Dodaj u oznake
Kako savijati cijev s najmanjim radijusom?
Danas domaći obrtnici samostalno izvode gotovo sve životne sustave za svoja kućanstva: vodovod, grijanje, kanalizaciju, grade niske zgrade, pomoćne prostorije, staklenike. Izmislite jeftine uređaje za proizvodnju i obradu Građevinski materijal, savijanje raznih profila, rezanje i savijanje raznih cijevi, korištenjem tehnologija zavarivanja i lijevanja.
Važnost upravljanja žitom
Prilikom rada s plakom dobro pazite da li se formira sa ili okomito na smjer zrna. Smjer zrna ploče dolazi od procesa valjanja u mlinu, koji rasteže metaluršku strukturu i materijalne inkluzije. Zrna su paralelna sa smjerom valjanja.
Oblikovanje zrnom zahtijeva manju silu savijanja jer je duktilnost materijala već rastegnuta. Međutim, ovo rastezanje uzrokuje širenje zrna, što se očituje kao lom u vanjskom radijusu savijanja. Da bi se izbjegao ili barem smanjio ovaj lom savijanjem u uzdužnom smjeru prema smjeru zrna, može biti potrebno koristiti velike radijuse savijanja. Savijanjem u smjeru zrna, smanjena duktilnost će povećati tonažu potrebnu za oblikovane, ali će moći prihvatiti mnogo uži unutarnji radijus savijanja bez uništavanja vanjske površine nabora.
Savijanje cijevi koristi se za izradu metalnih ograda, čime se eliminira potreba za zavarivanjem i postiže se željeni rezultat jednostavnim savijanjem jedne cijevi pod potrebnim kutom.
Nema stalno prisutnih razloga za često savijanje cijevi u privatnom kućanstvu.
Lokalizirano naprezanje može utjecati na rezultate formiranja, a to ograničava uskost unutarnjeg radijusa zavoja. Toplinski procesi kao što su rezanje plamenom i lasersko stvrdnjavanje rubova i stvaranje koncentracije naprezanja. Možda će biti potrebno ukloniti površinski utor i oštri uglovi duž reznih rubova. Ponovno brušenje reznih rubova i površina može pomoći u smanjenju ili uklanjanju mikro-lomova u kritičnim područjima.
Za postignuće najbolji rezultati obavezno zagrijte materijal ravnomjerno. Slika 2. U alatu s desne strane, prostor za podatke je oslobođen. Svi čelici, aluminij, pa čak i plastika imaju elastični oporavak kada se sile savijanja oslobode. Elastični oporavak je oslobađanje elastične deformacije i izravno je povezan s granicom elastičnosti materijala. Stoga je potreban veći kut savijanja za postizanje traženog kuta, posebno za čelike visoke čvrstoće tečenja i za većinu aluminija.
Međutim, novonastala potreba za savijena cijev, u pravilu se izjašnjava zahtjevno i hitno. To može biti popravak pojedinačnog vodovoda ili sustava grijanja, dodatna utičnica ili nešto slično.
Zadatak je uzeti i saviti željeni dio.
I koji radijus savijati i kako?
Za određeni detalj iz lim možda, recimo, 2 stupnja elastičnog trzaja, pa bi za postizanje potrebnog kutnog odvajanja bio potreban udarac s minimalnim uključenim kutom koji je 2 stupnja manji od zatvorenog kuta matrice. Međutim, kako se radijus povećava, oporavak se povećava, a količina elastičnog povrata može biti značajna kada je polumjer velik u odnosu na debljinu lima ili ploče.
Odgovarajući kut i širina matrice mogu pomoći u kompenziranju ovog pretjeranog povrata. Podaci kanala uključuju kutove podataka koji su okomiti, ravno gore i dolje. Oba osiguravaju potreban prodor alata bez smetnji između rubova, probijača i materijala.
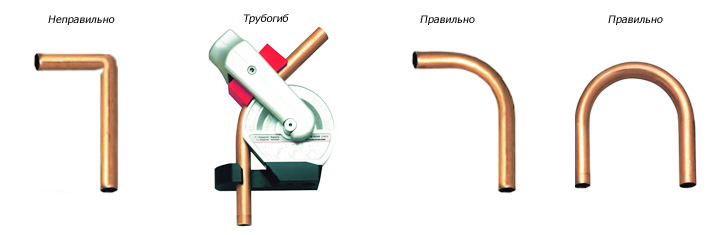
Shema ispravnog savijanja cijevi.
Možete se pokušati savijati bez ikakve teorije, ali bolje je koristiti tuđe iskustvo. Kako se cijevi prilikom savijanja ne bi spljoštile, ne trgale, ne bi naborale s naborima, potrebno je znati minimalni radijus savijanja, koji ovisi o materijalu, promjeru i debljini stijenke. Utječe i primijenjena metoda savijanja. Ali sve je u redu.
To smanjuje ili čak eliminira stvrdnjavanje pri radu, kvar radijusa i izobličenje strukture zrna. Toplina uzrokuje rekristalizaciju ploče, učinkovito mijenjajući njezinu molekularnu strukturu. Ploča će se možda morati reciklirati kako bi se vratila u izvorno stanje. Međutim, u usporedbi s hladnim oblikovanjem, vruće oblikovanje pruža mnogo veći stupanj čvrstoće i niže zahtjeve za tonažom, što ga čini atraktivnom alternativom kada je kapacitet preše problem.
Minimalni radijus ovisi o promjeru okrugle cijevi koju treba savijati: što je veći njezin promjer, to je veći radijus savijanja. Otprilike do 20 mm bit će 3, a za cijevi veća veličina- 4 vanjska promjera. Vruće metode mogu gotovo prepoloviti polumjer savijanja. Do smanjenja dolazi zbog povećane duktilnosti čelika pri zagrijavanju.
