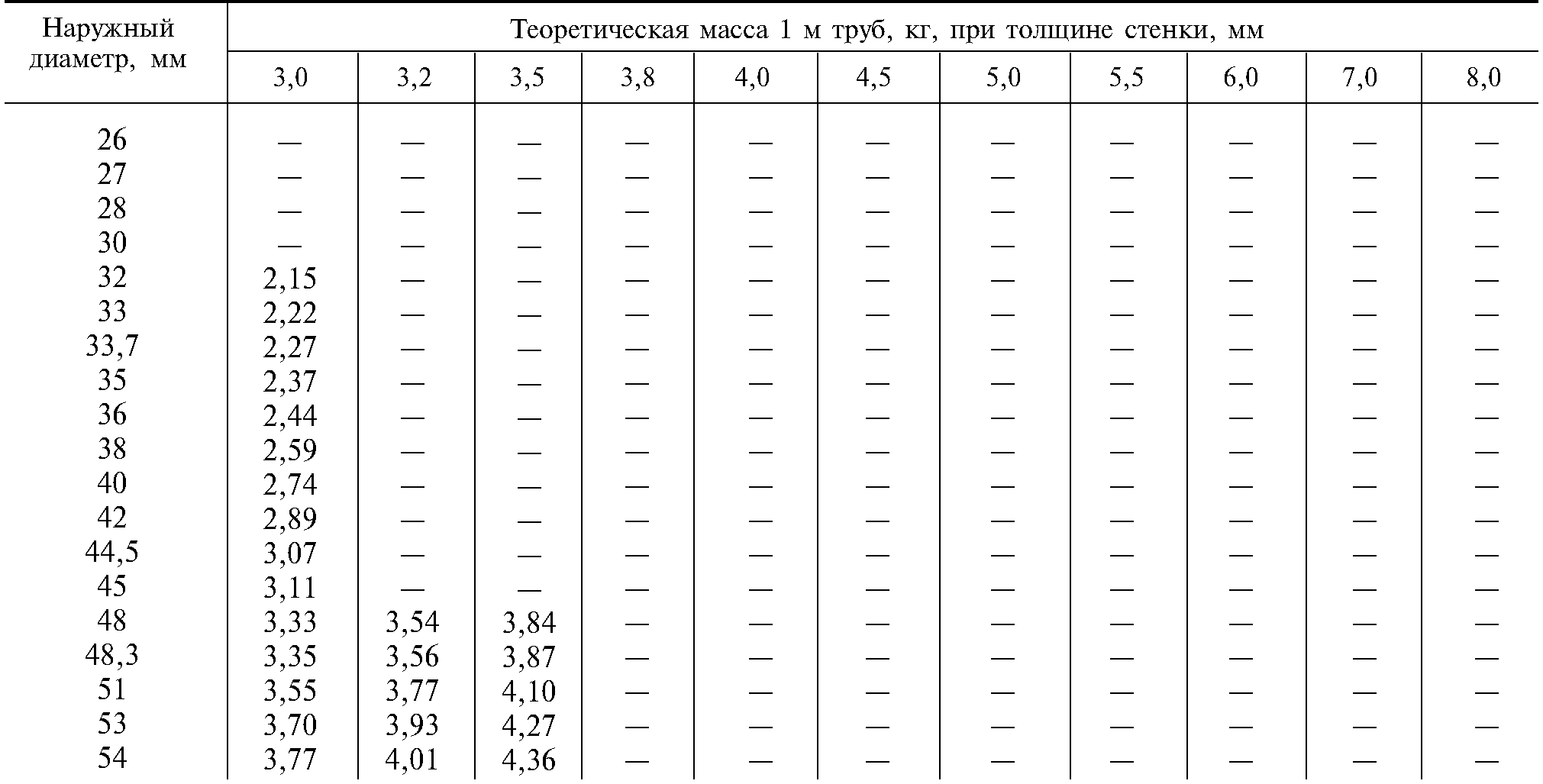
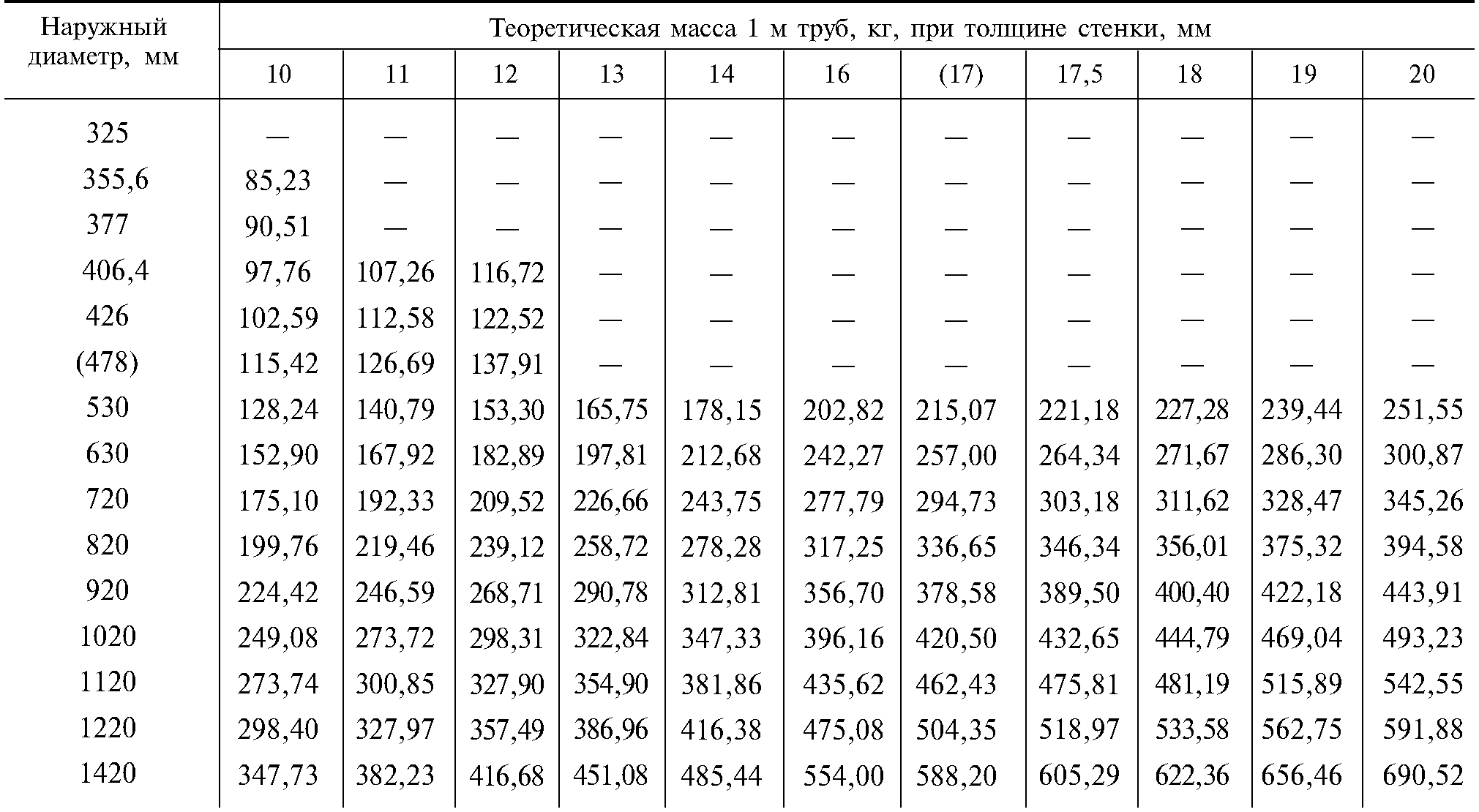
Kelanjutan tabel. 1
|
Diameter luar. milimeter |
Berat teoritis pipa 1 m. kg. dengan ketebalan dinding. milimeter |
|||||||||
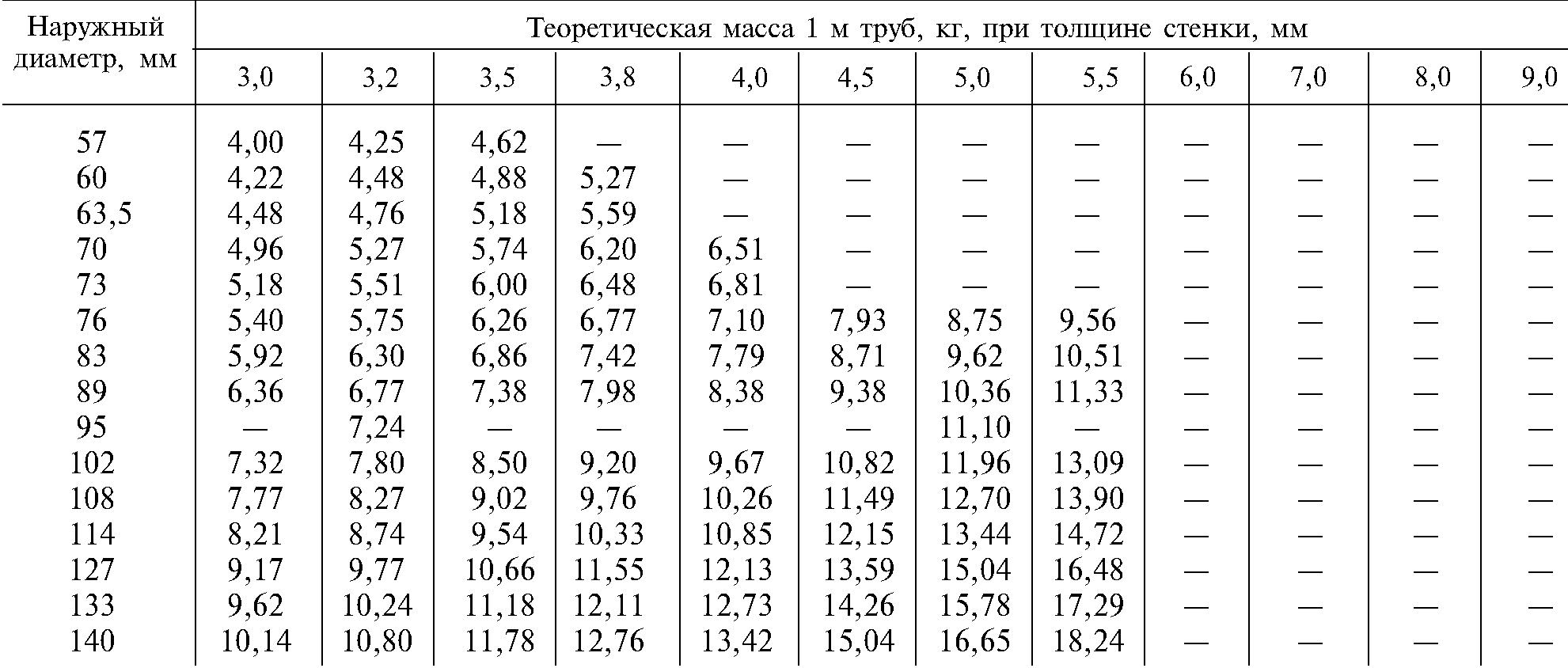
Kelanjutan tabel. 1
|
Diameter luar. milimeter |
Berat teoritis pipa 1 m. kg. dengan ketebalan dinding. milimeter |
||||||||||
Kelanjutan tabel. 1
|
Diameter luar. milimeter |
Berat teoritis pipa 1 m. kg. dengan ketebalan dinding. milimeter |
|||||||||||
Kelanjutan tabel. 1
|
Diameter luar. milimeter |
Berat teoritis pipa 1 m. kg. dengan ketebalan dinding. milimeter |
|||||||||
Kelanjutan tabel. 1
|
Diameter luar. milimeter |
Berat teoritis pipa 1 m. kg. dengan ketebalan dinding. milimeter |
||||||||||
Kelanjutan tabel. 1
|
Diameter luar. milimeter |
Berat teoritis pipa 1 m. kg. dengan ketebalan dinding. milimeter |
|||||||||||
Catatan:
