Savijanje metala je tehnološka operacija bez koje se ne može obaviti gotovo nijedan rad s metalom. Ovom vrstom obrade dobivaju se pouzdani i izdržljivi dijelovi koji se odlikuju čvrstoćom izgled i visoka točnost.
Postupak savijanja metala
Kada su savijena, metalna vlakna istovremeno doživljavaju napetost i kompresiju. Kako plastična deformacija ne bi prešla u vlačnu deformaciju, potrebno je pažljivo odrediti sile i radijuse savijanja. Na primjer, na metalu će se pojaviti pukotine ili će se savijati s unutarnje strane savijanja ako je radijus savijanja manji od debljine izratka.
Kod savijanja metala ravnog oblika dobiva se trodimenzionalni proizvod bez raznih šavova i spojeva. Naša tvrtka nudi u Moskvi proizvodnju najtežih proizvoda koji zahtijevaju automatsko savijanje željeznog lima.
Sadašnje preše, kojima se upravlja elektronički, mogu proizvesti složene dijelove od listova svih legura koji imaju dovoljnu plastičnu kvalitetu za izvođenje hladne deformacije bez oštećenja materijala.
Dijelovi izrađeni savijanjem metala imaju:
- visok stupanj pouzdanosti;
- izdržljivost.
Cijena savijanja metala je jeftina. Ako čelična šipka ima promjer veći od 10 milimetara, ne vrijedi savijati praznine od nje. Za ovu operaciju bolje je uzeti čelični limovi debljina do 5 milimetara, trakasti čelik - do 7. Bend lim lakše kada se prethodno zagrije. Ako to nije moguće, onda u zoni zavoja na vanjska površina potrebno je nanijeti poprečne oznake.
Naša tvrtka pruža usluge savijanja metala. Obrada lima pomoću preše omogućuje dobivanje prilično razvijenih struktura koje se razlikuju po:
- snaga;
- stabilnost;
- dobar izgled.
Savijanje metala u škripcu
Čelična traka se najprikladnije savija u škripcu. Da biste to učinili, morate instalirati obradak tako da strana na kojoj je oznaka na točki savijanja bude usmjerena prema nepokretnoj čeljusti škripca. Rizična spužva trebala bi stršati otprilike 0,5 milimetara iznad spužve.
Ako je potrebno, savijte čeličnu traku ispod oštar kut, morate koristiti trn koji odgovara pravi kut saviti se. Stegnu ga zajedno s radnim komadom u škripac, postave traku s visokom stranom prema njoj i savijaju je udarcima čekića.
Za izradu nosača od čelične trake potrebno je koristiti trn čija je debljina jednaka otvoru nosača. Zajedno s trakom steže se u škripac, laganim udarcima čekićem, a jedna strana nosača se savija. Zatim postavite blok unutar nosača, stegnite ga u škripac i učinite isto s drugom stranom.
Za pričvršćivanje metalnih šipki i cijevi za razne namjene često se koristi stezaljka izrađena od čelične trake. Izrađuje se u škripcu. Da biste to učinili, stegnite okrugli trn potrebnog promjera u škripac i pomoću dva kliješta savijte čeličnu traku na željenu duljinu i širinu.
Zatim se savijeni krajevi stezaljke stežu u škripac, dajući joj konačni oblik. Kako ne biste ostavili ogrebotine ili udubljenja na stezaljci, morate ga udariti čekićem ne po njemu, već kroz bakrenu ploču beznačajne debljine.
Savijanje trake često se koristi kod spajanja metalnih elemenata, koji se nazivaju spojevi za savijanje. Može:
- ojačati navojnu vezu;
- biti sigurnosna podloška ili rascjepka u spoju matica i vijak.
Naša tvrtka izvodi razne operacije obrade metala po narudžbi, koje nam omogućuju proizvodnju svih vrsta trodimenzionalnih dijelova od željeznog lima, koji su toliko potrebni u našem vremenu za proizvodnju i gradnju. Cijena usluga koje pružamo je vrlo pristupačna.
Cijevi malog promjera mogu se, naravno, saviti pomoću najobičnijeg škripca. Ali što učiniti s cijevima kojih ima dovoljno velikog promjera? Za te potrebe postoje posebni strojevi koji omogućuju savijanje limova i cijevi bez deformacija i oštećenja, uzimajući u obzir debljinu i duktilnost metala od kojeg su izrađene, kao i određivanje polumjera zakrivljenosti, što je vrlo važno. .
Koncept savijanja metala
Operacija obrade metala savijanjem lima je niz radnji, uslijed kojih lim poprima željeni oblik prema crtežu bez upotrebe zavarivanja ili drugih tehnika spajanja, koje značajno utječu na strukturu metala, smanjujući njegovu razina čvrstoće i vijek trajanja. Pritom se vanjski slojevi lima rastežu, a unutarnji sabijaju.
Bit tehnologije leži u činjenici da se dio obratka u odnosu na drugi savija pod određenim, unaprijed određenim kutom. Metal se deformira tijekom procesa savijanja. Razina dopuštene deformacije ovisi o debljini metala, njegovom kutu savijanja, krhkosti materijala i brzini kojom se odvija proces savijanja.
Postupak se provodi pomoću posebna oprema za savijanje lima, što vam omogućuje da dobijete gotov proizvod bez nedostataka. Ako je metal nepravilno savijen, pojava brojnih mikropukotina izazvat će slabljenje materijala na zavoju, tako da se gotov proizvod može slomiti na ovom mjestu u najneprikladnijem trenutku.