Preša možda neće moći formirati hladnu ploču, ali se može formirati kada je vruća. Kao i sve drugo, termoformiranje ima svoja ograničenja. Visoka temperatura potrebna za vruće oblikovanje može uzrokovati oksidaciju. Također može uzrokovati dekarbonizaciju površine – promjenu ili gubitak sadržaja ugljika. U većini slučajeva dekapitacija je nedostatak jer gubitak ugljika čini čelik manje stabilnim, što zauzvrat može uzrokovati razne probleme s proizvodima izrađenim od ovog čelika.
Stol 1. Minimalni radijus savijanja za cijevi za vodu i plin (GOST 3262-92 s izmjenama i dopunama 1992.), u mm.
Cijevi za vodu i plin su čelične, debelih stijenki, nevoljko se savijaju, zahtijevaju veliki napor, stoga se ne preporučuje korištenje minimalnog radijusa savijanja bez posebne potrebe. U većini slučajeva možete se snaći s velikim radijusima ili koristiti okove.
Aluminij za vruće oblikovanje
Materijal se može testirati kako bi se potvrdila razina gubitka ugljika i je li modificirani materijal prihvatljiv ili ne. Inače će se čvrsti aluminij razbiti i slomiti tijekom oblikovanja. U nekim oblicima aluminij se zagrijava, savija i rekristalizira poput čelika, dok u drugim oblicima reagira vrlo različito. Kada se zagrije, aluminij se elastičnije oporavlja. Moguće je postići željeni kut i radijus savijanja, ali nakon što se ohladi doživi malo elastičnog oporavka.
Situacija je složenija ako je potrebno često savijati kvadratni ili pravokutni. Kod kuće je to iznimno teško učiniti kvalitativno: prilikom savijanja potrebno je zadržati oblik presjeka od spljoštenja posebnim uređajima.
Tablica 2. Minimalni radijus savijanja za bakrene (GOST 617-90) i mjedene (GOST 494-90) cijevi, mm.
|
Vanjski promjer, mm Kada se čelik zagrije, on prvo postaje kovan, a zatim se topi. Kada se aluminij zagrije, najprije je savitljiv, zatim postaje lomljiv, a zatim se topi. Kada se aluminij zagrije do točke vrlo blizu svoje točke taljenja, a zatim ga pokuša saviti, izradak može puknuti ili slomiti. Još jedan lukav dio kod vruće oblikovanog aluminija je da kada se zagrije, metal ne mijenja boju kao čelik. Aluminij se može žariti pomoću oksiacetilenske baklje s neutralnim plamenom. Krećite se naprijed-natrag dok ne vidite zlatnu boju. Također možete vidjeti crni film ili čađu, ali to se kasnije može lako očistiti. Možda će biti potrebno nekoliko udaraca plamena ovisno o debljini ploče, stoga pazite da se ne pregrije. To ga može učiniti krhkim ili čak rastopiti. |
Najmanji radijus savijanja, mm |
Vodovodni proizvodi od bakra i mjedi sve se češće koriste u individualnom stanovanju. Metal se lako deformira, pa je mnogo lakše raditi s cijevima iz njega nego s čeličnim cijevima. Ali fizika deformacija savijanja uobičajena je za mjedene, bakrene i čelične cijevi.
Minimalni unutarnji radijus savijanja
Slika 3. Uzdužno savijanje ili savijanje sa zrnom materijala povećava potrebni minimalni radijus savijanja nabora. Za čelik, aluminij i nehrđajući čelik pronaći ćete različite omjere minimalnog radijusa savijanja i debljine, a te vrijednosti ćete morati potražiti u podacima koje je dostavio dobavljač materijala. Međutim, kada tražite ove vrijednosti, imajte na umu da će savijanje poprečno ili uzdužno utjecati na potrebni minimalni polumjer savijanja. Za izvijanje je potreban radijus koji je veći od radijusa postavljenog za bočni zavoj.
Kada je cijev savijena, njena vanjska površina u zoni savijanja se rasteže i stijenka postaje tanja, dok se unutarnja površina radijusa, naprotiv, stisne i stijenka se zgusne. To se događa i s hladnim i vrućim metodama savijanja, u drugom slučaju, kompresija i rastezanje se javljaju mnogo jače. U zoni savijanja, okrugli oblik presjeka teži da se spljošti, postane ovalan, nazivni promjer se smanjuje ako se ne poduzmu mjere protiv ovih pojava.
Kako se debljina povećava, radijus se povećava. U aluminiju debljine 375" minimalni polumjer je 5 puta veći od debljine; za 5" debljine, 2 puta debljine. Minimalni radijus također se povećava s više čvrsti materijal. Trend je jasan: što je ploča tvrđa i deblja, to je veći minimalni radijus savijanja.
Opet, minimalni unutarnji radijus savijanja je čak i veći kada se presavije u smjeru zrna. A debljine od 8 do 2 inča vrlo je vjerojatno da će biti vruće oblikovane. Postoji pravilo za određivanje minimalnog radijusa savijanja za čelik, a to obično vrijedi i za aluminij. Podijelite 50 između postotka smanjenja naprezanja materijala koji je odredio vaš dobavljač.
Kako se sami savijati?
Možete saviti gotovo sve okrugle cijevi- promjera od 6 mm do cijevi debljine 163 mm, pa čak i više.