1. Saat membuat pipa sesuai dengan GOST 10706, berat teoritis meningkat sebesar 1% karena penguatan lapisan.
2. Dengan kesepakatan antara produsen dan konsumen, diproduksi pipa dengan dimensi 41,5 ϑ1,5-3,0; 43 1.0; 1.53.0; 43,5 1,5-3,0; 52 2.5; 69,6 1,8; 111,8 ¬2,3; 146.1 ¬5.3; 6.5; 7.0; 7.7; 8.5; 9.5; 10.7; 152,4 1,9; 2,65; 168 2,65; 177,3 1,9; 198 2.8; 203 2.65; 299 ¬4.0; 530 7.5; 720 7.5; 820 8.5; 1020 ¬9.5; 15.5; 1220 13.5; 14.6; 15,2 milimeter. serta dengan ketebalan dan diameter dinding menengah dalam batas tabel. 1.
3. Tidak disarankan menggunakan ukuran pipa untuk desain baru.
3.1. Pipa dengan panjang terukur dan berganda diproduksi dalam dua kelas akurasi:
- I - dengan ujung tajam dan deburring;
- II - tanpa permukaan dan deburring (dengan pemotongan pada garis penggilingan).
3.2. Penyimpangan maksimum sepanjang pipa ukur diberikan dalam tabel. 2.
Meja 2
3.3. Penyimpangan maksimum sepanjang total beberapa pipa tidak boleh melebihi:
- + 15 milimeter - untuk pipa dengan akurasi kelas I;
- + 100 milimeter - untuk pipa dengan akurasi kelas II.
3.4. Atas permintaan konsumen, pipa dengan panjang terukur dan kelipatan dengan ketelitian kelas II harus memiliki ujung yang bergelang pada salah satu atau kedua sisinya.
4. Deviasi maksimum untuk diameter luar pipa diberikan dalam tabel. 3.
Tabel 3
Catatan. Untuk diameter. dikontrol dengan pengukuran perimeter. Nilai batas terbesar dan terkecil keliling dibulatkan ke 1 milimeter terdekat.
5. Atas permintaan konsumen, pipa sesuai dengan GOST 10705 diproduksi dengan toleransi satu sisi atau offset pada diameter luar. Toleransi satu sisi atau pergeseran tidak boleh melebihi jumlah deviasi maksimum. diberikan dalam tabel. 3.
6. Penyimpangan maksimum ketebalan dinding harus sesuai dengan:
± 10% - dengan diameter pipa hingga 152 milimeter;
GOST 19903 - dengan diameter pipa lebih dari 152 milimeter untuk lebar lembaran maksimum dengan akurasi normal.
Dengan kesepakatan antara konsumen dan produsen, dimungkinkan untuk memproduksi pipa dengan toleransi satu sisi terhadap ketebalan dinding. dalam hal ini, toleransi satu sisi tidak boleh melebihi jumlah deviasi maksimum ketebalan dinding.