Tehnologija savijanja metala obično se koristi za limove različitih debljina. Napon savijanja mora prijeći granicu elastičnosti. Osim toga, deformacija obratka mora biti plastična. Samo u tom slučaju izradak će zadržati zadani oblik nakon uklanjanja opterećenja.
Među prednostima ove metode obrade metala potrebno je istaknuti visoku produktivnost, mogućnost automatizacije procesa i dobivanja bešavne strukture kao rezultat, što povećava otpornost na koroziju i čvrstoću proizvoda.
Ali na zavarenim konstrukcijama, nakon određenog vremena, počinje proces korozije u zoni zavarivanja, od kojeg se ne može zaštititi čak ni uz pomoć posebnog premaza. I tehnologija savijanja lima može pružiti metalna konstrukcija cjelovitost, štiteći ga od preranog stvaranja hrđe.
Vrste savijanja metala
Savijanje metala može se obaviti ručno ili pomoću specijalizirane opreme. Savijanje metala vlastitim rukama je prilično radno intenzivan proces koji oduzima puno vremena i uključuje rad s kliještima i čekićem. Savijanje tanki metal izvedena batom.
Za mehanizaciju postupka koriste se posebni uređaji za savijanje lima - valjci, preše i strojevi za savijanje valjaka. Da bi lim dobio cilindričan oblik, uobičajeno je koristiti hidraulične ili ručne valjke ili valjke na električni pogon. Uz njihovu pomoć možete dobiti takve volumetrijske dijelove kao što su dimnjaci, cijevi i oluci.

Najčešće se lim savija pomoću preše. Razvoj opreme danas je dosegao takvu razinu da strojevi za savijanje lima mogu proizvesti složene dijelove s nekoliko linija savijanja u jednom radnom ciklusu. Promijeniti alat za savijanje događa brzo, tako da se stroj može brzo rekonfigurirati na drugi proizvod u najkraćem mogućem vremenu.
Područje primjene
Postupak savijanja metala obično se koristi u malim industrijama i u domaćinstvo za proizvodnju profila različite veličine, montažne pregrade, ormarski proizvodi, uglovi, kanali, kosine, oluci, metalni okviri te viseći građevinski sustavi i ostali metalni proizvodi.
U industriji i svakodnevnom životu ne možemo bez cijevi. Međutim, treba napomenuti da je konfiguracija njihovih veza ponekad prilično složena. Za smanjenje broja spojenih elemenata i smanjenje navojne veze Cijevima možete dati određenu konfiguraciju savijanjem pod željenim kutom.

Postupak savijanja limova vlastitim rukama omogućuje vam da dobijete potrebnu geometriju kanalizacije, vode i plinske mreže uz minimalne troškove, osiguravajući najmanji otpor unutar kanala.
Strojevi za savijanje lima namijenjeni su za obradu čelika, bakra i aluminija. Takva oprema omogućuje savijanje materijala koji ima cink ili premazi boja. Mobilnost opreme za proces savijanja metala omogućuje izvođenje mnogih radova izravno na licu mjesta, čime se štedi novac i vrijeme na transportu.
Funkcionalnost stroja
Domaći stroj za savijanje metala zasebna je kategorija predstavnika ove vrste strojeva. Takav stroj možete sami izraditi za upotrebu u privatnim kućanstvima, na primjer, za polaganje vodoopskrbnog sustava i izgradnju staklenika. Stvaranje stroja za savijanje metala ne zahtijeva izradu detaljnih crteža. Ali da biste to učinili, morate pripremiti predložak od drva ili drugog materijala koji prati konturu određenog oblika zavoja.
Prilikom savijanja izratka važno je pravilno odrediti njegove dimenzije. Preporuča se izračunati duljinu izratka uzimajući u obzir polumjere savijanja lima. Za dijelove koji se savijaju pod pravim kutom bez stvaranja zavoja s unutarnje strane, dodatak za savijanje izratka treba biti 0,6 - 0,8 debljine metala.
Vlastitim rukama možete saviti samo dijelove i praznine izrađene od duktilnih metala - aluminija, mesinga, neotvrdnutog čelika i bakra. Veličina minimalnog radijusa savijanja ovisi o tehničkim svojstvima materijala izratka, tehnici savijanja i kvaliteti površine. Preporuča se izrada dijelova s malim polumjerom zakrivljenosti isključivo od plastičnih materijala; oni se također mogu prethodno žariti.
DIY savijanje cijevi
Postoji nekoliko vrsta savijanja cijevi: "kalach", kada je cijev savijena u polukrugu i osigurava rotaciju od 180 stupnjeva; "nosač" - zakrivljena cijev koja podsjeća na slovo "P"; “kompenzator”, koji se koristi za izbjegavanje prepreka; "patka" - tip zavoja englesko pismo"N" i drugi.
Šavne i bešavne cijevi, cijevi bez punila i s punilom (suhi riječni pijesak) mogu se savijati, čime se štite stijenke cijevi od stvaranja nabora i nabora na mjestima savijanja. Prema teoriji, savijanje lima i cijevi kod kuće izvodi se isključivo u hladnom stanju.
Za savijanje cijevi promjera 10-15 milimetara koristi se ploča s rupama u koje se na odgovarajućim mjestima ugrađuju klinovi koji su graničnici pri savijanju. Cijevi promjera do 40 milimetara i velikog polumjera zakrivljenosti obično se hladno savijaju pomoću fiksnog igla. Postoje i drugi načini savijanja čelične cijevi, ali trebaju stvoriti poseban uređaj.