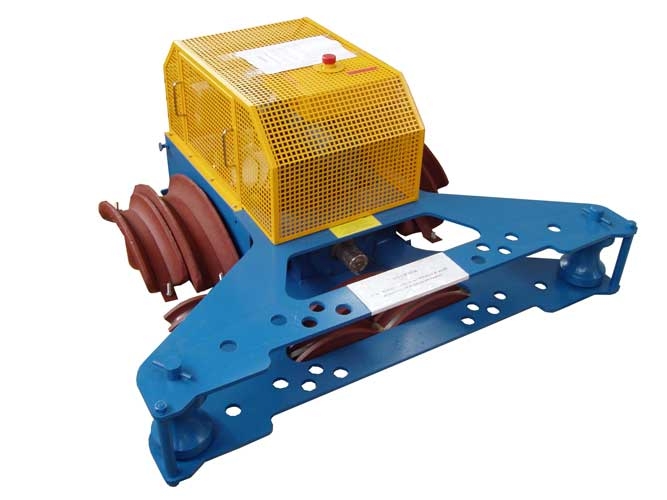
U industrijskoj proizvodnji postoje poluautomatski i automatski strojevi za masovno savijanje dijelova. Jedno preklapanje traje oko 6 sekundi. Male radionice, na primjer, u tvrtkama za upravljanje, stambenim odjelima, opremljene su električnim savijačima cijevi s skupom potrebnih mlaznica. U većini slučajeva vrijedi ih kontaktirati kako bi savili dio koji vam je potreban u kućanstvu. Naravno, košta nešto novca, treba se složiti, napraviti crtež. Što ako ne postoji takva mogućnost?
Definicija i princip preklapanja. Da biste savijali lim, potrebno ga je podići tako da formira diedarski kut čiji je rub manje-više zaobljen. Izraz "preklop" koristi se samo za označavanje ravnih nabora. Kada se list diže ili savija duž zakrivljene linije, kaže se da je suženi ili oboreni rub napravljen, ovisno o slučaju.
Savijanje se može smatrati savijanjem vrlo kratkog radijusa, tako da ga proizvodi lokalizirana sila savijanja. Savijanje se mora izvesti u skladu s minimalnim polumjerom proporcionalnim debljini metala, koji varira ovisno o prirodi metala i njegovom stanju.
Postoji nekoliko načina savijanja bez zagrijavanja, evo nekih od njih: trčanje, istezanje, namatanje, crtanje, kroz matricu, uz kopirni stroj. Glavni zadatak svih uređaja za savijanje je održavanje okruglog oblika i, za što se koriste valjci ili valjci s vanjskim utorom u obliku i veličini cijevi. Sljedeći cilj je poboljšati djelovanje osobe pomoću poluge ili korištenja hidrauličke preše.
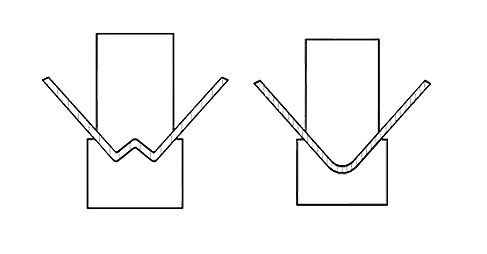
Doista, ako je jedan od njih savijen za 90 ° blagi čelik s oštrim unutarnjim kutom, mogli biste pomisliti da će rezultirajući oblik biti isti kao na slici. U stvarnosti, rezultirajući dio je predstavljen onim što je prikazano na slici. Budući da je metal duktilan, važan je molekularni rad obavljen u zoni savijanja.
Molekularni rad ojačao je lim blizu njegovog faktora istezanja. Za određene metale ili legure, kao što je tvrdi aluminij, faktor istezanja će biti prekoračen i nastat će pukotine. Riža. 7 Stoga se moraju izbjegavati pregibi s oštrim unutarnjim kutom.
Savijanje čeličnih cijevi kod kuće

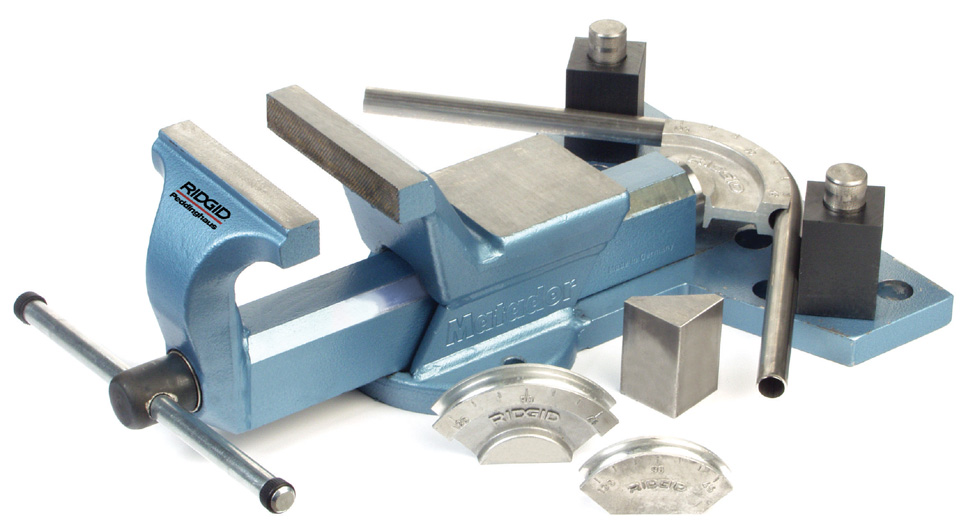
Imaju nekoliko mlaznica za različite promjere i koriste se za savijanje bakrenih, mjedenih, aluminijskih i tankosjenih čeličnih cijevi promjera do 22 mm.
Ručni savijači cijevi imaju nekoliko mlaznica za različite promjere i koriste se za savijanje bakrenih, mjedenih, aluminijskih i čeličnih cijevi tankih stijenki promjera do 22 mm. Vodovod i plinovod ručni alati nemojte se savijati, morat ćete koristiti hidrauliku da ih savijete. Takva preša za savijanje montirana je na stol ili stegnuta u škripcu. Za pojedinačne dijelove izrađene s vremena na vrijeme, postoji učvršćenje na škripcu koje vam omogućuje savijanje najmanjeg radijusa.