7. Untuk pipa dengan diameter lebih dari 76 milimeter, diperbolehkan menebal dinding pada duri sebesar 0,15 milimeter.
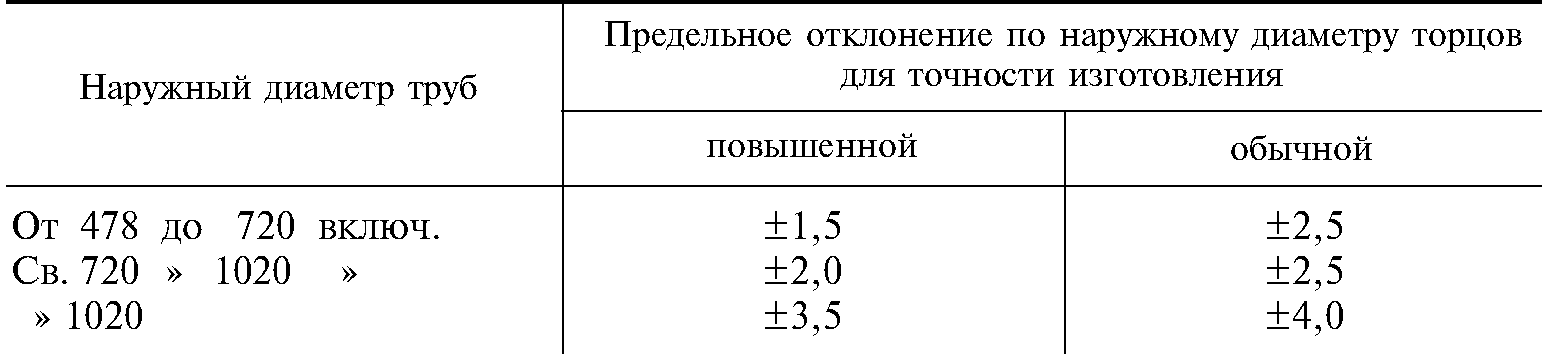
8. Pipa untuk saluran pipa dengan diameter 478 milimeter atau lebih. diproduksi sesuai dengan GOST 10706. dilengkapi dengan deviasi maksimum pada diameter luar ujungnya. diberikan dalam tabel. 4.
Tabel 4
9. Ovalitas dan keseragaman pipa dengan diameter hingga 530 milimeter inklusif. diproduksi sesuai dengan Gost 10705. masing-masing tidak boleh lebih dari deviasi maksimum pada diameter luar dan ketebalan dinding.
Pipa dengan diameter 478 milimeter atau lebih. diproduksi sesuai dengan GOST 10706. harus terdiri dari tiga kelas akurasi ovalitas. Ovalitas ujung pipa tidak boleh melebihi:
- 1% dari diameter luar pipa untuk kelas akurasi 1;
- 1,5% dari diameter luar pipa untuk kelas akurasi 2;
- 2% dari diameter luar pipa untuk kelas akurasi ke-3.
Ovalitas ujung pipa dengan ketebalan dinding kurang dari 0,0 1 diameter luar ditentukan berdasarkan kesepakatan antara produsen dan konsumen.
10. Kelengkungan pipa. diproduksi sesuai dengan GOST 10705. tidak boleh melebihi 1,5 milimeter per 1 m panjangnya. Atas permintaan konsumen, kelengkungan pipa dengan diameter hingga 152 milimeter tidak boleh lebih dari 1 milimeter per 1 m panjangnya.
Kelengkungan umum pipa. diproduksi sesuai dengan Gost 10706. tidak boleh melebihi 0,2% dari panjang pipa. Kelengkungan per 1 m panjang pipa tersebut tidak ditentukan.
11. Persyaratan teknis harus mematuhi Gost 10705 dan gost 10706.
Contoh simbol:
Pipa dengan diameter luar 76 milimeter. ketebalan dinding 3 milimeter. panjang yang diukur. Panjang akurasi kelas II. terbuat dari baja kelas St3sp. diproduksi menurut grup B Gost 10705-80:
Catatan. DI DALAM simbol pipa mengalami perlakuan panas di seluruh volume. setelah kata “pipa” ditambahkan huruf T; pipa telah menjalani perlakuan panas lokal pada lasan. - huruf L ditambahkan.
DATA INFORMASI
1. DIKEMBANGKAN DAN DIPERKENALKAN oleh Kementerian Metalurgi Uni Soviet
PENGEMBANG
V.P.Sokurenko. Ph.D. teknologi. ilmu pengetahuan; V.M.Vorona. Ph.D. teknologi. Sains; P.N.Ivshin. Ph.D. teknologi. Sains; N.F.Kuzenko. V.F.Ganzina
Tabung las garis baja yang dilas secara elektrik. Jangkauan
Gost 10704-91
OKP 13 7300, 13 8100, 13 8300
Tanggal perkenalan 01/01/93
1. Standar ini menetapkan kisaran pipa baja jahitan lurus yang dilas listrik.
2. Dimensi pipa harus sesuai dengan tabel. 1.
3. Menurut panjang pipa dibuat: dengan panjang tidak terukur:
dengan diameter hingga 30 mm - setidaknya 2 m; dengan diameter St. 30 hingga 70 mm - setidaknya 3 m; dengan diameter St. 70 hingga 152 mm - setidaknya 4 m; dengan diameter St. 152 mm - tidak kurang dari 5 m.