Savijanje duraluminija, bakra i mjedene cijevi u hladnom stanju ima neke osobitosti. Prije početka postupka, uobičajeno je žariti cijevi - bakar na temperaturi od 600-700 stupnjeva Celzija s hlađenjem u vodi, mjedene cijevi na temperaturi od 600-700 stupnjeva s hlađenjem zrakom, proizvode od duraluminija na temperaturi od 350-400. stupnjeva uz zračno hlađenje . Pogledajte ovaj video savijanja lima da vidite kako se to radi.
Cijev se mora napuniti rastaljenom smolom, parafinom ili stearijem, a zatim ostaviti da se punilo ohladi. Nakon postupka savijanja, punilo se mora topiti počevši od krajeva, jer zagrijavanjem sredine cijevi u kojoj se nalazi punilo dolazi do njenog pucanja.
Principi savijanja
Glavna načela savijanja raspravljaju se na primjeru stvaranja nosača. Neposredno prije početka savijanja potrebno je iz crteža odrediti duljinu metalne trake ili obratka, kao i izračunati savijanje lima. U tom slučaju, morate napraviti dodatke za svaki zavoj od 0,5 debljine trake i 1 milimetar za turpijanje krajeva sa strane. Ako je potrebno, poravnajte obradak na nakovnju, turpijajte ga prema crtežu i označite točke savijanja.
Traka se savija u škripcu s četvrtastim čeljustima sljedećim redoslijedom. Stegnite obradak u škripcu u razini savijanja, napravite prvo savijanje udarcima čekića, premještajući radni komad u škripac i stežući ga zajedno s blokom. Zatim napravite drugi nabor.
Morate izvaditi obradak i označiti duljinu nogu spajalica. Uobičajeno je savijati nosač s trnom u škripcu, savijajući obje noge. Provjerite zavoje kutom i po potrebi ih ispravite trnom i čekićem. Nakon što je savijanje završeno, isturpijajte dio na tražene dimenzije.
Vi već razumijete to savijanje metala veliki značaj ima u životni uvjeti. Ali za to će vam trebati poseban stroj i sposobnost da ga koristite. Imajte na umu da mnogi čimbenici utječu na cijenu savijanja lima. Ako se postupak savijanja provodi u suprotnosti s tehnologijom i pravilima, a također i bez uzimanja u obzir značajki koje su tipične za ovu vrstu posla, tada ćete dobiti gotov proizvod niske kvalitete.
U procesu izgradnje kuće ili vikendice često postoji potreba za opremanjem odvoda, kanalizacije i metalnih okvira.
Prilikom izrade takvih proizvoda potrebno je ravnom izratku dati potreban prostorni oblik. Savjeti iskusnih majstora o tome kako savijati lim kod kuće omogućit će vam izradu struktura dobra kvaliteta koji će trajati dugo.
Savijanje metala izvodi se bez zavarivanja, čime se izbjegava korozija u budućnosti i proizvodi proizvod povećane čvrstoće. Deformacija ne zahtijeva značajan napor i obično se izvodi u hladnom stanju.
Iznimka je tvrdih materijala, poput duraluminija ili ugljičnih čelika. Tehnologija savijanja lima razvija se prema postavljenim zadacima u opcijama kao što su:
- radius,
- višekutni,
- jednokutni,
- U obliku slova U.
Poseban slučaj je fleksija s istezanjem. Ova tehnologija koristi se u proizvodnji dijelova s velikim polumjerima savijanja i malim promjerima. Prilikom izrade dijelova vlastitim rukama, proces se kombinira s operacijama kao što su rezanje ili probijanje.
Meke vrste metala i legura, poput mjedi, bakra i aluminija, vrlo su prikladne za kućnu obradu. Proizvodnja proizvoda savijanjem provodi se na strojevima za valjanje ili valjanje, ili ručno.
Posljednji postupak je prilično naporan. Savijanje se vrši pomoću kliješta i gumenog čekića. Ako je list tanak, upotrijebite čekić.
Kako savijati pod pravim kutom
Za savijanje nosača od metalnog lima trebat će vam set alata i pribora koji se sastoji od:
- porok,
- čekić,
- električne pile,
- bar,
- okviri
Duljina trake izrađena je prema shemi, s izračunom da treba biti margina od 0,5 mm za svaki zavoj, plus još jedan milimetar za nabore s obje strane. Izradak se postavlja u škripac s kvadratima. Stegnuvši ga duž linije savijanja, obradite ga čekićem.