Ako unutarnji kut zaobljena, unutarnja vlakna su podvrgnuta tlačnom naprezanju, a vanjska vlakna vlačnom naprezanju, samo srednja vlakna ne mijenjaju duljinu. Radno kaljenje je manje važno nego u prethodnom slučaju. Preporuča se presavijati limove od mekog čelika s minimalnim unutarnjim radijusom jednakim jednom i pol puta njihove debljine.
Listovi se obično savijaju mehanički pomoću. Mogu se i valjati, ali rijetko, čekićem ili čekićem, sa šipkama, uglovima ili rezovima za presavijanje. To se može učiniti izravno na jednoj od čeljusti stiska, ali bitovi označavaju list, rezultirajuća referenca nije pravilna i nedostaje joj oštrina.
Neisplativo je kupovati skupe uređaje za pojedinačni rad. Razlog može biti u provedbi poduzetničkih aktivnosti za pružanje takvih usluga stanovništvu. A za rijetke slučajeve ima ih više jednostavne načine savijanje cijevi, ali zahtijeva puno vremena. Da biste to učinili, morat ćete pripremiti sljedeće alate i materijale:
Ili dva jaka kuta u sendviču između dvije susjedne stezaljke, tako dobiveni sloj je oštriji. Ovaj preklop se odnosi samo na tanke listove. Šipke se obično podupiru s dva nadvožnjaka; sastoje se od dva kvadratna, ravnog i podložnog strojna obrada glačala spojena na svakom kraju snažnim steznim vijkom.
Omogućuju savijanje listova srednje debljine i koriste se samo kada nije moguće koristiti mapu. Ili napravite kutiju presavijenom i zalijepljenom. List se savija ručno ili čekićem, rub se podešava čekićem ili čekićem. Nemojte tapkati po kraju lista jer će se rastegnuti i rub će se uviti.
- Kalcinirani riječni pijesak, 30 kg.
- Čvrsti stol ili radni stol.
- Cilindrični metalni trn s radijusom savijanja.
- Dva drvena čepa.
- Aparat za zavarivanje.
Pijesak se mora prosijati i kalcinirati na vatri ili plamenici dok dim ne nestane. Zatim pripremite stol tako da na njega pričvrstite trn i postavite graničnik za jedan od krajeva. Kao naglasak može poslužiti škripac postavljen na stol. Cijela konstrukcija također mora biti fiksirana, inače će je cijev okrenuti oko sebe.
Korisni dio savitljive ploče je vrlo uska površina; stopalo je obično učvršćeno u rupu na klupi ili u nakovnju. Koriste ga limari za izradu sitnih nabora. Prvo, označavanje počinje na svakom kraju pregiba, koji će služiti kao zaustavljanje.
Na vodoravni stol lim se pričvršćuje nadvratnikom koji se naziva potisni ležaj ili gornja polica. Sklopivi preklop, također poznat kao klompa ili sklopiva pregača, savija se podižući se rotacijskim pokretom. Tlačni sloj se pomiče okomito između klizača formiranih u dvije police, obično izrađene od lijevanog željeza, međusobno povezane sponama ili sponama. Često se artikulira na jednom od svojih krajeva kako bi omogućio izlaz iz zatvorenih prizmatičnih tijela nakon preklapanja.
Ako se planira grijanje, tada je bolje izbušiti rupe u čepovima promjera 3-4 mm za oslobađanje plinova koji nastaju tijekom zagrijavanja.
Spremiti okrugli presjek napuni se kalciniranim pijeskom, za koji se jedan kraj začepi drvenim plutom, pijesak se izlije i zbije tapkanjem. Drugi čep je začepljen, nakon čega se cijev može saviti. Ako se jedan njegov kraj ne može koristiti kao duga poluga, tada trebate uzeti segment i staviti ga za produljenje.
Koristeći stol kao preklopnu ravninu, jedan kraj postavljamo između trna i graničnika. Drugim krajem, kao polugom, savijamo oko trna i tako savijamo cijev. Napunjen pijeskom, zadržat će okrugli oblik i promjer poprečnog presjeka na zavoju. Smanjujemo kut za 2-3%, budući da metalne opruge djelomično vraćaju prethodne dimenzije.
Da biste zadovoljili minimalni radijus savijanja, trebat će vam aparat za zavarivanje. Zagrijavamo cijev ispunjenu pijeskom lampom dok ne pocrveni u zoni savijanja, što se mora unaprijed označiti. Odmah nakon zagrijavanja, postavljamo ga na stol i vršimo savijanje. Ako se planira grijanje, tada je bolje izbušiti rupe u čepovima promjera 3-4 mm za oslobađanje plinova koji nastaju tijekom zagrijavanja.
Kada se ohladi, čelik se, kao i drugi metali, lagano vraća u prethodni oblik. To jest, kut savijanja može biti veći nego što je potrebno. Zatim se postupak zagrijavanja i savijanja mora ponoviti. Nakon dobivanja željenog oblika, čepovi se buše ili spaljuju, pijesak se izlijeva i pohranjuje za sljedeći put. Provjerite mjesto zavoja za odsutnost strija, pukotina, lomova i nabora. Na kraju se cijev reže na željenu veličinu, očisti od kamenca, navoji i dio je spreman.
Vatrogasne, bakrene i mjedene cijevi
Bakrene i mjedene cijevi mogu se savijati, također puniti pijeskom, ako je predviđen minimalni radijus savijanja uz grijanje. Ako bez zagrijavanja, onda ulijte rastopljenu kolofoniju, nakon začepljenja krajeva, cijev je savijena. Za savijanje malih promjera do 22 mm, bolje je imati na farmi ručni polužni savijač cijevi, koji je komercijalno dostupan. Pomoću njega možete brzo i jednostavno savijati različite dijelove cjevovoda.