Atas permintaan konsumen, pipa grup A dan B menurut GOST 10705 dengan diameter lebih dari 152 mm diproduksi dengan panjang minimal 10 m; pipa dari semua kelompok dengan diameter hingga 70 mm - panjang minimal 4 m; panjang diukur:
dengan diameter hingga 70 mm - dari 5 hingga 9 m;
dengan diameter St. 70 hingga 219 mm - dari 6 hingga 9 m;
dengan diameter St. 219 hingga 426 mm - dari 10 hingga 12 m.
Pipa dengan diameter lebih dari 426 mm hanya diproduksi dengan panjang yang tidak terukur. Dengan kesepakatan antara produsen dan konsumen, pipa dengan diameter lebih dari 70 hingga 219 mm dapat diproduksi dari 6 hingga 12 m;
kelipatan panjang paling sedikit 250 mm dan tidak melebihi batas bawah yang ditetapkan untuk pipa ukur. Kelonggaran untuk setiap pemotongan diatur ke 5 mm (kecuali kelonggaran lain ditentukan) dan disertakan dalam setiap multiplisitas.
Tabel 1
Kelanjutan tabel. 1
Kelanjutan tabel. 1
Kelanjutan tabel. 1
Kelanjutan tabel. 1
Kelanjutan tabel. 1
Kelanjutan tabel. 1
Kelanjutan tabel. 1
Kelanjutan tabel. 1
Catatan:
1. Saat membuat pipa sesuai dengan GOST 10706, berat teoritis meningkat sebesar 1% karena penguatan lapisan.
2. Berdasarkan kesepakatan antara produsen dan konsumen, diproduksi pipa dengan dimensi 41.51.5–3.0; 43 1,0;1,5—3,0; 43.51.5—3.0; 52 2,5; 69.61.8; 111,8 2,3; 146.15.3; 6.5; 7.0; 7.7; 8.5; 9.5; 10.7; 152.41.9; 2,65;1682,65; 177.31.9; 1982.8; 203 2,65; 299 4.0; 530 7,5; 720 7,5; 820 8,5; 1020 9,5; 15.5; 1220 13,5; 14,6; 15,2 mm, serta dengan ketebalan dan diameter dinding menengah dalam batas tabel. 1.
3. Ukuran pipa yang diapit tanda kurung tidak disarankan untuk desain baru.
3.1. Pipa dengan panjang terukur dan berganda diproduksi dalam dua kelas akurasi panjang:
I - dengan ujung tajam dan deburring;
II - tanpa permukaan dan deburring (dengan pemotongan pada garis penggilingan).
3.2. Penyimpangan maksimum sepanjang pipa ukur diberikan dalam tabel. 2.
Meja 2

3.3. Penyimpangan maksimum sepanjang total beberapa pipa tidak boleh melebihi:
15 mm - untuk pipa dengan akurasi kelas I;
100 mm - untuk pipa dengan akurasi kelas II.
3.4. Atas permintaan konsumen, pipa dengan panjang terukur dan kelipatan dengan ketelitian kelas II harus memiliki ujung dengan ujung bergelang pada salah satu atau kedua sisinya.
4. Deviasi maksimum untuk diameter luar pipa diberikan dalam tabel. 3.
Tabel 3
Catatan: Untuk diameter yang dikontrol dengan pengukuran keliling, nilai batas keliling terbesar dan terkecil dibulatkan ke ketelitian 1 mm.
5. Atas permintaan konsumen, pipa sesuai dengan GOST 10705 diproduksi dengan toleransi satu sisi atau offset pada diameter luar. Toleransi satu sisi atau pergeseran tidak boleh melebihi jumlah deviasi maksimum yang diberikan dalam tabel. 3.