Nakon toga, budući nosač se odvija u škripcu, steže okvirom i blokom, a druga strana se oblikuje. Izradak se izvlači, mjeri se potrebna duljina stranica, čineći zavoje duž dna.
Pomoću trokuta provjerite ispravnost kuta, ispravljajući netočnosti čekićem. Prilikom izvođenja obje operacije, obradak se preša s blokom i okvirom. Gotov nosač se turpija na željenu veličinu.
Kako sami napraviti stroj za savijanje lima
Da bi metal dobio željenu konfiguraciju, limari koriste stroj za savijanje lima. Ali što bi majstor trebao učiniti ako nema posebne opreme pri ruci?
Zapravo, pitanje kako savijati lim kod kuće lako se rješava. Za izradu jednostavnog stroja dovoljno je upotrijebiti vlastitu domišljatost i osnovnu opremu.
Da biste napravili savijač za metalni profil, trebat će vam:
- I-greda 80 mm,
- pričvrsni elementi (vijci),
- petlje,
- kut 80 mm,
- stezaljke,
- par ručki.
Također ćete trebati stabilan stol, na koje popravljaju gotov stroj.
Osnova uređaja je I-zraka, na koju je ugao pričvršćen s dva vijka, držeći radni komad tijekom procesa savijanja. Tri šarke za vrata. Njihov drugi dio je zavaren izravno na kut.
Kako bi se stroj lako okretao prilikom savijanja lima, na njega su s obje strane pričvršćene ručke. Gotov stroj pričvršćen je stezaljkama za stol. Prije polaganja obratka, kut se odvija ili podiže. List se pritisne, poravna uz rub i savije, okrećući stroj za ručke. Uređaj domaće izrade Prikladno samo za obradu izradaka male debljine.
Savijanje metalnog lima čekićem
Da biste savili lim debljine do 1,2 mm pod pravim kutom, koristite najjednostavnije alate - kliješta (stezaljke) i gumeni čekić.
Obrada se vrši na ravnom drvenom bloku. Linija savijanja nacrtana je olovkom i ravnalom. Zatim se list steže kliještima tako da njihovi krajevi padnu točno na liniju označavanja.
Rub se postupno savija prema gore, krećući se duž nabora. Kada se kut približi 90 stupnjeva, lim se postavlja na blok i konačno izravnava pomoću čekića.

Uski dijelovi, poput limenih rubova, izrađuju se na ovaj način.
Savjet: Koristite gumeni ili drveni čekić kako biste spriječili stvaranje udubljenja na metalu. Ako se savijanje izvodi konvencionalnim alatom, trebate uzeti tekstolitnu ploču kao brtvu.
Pogodno je savijati listove debljine do 2 mm na radnoj površini. Metal je postavljen tako da linija za označavanje pada na rub. Ispod materijala koji se obrađuje postavlja se čelični kut.
Lim se steže u škripac pomoću dva drvena bloka. Savijanje se vrši pomoću čekića, udarajući metal s jednog kraja na drugi. Istodobno, rub lista je usmjeren prema dolje tako da na kraju potpuno leži na kutu pričvršćenom uz rub stola. Ova metoda se može koristiti za izradu proizvoda bilo koje širine, uključujući kutije ili roštilje.
Izrada lula bez upotrebe stroja
Domaći majstori izmislili su mnogo načina za savijanje metalnog lima u cijev bez upotrebe stroja.

Predlažemo da razmislite najjednostavnija opcija koristeći prazninu odgovarajuće veličine. Izrađuje se od stara cijev odgovarajući promjer.
Metalni list je položen na pod i od njega je izrezan komad potrebne duljine. Da bi se odredila potrebna veličina, potrebni promjer cijevi se množi s 3,14 i dodaje 30 mm za šav.
Par cijevi je s obje strane zavaren okomito jedna na drugu na ploču. Pajser treba slobodno umetnuti u njihove rupe.

Za korištenje uređaja potreban je trud tri osobe. Prazan se postavlja na rub lista. Jedna osoba stoji na vrhu, dvije druge privijaju metal na ploču, okrećući polugu za 90 stupnjeva.