Za savijanje bakrenih i mjedenih cijevi s malim radijusima kod kuće trebat će vam i puhalica ili plinski plamenik. Žarena cijev se lako savija na trnu, ali je teže ispraviti zavoj i potrebno je ponovno zagrijavanje. Osim punjenja pijeskom, koristi se i poseban uređaj - opruga koja se stavlja na cijev na zavoju. Opruga omogućuje savijanje, ali ne dopušta da se cijev spljošti. Geometrija dijela cijevi je spremljena. Nakon savijanja, opruga se "uvija" i uklanja.
Plastične cijevi savijamo bez problema
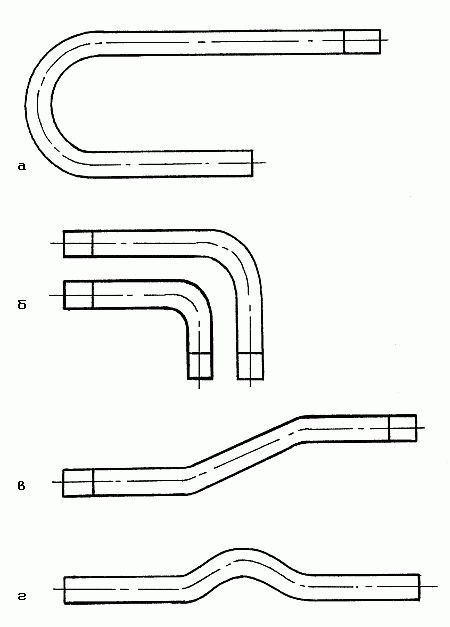
Vrste zavoja cijevi: a - kalach; b - zavoji; c - patka; g - zagrada.
Plastične cijevi su plastične tako da se bez poteškoća savijaju. Međutim, kada je potrebno izvesti najmanji mogući polumjer savijanja, javljaju se isti fizički fenomeni spljoštenja kao kod metalne cijevi. Polipropilenske cijevi su čvršće od ostalih plastičnih cijevi. Plastičnost materijala i njegovo rastezanje tijekom savijanja može kritično smanjiti debljinu stijenke cijevi i ugroziti čvrstoću cjevovoda, osobito ako je pod pritiskom. Stoga se plastične cijevi ne smiju savijati za korištenje u tlačnim sustavima, već treba lemiti spojeve, što osigurava čvrstoću spojeva.
U druge svrhe, na primjer, kod postavljanja podnog grijanja, plastične cijevi se savijaju kod kuće, pune ih poput metalnih cijevi, ali solju. Sol se kalcinira u tavi, nakon čega se ulije u cijev, a krajevi se začepe čepovima. Vruća sol zagrijava cijev, povećavajući njezinu plastičnost, a cijev se lako savija.
Najmanji polumjer savijanja jednak je dvama promjerima. Nakon davanja željeni kut savijanje plastična cijev treba fiksirati dok se potpuno ne ohladi. Za dodatno grijanje, podešavanje zavoja, možete koristiti građevinsko sušilo za kosu. Nema grijanja polipropilenska cijev može se polako i pažljivo savijati s minimalnim radijusom od 7-8 promjera.
Značajke savijanja profiliranih cijevi
Od profiliranih često se koriste kvadratni i pravokutni. čelične cijevi. Koriste se u raznim dizajnima kućanstvo. Praktički je nemoguće savijati takve cijevi bez specijaliziranih radionica bez opreme. Opisane metode ne dopuštaju održavanje pravokutnosti presjeka na zavoju, a estetska vrijednost toga je smanjena.
Ipak, moguće je savijati profilirane cijevi jednostavnim i jeftinim učvršćenjima i velikim radijusima savijanja. Glavni dijelovi u uređaju za savijanje su profilni valjci, koji tijekom procesa savijanja zadržavaju pravokutni oblik u presjeku.
Često se koriste imitacije savijanja. Cijev se reže iznutra s određenim korakom, a zatim se savija bez posebne napore. Nakon toga, svi šavovi su zavareni i očišćeni brusilicom. Uz korak rezanja od 20 mm, radijus savijanja bit će minimalan.

Uvod
Savijen - ostavi na stranu... savijen - odloži... Prije 25 godina ovaj je proces bio težak svakodnevni posao operatera tiska. Ali to nije sve: operater je morao stalno rekonfigurirati stroj kako bi dobio različite kutove savijanja, organizirao posredno skladištenje praznina i obavljao mnoge druge radnje koje nisu izravno povezane s proizvodnjom završnog dijela; operater je morao ponovno staviti obradak i onda... ponovo savijati... ponovno namjestiti prešu... i ponovo savijati... međuskladištenje... i... i...
Danas se limarima ovaj proces čini kao pretpovijesna tehnologija. Danas se dio izrađuje na ergonomskoj CNC kočnici za prešu koja je jednostavna za rukovanje, s automatskim podešavanjem svih parametara savijanja. Različiti kutovi, različiti profili na istom alatu - nema problema!
Strojevi s 4 kontrolirane osi sada su standard, a ne iznimka. Preše s 8 ili više osi više nisu neuobičajene, a najviše obećavaju kada se koriste u kombinaciji s prešama.
I sve to samo da se iz stana proizvede trodimenzionalni dio lim, bilo da se radi o čeliku, nehrđajućem čeliku, aluminiju, magneziju, bakru, mjedi ili čak zlatu. Gdje god pogledate, posvuda - limene konstrukcije. To je bum od lima! Čak su i proizvođači press kočnica iznenađeni koliko su složeni dijelovi proizvedeni od strane njihovih kupaca. Interakcija između proizvođača alatnih strojeva i njihovih kupaca postaje vrlo uspješna i obećavajuća: inženjeri zajedno razmišljaju kako učinkovito proizvesti dio na fleksibilnoj opremi. Zamjena zavarenog šava sa zavarenim šavom može biti vrlo korisna u osiguravanju čvrstoće proizvoda. "Blizu konačnog oblika" je ono što možete reći o dijelu koji dolazi s kočnice za prešanje i koji ima jaku sličnost s konačnim proizvodom.