6. Penyimpangan maksimum ketebalan dinding harus sesuai dengan:
±10% - untuk diameter pipa hingga 152 mm;
GOST 19903 - untuk diameter pipa lebih dari 152 mm untuk lebar lembaran maksimum dengan akurasi normal.
Dengan kesepakatan antara konsumen dan produsen, diperbolehkan membuat pipa dengan toleransi satu sisi terhadap ketebalan dinding, sedangkan toleransi satu sisi tidak boleh melebihi jumlah simpangan maksimum ketebalan dinding.
7. Untuk pipa dengan diameter lebih dari 76 mm, diperbolehkan menebal dinding pada duri sebesar 0,15 mm.
8. Pipa untuk pipa dengan diameter 478 mm atau lebih, diproduksi sesuai dengan GOST 10706, dilengkapi dengan deviasi maksimum untuk diameter luar ujung yang diberikan dalam tabel. 4.
9. Ovalitas dan ketebalan dinding yang sama dari pipa dengan diameter hingga 530 mm inklusif, diproduksi sesuai dengan GOST 10705, tidak boleh lebih dari deviasi maksimum masing-masing untuk diameter luar dan ketebalan dinding.
Pipa dengan diameter 478 mm atau lebih, diproduksi sesuai dengan GOST 10706, harus memiliki tiga kelas akurasi ovalitas. Ovalitas ujung pipa tidak boleh melebihi:
1% dari diameter luar pipa untuk kelas akurasi 1;
1,5% dari diameter luar pipa untuk kelas akurasi 2;
2% dari diameter luar pipa untuk kelas akurasi ke-3.
Ovalitas ujung pipa dengan ketebalan dinding kurang dari 0,01 diameter luar ditentukan berdasarkan kesepakatan antara produsen dan konsumen.
10. Kelengkungan pipa yang diproduksi sesuai dengan GOST 10705 tidak boleh melebihi 1,5 mm per 1 m panjangnya Atas permintaan konsumen, kelengkungan pipa dengan diameter hingga 152 mm tidak boleh lebih dari 1 mm per panjang 1 m.
Kelengkungan total pipa yang diproduksi sesuai dengan GOST 10706 tidak boleh melebihi 0,2% dari panjang pipa. Kelengkungan per 1 m panjang pipa tersebut tidak ditentukan.
11. Persyaratan teknis harus mematuhi gost 10705 dan gost 10706.
CONTOH NOTASI KONDISI
Pipa dengan diameter luar 76 mm, tebal dinding 3 mm, panjang terukur, akurasi panjang kelas II, terbuat dari baja St3sp, diproduksi sesuai dengan grup B GOST 10705-80:
Hal yang sama, dengan peningkatan akurasi pada diameter luar, kelipatan panjang 2000 mm, panjang akurasi kelas I, dari baja kelas 20, diproduksi sesuai dengan grup B dari GOST 10705-80:
Pipa dengan diameter luar 25 mm, tebal dinding 2 mm, kelipatan panjang 2000 mm, akurasi panjang kelas II, diproduksi menurut grup D GOST 10705-80:
Pipa dengan diameter luar 1020 mm, peningkatan akurasi produksi, ketebalan dinding 12 mm, peningkatan akurasi pada diameter luar ujung, akurasi kelas 2 dalam ovalitas, panjang tidak beraturan, terbuat dari baja kelas StZsp, diproduksi sesuai dengan grup B dari GOST 10706-76:
Catatan: Pada lambang pipa yang telah mengalami perlakuan panas pada seluruh volumenya, ditambahkan huruf T setelah kata “pipa”; Untuk pipa yang telah mengalami perlakuan panas lokal pada las ditambahkan huruf L.
DATA INFORMASI
1. DIKEMBANGKAN DAN DIPERKENALKAN oleh Kementerian Metalurgi USSRDEVELOPERS
V.P.Sokurenko, Ph.D. teknologi. ilmu pengetahuan; V. M. Vorona, Ph.D. teknologi. ilmu pengetahuan; P.N.Ivshin, Ph.D. teknologi. ilmu pengetahuan; N.F.Kuzenko, V.F.Ganzina