Nije teško napraviti stroj za savijanje limova vlastitim rukama, ali do sada je malo domaćih majstora i stručnjaka koji koriste savijene proizvode iz čelični lim u svojoj djelatnosti bave se proizvodnjom takve opreme za vlastite potrebe. U međuvremenu, takav uređaj, koji ima prilično visoku pouzdanost i jednostavnost rada, pomoći će vam da uštedite puno.
Jedan od najpristupačnijih savijača listova je domaći LGS-26, cijena je oko 38 tisuća rubalja. Pojeftinit ćemo ga i optimizirati prema vašim potrebama
Izrada i uporaba stroja za savijanje lima posebno je važna za one koji trebaju obavljati tehnološke operacije savijanja limeni materijal Potrebno je ne svakodnevno iu velikim količinama, već povremeno.
Vrste savijača lima i njihov dizajn
Prije nego što počnete izrađivati domaći ručni stroj za savijanje listova, trebali biste jasno definirati popis zadataka za koje je potreban. Glavna svrha takvog uređaja ovisit će o shemi prema kojoj će se implementirati.
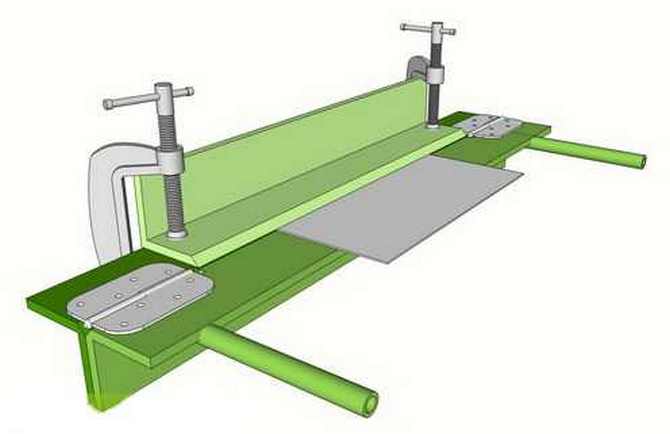
Najjednostavniji je uređaj u kojem se lim savija pomoću posebne traverze. Pomoću takvog uređaja možete lako saviti metalni lim pod kutom od 90 stupnjeva, koristeći samo snagu ruke bez dodatnih uređaja, ako širina lima ne prelazi 0,5 metara. Podnožje lima učvršćuje se stezaljkama ili škripcem, a njegovo savijanje se vrši pod pritiskom poluge. U nekim slučajevima, da biste dobili kut savijanja od točno 90 stupnjeva, možda će vam trebati ugrađeni odstojnik (na slici desno), što je obična metalna traka koja će vam pomoći u kompenzaciji elastičnosti lima.

Složeniji dizajn je kočnica za prešu, koja se sastoji od matrice i probijača. Lim u takvom uređaju nalazi se na matrici, a bušilica se spušta na obradak odozgo, dajući mu potrebni profil. Kod kuće, malo je vjerojatno da će se koristiti preša, jer je prilično komplicirana i nesigurna za korištenje.

Verzija domaće preše koja radi u tandemu. Ako već imate prešu, neće biti teško nadopuniti je uređajima za savijanje uskih listova metala. Dobit ćete nešto poput ovoga:

Mnogo je napredniji stroj za savijanje lima u kojem se metal savija djelovanjem triju osovina. Takva oprema naziva se prolazna. Jedna od njegovih glavnih prednosti je što njegovi podesivi valjci omogućuju različite radijuse savijanja. Takav alat za savijanje metala može se pokretati ručno ili električno, a njegovi valjci mogu imati različit dizajn.

- Valjci s glatkim radna površina dizajnirani su za izvođenje većine limenih radova, koji uključuju savijanje gotovih dijelova, proizvodnju dijelova cijevi velikog promjera i tako dalje.
- Profilirani valjci potrebni su za savijanje elemenata krovnih konstrukcija (grebena, dolina, oluka, prirubnica itd.).
- Stroj za savijanje lima može biti dodatno opremljen nosačem, stezaljkom i traverzom, što mu omogućuje upotrebu za ručno savijanje izradaka.
Takvi strojevi opremljeni su setom osovina različitih profila, koji se također mogu dodatno kupiti kako bi oprema bila svestranija.
Gdje započeti izradu stroja za savijanje lima
Za izradu stroja za savijanje lima trebat će vam crtež takvog uređaja ili njegovog detaljne fotografije. Osim toga, treba uzeti u obzir niz važnih čimbenika, kao što je sila koja će biti potrebna za korištenje stroja za savijanje lima, njegovu težinu i dimenzije (o kojima ovisi mobilnost), cijenu i dostupnost komponenti. Kao rezultat toga, dobivamo sljedeće početne parametre.
- Maksimalna širina lima koju treba saviti je 1 m.
- Maksimalna debljina lima: pocinčani – 0,6 mm, aluminij – 0,7 mm, bakar – 1 mm.
- Broj radnih ciklusa koji će se izvršiti bez ponovnog podešavanja ili popravka je 1200.
- Maksimalni kut savijanja metalnog profila, dobiven bez ručne završne obrade, iznosi 120 stupnjeva.
- Vrlo je nepoželjno koristiti izratke izrađene od posebnih čelika (na primjer, nehrđajući čelik).
- U dizajnu stroja za savijanje treba ga izbjegavati zavareni spojevi, slabo podnose izmjenična opterećenja.
- Trebali biste što je više moguće ograničiti broj dijelova stroja za savijanje lima koje ćete morati naručiti izvana, pomoću tokara ili glodalica.
Vrlo je teško pronaći nacrt uređaja koji bi zadovoljio sve ove zahtjeve, ali najuspješniji se može modificirati.
Najpopularniji dizajn savijanja lima i njegovo poboljšanje
Dizajn ručnog stroja za savijanje lima, prikazan na crtežu br. 1, može se lako poboljšati. Iz gornjeg crteža se vidi da se uređaj za savijanje lima sastoji od sljedećih elemenata:
Crtež br. 1: Za izradu našeg stroja za savijanje listova koristit ćemo ovaj dijagram
- jastuk od drveta;
- potporna greda od kanala 100–120 mm;
- obraz, za čiju se izradu koristi lim debljine 6–8 mm;
- list materijala za obradu;
- tlačna greda izrađena od uglova od 60-80 mm povezanih zavarivanjem;
- os za rotaciju traverze (izrađena od metalne šipke promjera 10 mm);
- sama traverza je kut dimenzija 80–100 mm;
- ručka uređaja izrađena je od šipke promjera 10 mm.
Traverza za savijanje lima (točka 7), koja bi prema izvornom crtežu trebala biti izrađena od ugla, konvencionalno je prikazana kao verzija izrađena od kanala. Takva modernizacija značajno će povećati izdržljivost traverze, koja će se, kada se koristi kut, u određenom trenutku neizbježno savijati u sredini i više neće stvarati visokokvalitetni zavoj na limu na ovom mjestu. Zamjena s kanalom omogućit će vam da ne napravite 200 zavoja bez ispravljanja ili zamjene ovog elementa (što je prilično malo za više ili manje aktivan rad), već više od 1300.
Dizajn takvog stroja za savijanje listova, napravljen kod kuće, može se dodatno poboljšati, što će ga učiniti učinkovitijim i svestranijim.