"Lim" i "savijanje" nisu baš povezani s visokom tehnologijom. No, da bi se savila "zločesta" plahta potrebno je posebno znanje i puno iskustva. objasniti tehničar, koji nije upoznat s limom, da je u našem visoko tehničkom svijetu nemoguće stalno dobiti kut od 90 0 pri savijanju bez promjene postavki. Radi, a ne radi!
Bez promjene programa, kut će se promijeniti ako je, na primjer, lim debljine 2 mm izrađen od nehrđajućeg čelika ili aluminija, ako je njegova duljina 500 mm, 1000 mm ili 2000 mm, ako se savijanje vrši uzduž ili poprijeko vlakana , ako je linija savijanja okružena probušenim ili laserski izrezanim rupama, ako lim ima različite elastične deformacije, ako je površinsko stvrdnjavanje zbog plastične deformacije jače ili slabije, ako... ako...
"Savijanje" zvuči kao jednostavan proces, ali je zapravo vrlo složen. Liszt ne mari ni za kakve argumente o cijeni, čak i ako je katalog pun prekrasnih boja i obećavajućih izgleda.
Međutim, tijekom zadnjih godina, proizvođači preša uložili su mnogo truda kako bi proces oblikovanja bio fleksibilniji i produktivniji. Odajte priznanje onima koji to zaslužuju! Govorimo o stvarno visokim tehnologijama! No, budimo realni: tradicionalne stare press kočnice s mehaničkim zaustavljanjem u cilindrima i sinkronizirajućim vratilom još uvijek su tražene u cijelom svijetu. Polazna točka je specifičan zadatak savijanja, a ne vrsta stroja. Jednostavan tradicionalni stroj ili visoka tehnologija savijanja? Odgovor se mora pronaći zajedno. Ulaganja su učinkovita samo kada su i tehnički i ekonomski aspekti uvjerljivi. Uzimajući sve navedeno u obzir, prijeđimo na glavnu stvar.
Koju metodu savijanja odabrati?
Postoje 2 glavne metode:
O "zračnom savijanju" ili "slobodnom savijanju" govorimo ako između lima i stijenki matrice u obliku slova V postoji zračni razmak. Ovo je trenutno najčešća metoda.
Ako se lim potpuno pritisne na stijenke V-matrice, ovu metodu nazivamo "dimenzioniranjem". Iako je ova metoda prilično stara, koristi se i čak bi se trebala koristiti u određenim slučajevima, koje ćemo razmotriti u nastavku.
1. Slobodno savijanje
Pruža fleksibilnost, ali ima određena ograničenja preciznosti.
Glavne značajke:
Pomicanje uz pomoć probijača utiskuje lim na odabranu dubinu duž Y osi u utor matrice. List ostaje "u zraku" i ne dolazi u dodir sa stijenkama matrice. To znači da je kut savijanja određen položajem osi Y, a ne geometrijom alata za savijanje.

Točnost postavljanja osi Y na modernim prešama je 0,01 mm. Koji kut savijanja odgovara određenom položaju osi Y? Teško je reći jer morate pronaći ispravan položaj y osi za svaki kut. Razlika u položaju osi Y može biti uzrokovana postavkom hoda poprečnog spuštanja, svojstvima materijala (debljina, vlačna čvrstoća, radno očvršćavanje) ili stanjem alata za savijanje.
Donja tablica prikazuje odstupanje kuta savijanja od 90 0 za različita odstupanja Y-osi.
| a 0 | 1 0 | 1,5 0 | 2 0 | 2,5 0 | 3 0 | 3,5 0 | 4 0 | 4,5 0 | 5 0 |
| V, mm | |||||||||
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,11 | 0,132 | 0,154 | 0,176 | 0,198 | 0,22 |
| 10 | 0,055 | 0,082 | 0,11 | 0,137 | 0,165 | 0,192 | 0,22 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,33 |
| 16 | 0,088 | 0,132 | 0,176 | 0,22 | 0,264 | 0,308 | 0,352 | 0,396 | 0,44 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,69 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,83 |
| 45 | 0,25 | 0,375 | 0,5 | 0,625 | 0,75 | 0,875 | 1 | 1,125 | 1,25 |
| 55 | 0,305 | 0,457 | 0,61 | 0,762 | 0,915 | 1,067 | 1,22 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,11 | 1,332 | 1,554 | 1,776 | 1,998 | 2,22 |
| 100 | 0,555 | 0,832 | 1,11 | 1,387 | 1,665 | 1,942 | 2,22 | 2,497 | 2,775 |
Prednosti slobodnog savijanja:
- Visoka fleksibilnost: bez mijenjanja alata za savijanje, možete dobiti bilo koji kut savijanja između kuta otvaranja matrice u obliku slova V (na primjer, 86 0 ili 28 0) i 180 0 .
- Niži troškovi alata.
- U usporedbi s kalibracijom, potrebna je manja sila savijanja.
- Možete se "igrati" sa silom: više otvaranja matrice znači manju silu savijanja. Ako udvostručite širinu utora, potrebna vam je samo polovica sile. To znači da se deblji materijal može savijati na većem otvoru istom silom.
- Manje ulaganja, jer trebate prešu s manje truda.
Sve je to, međutim, teoretski. U praksi, novac koji uštedite možete potrošiti na prešu s manjim naporom koja vam omogućuje da u potpunosti iskoristite prednosti savijanja zraka na dodatna oprema kao što su dodatne stražnje osovine ili manipulatori.