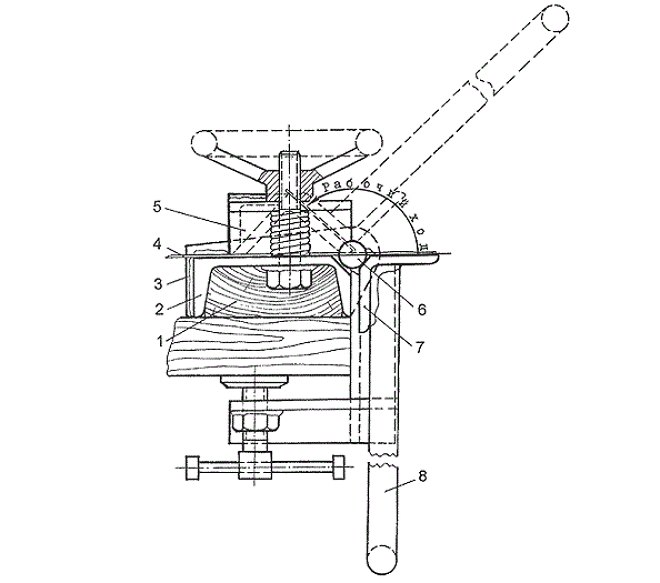
Crtež br. 2: Glavni elementi stroja za savijanje lima
Crtež br. 2 omogućuje vam detaljnije razumijevanje dizajna domaćeg savijača listova:
- domaća stezaljka izrađena od odgovarajućeg kuta (40-60 milimetara) i vijka s petom i gumbom;
- obraz;
- kanal koji djeluje kao potporna greda za stroj;
- nosač stezne grede izrađen od kuta od 110 mm;
- greda za prešanje samog savijača lima;
- os rotacije traverze;
- samu traverzu.
Jačanje tlačne grede
U nastavku ćemo pogledati shemu armature stezne šipke. Međutim, ako u početku imate prilično masivan kut kao stezaljku, a ne planirate savijati pretjerano debele limove na svom stroju za savijanje limova, tada je sasvim moguće učiniti bez armiranja stezne šipke na opisani način.

Kako bi se produžio životni vijek tlačne grede i učinio usporedivim s vijekom trajanja traverze, ovaj konstruktivni element, koji je izvorno izrađen od kutnika prema crtežu, treba nadopuniti postoljem od metalne trake dimenzija od 16x80 mm. Prednjem rubu ove baze treba postaviti kut od 45 stupnjeva kako bi se njegova ravnina poravnala s ravninom samog steznog kuta, a radni rub ovog elementa treba biti skošen za oko 2 milimetra.
Na crtežu br. 2, dobiveni dio prikazan je u presjeku na dodatnoj slici gore desno. Ove mjere će omogućiti da metal stezaljke ne radi na savijanju (što je krajnje nepoželjno), već na kompresiji, čime se značajno povećava radni vijek bez popravka.
Dodatni kutnik od 60 zavaren na stražnju prirubnicu glavnog steznog kutnika spriječit će ga da se savije prema gore. Crtež br. 2 to prikazuje detaljnije na dodatnoj slici gore lijevo.
Također biste trebali voditi računa o glodanju donje ravnine tlačne grede, koja tvori zavoj. Neravnina ove ravnine, prema općeprihvaćenim pravilima, ne smije prelaziti polovicu debljine obratka koji se savija. Inače neće biti moguće ravnomjerno savijati obradak, bez natečene linije savijanja. Treba imati na umu da gredu treba dati na glodanje tek kada već ima sve varove, jer njihova izvedba dovodi do promjena geometrijski parametri dizajne.
Povećavamo pouzdanost nosača strojeva
Postoji još jedan veliki nedostatak kod savijačice - način na koji se pričvršćuje na radni stol. Stezaljke koje se nalaze u ovom uređaju vrlo su nepouzdana opcija pričvršćivanja, posebno s obzirom na brzi zamor zavara. Takvi pričvrsni elementi mogu se potpuno napustiti, što će također izbjeći potrebu za upotrebom zavarenih spojeva i čeljusti. Sljedeće radnje mogu riješiti ovaj problem:
- izrada potporne grede koja će stršati izvan radne površine;
- izrada ušica u obliku slova U na krajevima potporne grede;
- pričvršćivanje potporne grede na radni stol pomoću vijaka (M10) i oblikovanih matica s kandžama.
Ako poboljšani stroj za savijanje lima više nema čeljusti, kako se na njega može pričvrstiti poprečna greda? Ovaj se problem može riješiti vrlo jednostavno: u tu svrhu upotrijebite leptir šarke za vrata, koje se obično koriste za vješanje teških metalna vrata. Takve šarke, koje pružaju prilično visoku točnost, mogu se učvrstiti pomoću upuštenih vijaka. Ovo je dodatno ilustrirano na crtežu br. 2 dolje desno.
Na stroju za savijanje limova s traverzom pričvršćenom na leptir šarke možete saviti mnogo radnih komada, jer su te šarke vrlo pouzdane.
Kompletna struktura
Nakon montaže, poboljšani uređaj za proizvodnju metalnog profila izgleda ovako:

- ojačana potporna greda;
- zamašnjak – navojni element;
- greda koja osigurava stezanje obratka;
- stezaljka za pričvršćivanje uređaja na radnu površinu;
- traverza, uz pomoć koje, zapravo, možete saviti radni komad koji se obrađuje.
Na crtežima su prikazani tlačni zamašnjaci, koje u praksi malo ljudi ima. Češće se koriste obični vijci sa zavarenim prstenovima. Nakon zavarivanja gumba, potrebno je na njih navući navoje, jer zavarivanje može imati izuzetno negativan učinak na njih.
Crteži druge verzije savijača lima
Detaljni crteži stroja za savijanje limova, vrlo sličnog dizajna, ali različitog poprečnog pričvršćivanja. Na dijagramima su prikazane dimenzije, koje se, naravno, mogu mijenjati ovisno o namjeni stroja.

Potporna greda Nacrt potporne grede Kraj poprečne grede Nacrt poprečne grede
Tlačna greda Crtež tlačne grede Opći obrazac montiran Clamp mount
Što je zig stroj i kako ga napraviti
Stroj za cik (ili uređaj za gužvanje) omogućuje vam savijanje ukrućenja na proizvodima od lima, koji se nazivaju cik. Takvi strojevi spadaju u kategoriju specijalne opreme i mogu biti na električni ili ručni pogon. Ručni zig strojevi, također pričvršćeni stezaljkom, mogu biti prilično kompaktne veličine i mogu se nositi u običnoj torbi za radni alat.

Takvi uređaji omogućuju vam izradu visokokvalitetnih prirubnica u jednom prolazu ne samo na okruglim proizvodima (iste školjke metalnih spremnika), već i na ravnim. metalni limovi. Ovi uređaji su jednostavno nezamjenjivi u proizvodnji pojedini dijelovi krovne konstrukcije.

Radni elementi zig stroja su valjci, a njegova upotreba omogućuje vam značajnu uštedu na kupnji krovnih konstrukcijskih elemenata proizvedenih u tvornici. Ako pogledate video koji prikazuje rad takvog uređaja, postaje jasno da se može koristiti čak i na mjestu izravne ugradnje krovne konstrukcije.
Da biste odabrali pravi uređaj za izradu savijenih elemenata od metalnog lima, možete se pridržavati sljedećih preporuka.
- Za kućni majstor tko povremeno treba stroj za savijanje listova, sasvim je prikladan jednostavan uređaj izrađen od improviziranih materijala.
- Oni koji povremeno provode narudžbe za ugradnju krovišta trebat će ručni stroj za savijanje lima i jednostavan zig stroj.
- Stručnjaci koji se stalno bave proizvodnjom elemenata za krovne konstrukcije i limarskim radovima trebaju tvornički uređaj za savijanje lima.
- Priručnik je koristan za one koji profesionalno proizvode elemente krovnih konstrukcija. Optimalan izbor za takve stručnjake je profesionalna oprema, koja se odlikuje većom pouzdanošću i izdržljivošću.