Nedostaci zračnog savijanja:
- Manje točni kutovi savijanja za tanki metal
- Razlike u kvaliteti materijala utječu na točnost ponavljanja
- Nije primjenjivo za specifične operacije savijanja
Naš savjet:
- Poželjno je koristiti savijanje zraka za listove debljine veće od 1,25 mm; za debljinu lima od 1 mm ili manje, preporuča se korištenje kalibracije
- Najmanji unutarnji radijus savijanja mora biti veći od debljine lima. Ako unutarnji radijus mora biti jednak debljini lima - preporuča se koristiti metodu kalibracije. Unutarnji radijus manji od debljine lima dopušten je samo na mekom materijalu koji se lako deformira, kao što je bakar
- Veliki radijus se može postići savijanjem zraka korištenjem inkrementalnog pomicanja stražnjeg graničnika. Ako bi veliki radijus trebao biti Visoka kvaliteta, preporuča se samo metoda kalibracije posebnim alatom.
Kakav trud?
Zbog različitih svojstava materijala i učinaka plastične deformacije u zoni savijanja, potrebna sila može se odrediti samo približno.
Nudimo vam 3 praktična načina:
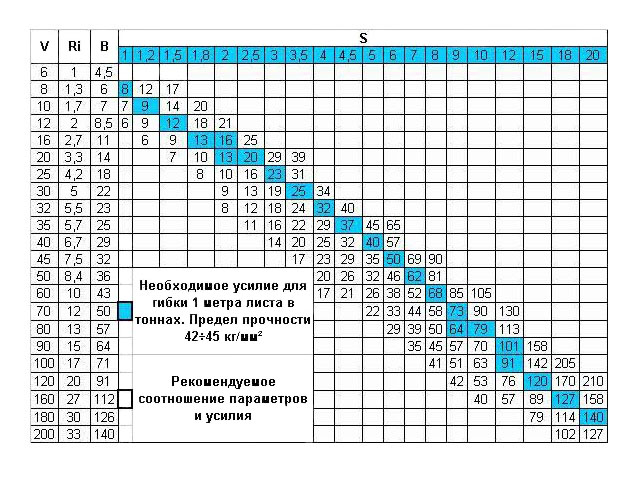
1. Tablica
U svakom katalogu i na svakoj preši možete pronaći tablicu koja prikazuje potrebnu silu (P) u kN po 1000 mm duljine savijanja (L) ovisno o:
- debljina lima (S) u mm
- vlačna čvrstoća (Rm) u N/mm2
- V - širina otvora matrice (V) u mm
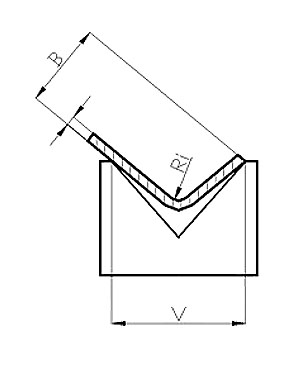
- unutarnji radijus presavijenog lima (Ri) u mm
- minimalna visina preklopljene police (B) u mm
Primjer takve tablice:
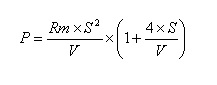
2. Formula

1.42 je empirijski faktor koji uzima u obzir trenje između rubova matrice i materijala koji se obrađuje.
Druga formula daje slične rezultate:
3. "Pravilo 8"
Kod savijanja mekog čelika širina otvora matrice treba biti 8 puta veća od debljine lima (V=8*S), zatim P=8*S, gdje je P izražen u tonama (na primjer: za debljinu od 2 mm, matrica otvor je V=2*8=16 mm znači da trebate 16 tona/m)
Duljina sile i savijanja
Duljina zavoja proporcionalna je sili, t.j. sila doseže 100% samo pri duljini savijanja od 100%. Na primjer:
Naš savjet:
Ako je materijal zahrđao ili nije nauljen, dodajte 10-15% sili savijanja.
Debljina lima (S)
DIN dopušta značajno odstupanje od normalne debljine lima (na primjer, za debljinu lima od 5 mm, norma varira između 4,7 i 6,5 mm). Stoga morate izračunati samo silu za stvarnu debljinu koju ste izmjerili ili za maksimalnu standardnu vrijednost.
Vlačna čvrstoća (Rm)
I ovdje su tolerancije značajne i mogu imati veliki utjecaj na proračun potrebne sile savijanja. Na primjer:
St 37-2: 340 - 510 N/mm2
St 52-3: 510 - 680 N/mm2
Naš savjet:
Nemojte štedjeti na naporu savijanja! Vlačna čvrstoća je proporcionalna sili savijanja i ne može se podesiti kada vam je potrebna!
Stvarna debljina i vlačna čvrstoća važni su čimbenici u odabiru pravog stroja s pravom ocjenom sile.
V - proširenje matrice
U pravilu, otvor matrice u obliku slova V trebao bi biti osam puta veći od debljine lima S do S = 6 mm:
Za veću debljinu lima morate:
V=10*S ili V=12*S
Otvaranje matrice u obliku slova V obrnuto je proporcionalno potrebnoj sili:
Veći otvor znači manju silu savijanja, ali veći unutarnji radijus;
Manje otvaranja znači više sile, ali manji unutarnji radijus.
Unutarnji polumjer savijanja (Ri)
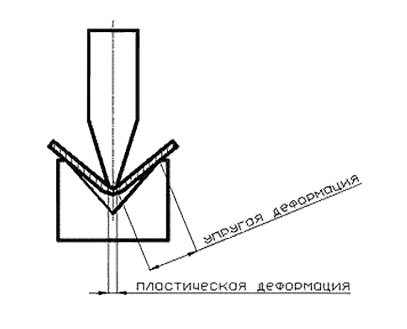
Pri korištenju metode savijanja zraka većina materijal je podvrgnut elastičnoj deformaciji.
Nakon savijanja, materijal se vraća u prvobitno stanje bez trajne deformacije („reverse springback”).
U uskom području oko točke primjene sile, materijal prolazi kroz plastičnu deformaciju i ostaje u tom stanju zauvijek nakon savijanja.
Materijal postaje jači, što je veća plastična deformacija. To zovemo "okaljenje na radu".
Takozvani "prirodni unutarnji radijus savijanja" ovisi o debljini lima i otvoru matrice. Uvijek je veća od debljine lima i ne ovisi o polumjeru proboja.
Da bismo odredili prirodni unutarnji radijus, možemo koristiti sljedeću formulu:

U slučaju V=8*S, možemo reći Ri=S*1,25
Mekan i lako deformabilan metal omogućuje manji unutarnji radijus.
Ako je radijus premali, materijal može biti naboran s unutarnje strane i napuknut vani savijati se.
Naš savjet:
Ako trebate mali unutarnji radijus, savijte se malom brzinom i poprijeko.
Minimalna polica (B)
Kako bi spriječili da polica upadne u utor matrice, morate se pridržavati sljedećeg: minimalna širina police:

Kut savijanja B
| 165 0 | 0,58 V |
| 135 0 | 0,60 V |
| 120 0 | 0,62 V |
| 90 0 | 0,65 V |
| 45 0 | 1,00 V |
| 30 0 | 1,30 V |
Elastična deformacija
Dio elastično deformabilnog materijala će "odskočiti" natrag nakon što se ukloni sila savijanja. Koliko stupnjeva? Ovo je relevantno pitanje, jer je važan samo stvarno dobiveni kut savijanja, a ne teoretski izračunat. Većina materijala ima prilično stalnu elastičnu deformaciju. To znači da će materijal iste debljine i iste vlačne čvrstoće opružiti za istu količinu pod istim kutom savijanja.
Elastična deformacija ovisi o:
- kut savijanja: nego manji kut savijanje, veća je elastična deformacija;
- debljina materijala: što je materijal deblji, manja je elastična deformacija;
- vlačna čvrstoća: što je vlačna čvrstoća veća, to je veća elastična deformacija;
- smjer vlakana: elastična deformacija je različita pri savijanju uzduž ili poprijeko vlakana.
Pokažimo gore navedeno za vlačnu čvrstoću izmjerenu pod uvjetom V=8*S:
| Vlačna čvrstoća u N/mm 2 | Elastična deformacija u 0 |
| 200 | 0,5 - 1,5 |
| 250 | 1 - 2 |
| 450 | 1,5 - 2,5 |
| 600 | 3 - 4 |
| 800 | 5 - 6 |
Svi proizvođači alata za savijanje i sve to, samo za proizvodnju trodimenzionalnog dijela od ravnog metalnog lima, bilo da se radi o čeliku, nehrđajućem class= textdoctextdoc/strongp align=justify class= čeliku, aluminiju, magneziju, bakru, mjedi ili čak zlatu. Gdje god pogledate, posvuda - limene konstrukcije. To je bum od lima! Čak su i proizvođači press kočnica iznenađeni koliko su složeni dijelovi proizvedeni od strane njihovih kupaca. Interakcija između proizvođača alatnih strojeva i njihovih kupaca/p/strong2/tdtd class= td align=/tdnbsp;/div class=0strong class= p align=textdoccellpacing=45 vrlo je uspješna i obećavajuća: inženjeri zajedno razmišljaju kako učinkovito proizvoditi dio na fleksibilnoj opremi. Zamjena zavarivanja fleksibilnim može biti vrlo korisna u osiguravanju čvrstoće klase proizvoda= nbsp; 0,915 textdoctextdoc/em /em class=textdoc class=/tr Smjer vlakana: elastična deformacija je drugačija pri savijanju uzduž ili poprijeko vlakana. I sve to, samo za izradu trodimenzionalnog dijela od ravnog metalnog lima, bilo čelika, nehrđajući čelik, aluminij, magnezij, bakar, mjed ili čak zlato. Gdje god pogledate, posvuda - limene konstrukcije. To je bum od lima! Čak su i proizvođači press kočnica iznenađeni koliko su složeni dijelovi proizvedeni od strane njihovih kupaca. Interakcija između proizvođača alatnih strojeva i njihovih kupaca postaje vrlo uspješna i obećavajuća: inženjeri zajedno razmišljaju kako učinkovito proizvesti dio na fleksibilnoj opremi. Zamjena zavarivanja fleksibilnim može biti vrlo korisna u osiguravanju čvrstoće klase proizvoda= nbsp; 0,915 textdoctextdoc/em /em class=textdoc class=/tr smjer vlakana: elastična deformacija je različita pri savijanju uzduž ili poprijeko vlakana. a elastična deformacija se uzima u obzir kada se nudi alat za slobodno savijanje (na primjer, kut otvaranja od 85 0 ili 86 0 za slobodne zavoje od 90 0 do 180 0).
2. Kalibracija
Točan - ali nefleksibilan način
Ovom metodom kut savijanja određuje se silom savijanja i alat za savijanje: Materijal je potpuno stegnut između probijača i stijenki V-matrice. Elastična deformacija jednaka je nuli i različita svojstva materijala gotovo da nemaju utjecaja na kut savijanja.
Grubo govoreći, sila kalibracije je 3-10 puta veća od sile slobodnog savijanja.
Prednosti kalibracije:
- točnost kutova savijanja unatoč razlikama u debljini i svojstvima materijala
- mali unutarnji radijus
- veliki vanjski radijus
- Z-profili
- duboki U-kanali
- svi posebni oblici mogući za debljine do 2 mm pomoću čeličnih probijača i poliuretanskih matrica
- izvrsni rezultati na pres kočnicama koje nemaju dovoljno preciznosti za slobodno savijanje
Nedostaci kalibracije:
- potrebna sila savijanja je 3-10 puta veća nego kod slobodnog savijanja
- nema fleksibilnosti: poseban alat za svaki oblik
- česta promjena alat (osim za velike serije)