Savijač lima ruske proizvodnje SKS-2v1, cijena 64 tisuće rubalja
Ako vaši planovi ipak uključuju aktivnu upotrebu domaćeg stroja za savijanje lima za rad na više ili manje velikom protoku, tada budite spremni na činjenicu da bi u nekom trenutku vaša proizvodnja mogla prestati zbog kvara. Budući da čelik koji koriste domaći majstori za proizvodnju strojeva za savijanje limova vlastitim rukama, najvjerojatnije neće izdržati velika opterećenja, brzo će se umoriti i jednostavno plutati.
Ali za kućanske, ne posebno opterećene aplikacije, kućni stroj za savijanje listova bit će izvrstan pomoćnik i uštedjet će mnogo novca. Morate uzeti u obzir ovu točku i ne očekivati nešto jednostavno domaći strojčuda izdržljivosti i performansi.
Prije izrade stroja za savijanje listova vlastitim rukama, ne samo da možete proučiti brojne crteže sličnih uređaja objavljenih na Internetu, već i pogledati videozapis za obuku. Možda se veličina opisanog savijača lima nekome čini premalom, tada možete razmotriti opciju domaćeg savijača većeg formata. Naravno, ovo više nije mobilni stroj, već je pogodan za malu privatnu radionicu:
Prednosti domaćeg savijača lima
Izrada stroja za savijanje listova vlastitim rukama ili kupnja ručnog savijača za listove često je od interesa za one koji žele mnogo uštedjeti na kupnji masovno proizvedenih valovitih ploča. Jednostavna teoretska aritmetika pokazuje: ako sami savijate valovite ploče pomoću takvog uređaja, tada će trošak potonjeg biti 40% niži u usporedbi s troškom tvorničkih proizvoda. Ali nije to tako jednostavno.

Ako kupite tvornički prolazni stroj za valovite ploče ručni tip s obzirom na malu vlastitu proizvodnju, koštat će oko 60 tisuća rubalja. U međuvremenu, takav ručni stroj za savijanje listova ne jamči stabilnu kvalitetu valovitih ploča dobivenih uz njegovu pomoć. Problem je u tome što će valjanje u jednom prolazu najvjerojatnije dovesti do pojave prezategnutih kutova, što kasnije može dovesti do pukotina. A opetovano valjanje jednog lista, postupno mijenjajući stupanj pritiska, predugo je, radno intenzivno i u konačnici neisplativo. Ali prilično je prikladno proizvoditi jednostavnije dijelove od čeličnog lima pomoću njega.
Za potpunu kinesku liniju za valjanje valovitih ploča morat ćete platiti oko 20.000 dolara. Naravno, troši dosta električne energije (od 12 kW), a njegova instalacija zahtijeva veliko područje, što se očito ne uklapa u planove i proračun većine kućnih obrtnika.

Najvažnija stvar koju treba uzeti u obzir pri kupnji stroja za savijanje lima je mogućnost njegove brze isplativosti. Majstoru koji privatno koristi takav uređaj prilično je teško to postići. U ovom slučaju, preporučljivije je koristiti domaći stroj za savijanje lima, koji je prikladan za izradu proizvoda od savijenog lima bilo koje vrste. Uz pomoć takve opreme možete saviti oba lista standardne veličine, kao i nestandardne proizvode, koji su u velikoj potražnji tijekom krovopokrivački radovi, kao i mnogi drugi.
Kako radi stroj za savijanje lima?
Prije nego što si postavite pitanje kako napraviti stroj za savijanje listova, trebali biste razumjeti značajke dizajna takve opreme. Prije svega, takvi se uređaji razlikuju po vrsti pogona. Tako postoje uređaji s mehaničkim, električnim, hidrauličkim i ručnim pogonom.
Prešane kočnice na pogon mogu koristiti zamašnjak s kvačilom i polugom ili sustav remenica, poluga i užadi s padajućim utegom. Ovakvi uređaji, karakterizirani udarnim pulsom na početku radnog hoda, koji zatim postupno slabi, zbog mehanike rada daleko su od idealnih u pogledu kvalitete rezultata i sve se rjeđe koriste.

Učinkovitost opreme za savijanje limova, na koju je ugrađen električni pogon, značajno opada s povećanjem opterećenja u obliku smanjenja veličine izratka ili povećanja njegove čvrstoće. Ako pokušate saviti obradak izrađen od tvrdog metala (na primjer, nehrđajućeg čelika) na takvom stroju za savijanje lima, možete naići na činjenicu da će rotor elektromotora početi kliziti, smanjujući okretni moment i povećavajući potrošnju električne energije.
Oprema s hidrauličkim pogonom omogućuje vam precizno podešavanje razvijene sile prema otporu obratka, ali nije jeftina. Obični hidraulička dizalica, koji se također može koristiti kao pogon za savijanje lima, ne osigurava ravnomjernu raspodjelu sile iz njega duž cijele duljine zavoja.
Da rezimiramo sve gore navedeno, ispada da ručna savijačica listova jest najbolja opcija za kućne majstore. Može se proizvoditi u različitim izvedbama.(glasovi: 3 , Prosječna ocjena: 5,00 od 5)